Paano gumawa ng mini metal bending machine
Ang pagkakaroon ng bending machine sa iyong home workshop ay magiging kapaki-pakinabang. Maaari itong magamit upang yumuko ang manipis na mga sheet ng lata at aluminyo para sa iba't ibang mga pangangailangan.

Dahil gagana tayo sa mga manipis na materyales, ang mga puwersa ng baluktot ay hindi magiging napakahusay. Isinasaalang-alang ang mga salik na ito, pumipili kami ng mga materyales:

Upang maisagawa ang lahat ng mga operasyon, kakailanganin mo ang isang drill na may mga drill na may diameter na 3.5 at 6.5 mm, isang band saw, kagamitan sa hinang, isang vice at clamp.
Pinutol namin ang 25x25 mm na sulok na may band saw sa limang seksyon: tatlong 125 mm ang haba at dalawang 62.5 mm ang haba. Pinutol din namin ang isang piraso ng 250 mm ang haba mula sa isang bakal na baras na may diameter na 8 mm upang makagawa ng isang hawakan.

Tinutupi namin ang dalawang 125 mm na anggulo ng bakal na nakababa ang mga istante nito at ikinakapit ang mga ito sa isang bisyo. Inilalagay namin ang pangatlo sa isa sa dalawa, na naka-clamp sa isang bisyo, upang ang panlabas na bahagi ng patayong istante ay tumutugma sa linya ng koneksyon ng dalawang mas mababang sulok, at i-compress namin ang mga ito ng mga clamp.

Inilalagay namin ang mga hinged loop sa panloob na sulok na nabuo ng tatlong elemento. Mahigpit naming pinindot ang mga ito sa mga istante at hinangin ang mga ito sa metal sa pamamagitan ng mga butas para sa mga tornilyo. Tinitiyak namin na ang mga bisagra ay nakatiklop at malayang nagbubukas.

Muli naming tiniklop ang mga bisagra at pinahiga ang isang baras na bakal sa gitna laban sa patayong istante at hinangin ito sa pahalang na istante mula sa labas.


Sa istante ng sulok na walang hawakan, mag-drill sa gitna, 12 mm mula sa mga dulo, isang butas na may diameter na 6.5 mm. Inilalagay namin ang elementong ito sa paayon na sulok ng kahoy na beam na mas malapit sa isang dulo upang ang istante na may mga butas ay nasa itaas. Gamit ang sulok na ito bilang isang template, nag-drill kami ng dalawa sa mga butas sa beam, na naka-clamp sa kabilang dulo sa isang vice.

Sa ikatlong sulok, gamit ang parehong drill, gumawa din kami ng dalawang butas sa parehong distansya mula sa bawat isa tulad ng sa pangalawang sulok. Ito ay ikakabit dito upang ang anggulo nito ay idirekta palayo sa mga bisagra. Ngunit inililipat namin ang mga sentro ng mga butas sa ikatlong sulok sa gilid ng pahalang na istante sa pamamagitan ng kapal ng materyal para sa baluktot.


Sa aming kaso, ang halaga ng displacement ay dapat na 1.6 mm.
Sa dalawang maikling blangko ng sulok, nag-drill kami ng mga butas na may diameter na 3.5 mm sa mga gilid at i-screw ang mga ito sa isang kahoy na beam upang sila ay magpahinga laban sa longitudinally fixed na malaking sulok at gumawa ng 90 degrees dito.



Ang aming makina ay handa na para sa trabaho.
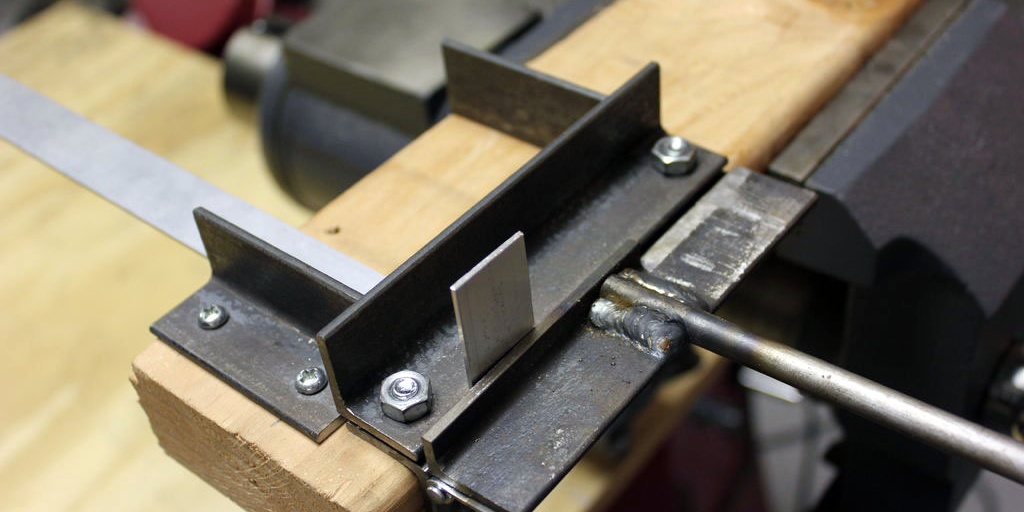
Niluluwagan namin ang mga mani na nagse-secure sa mga sulok at nagpasok ng isang strip ng metal sa puwang na nabuo sa pagitan nila, na kailangang baluktot. Upang gawing pantay ang liko, pindutin ang strip sa sulok ng gabay.

Pagkatapos nito, higpitan ang mga nuts, iwasan ang sobrang higpit ng dulong nut at skewing ang clamping angle. Ang agwat sa pagitan ng mga sulok ay dapat na pareho sa kanilang buong haba.
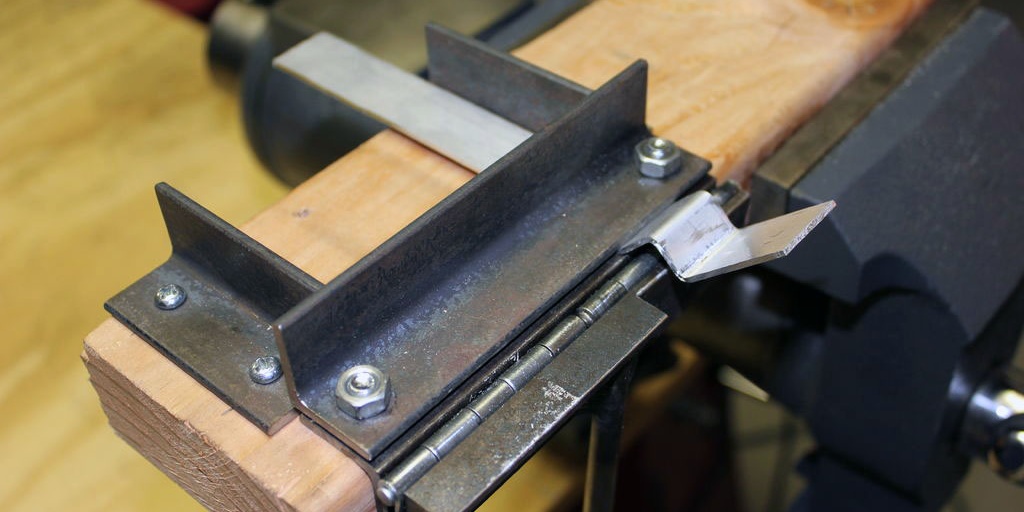
Itinaas namin ang hawakan, na nakabitin pa rin nang patayo pababa, sa isang pahalang na posisyon. Sa proseso ng paglipat nito mula sa unang posisyon hanggang sa pangalawa, ang metal ay yumuko.

Maluwag ang mga mani at bitawan ang materyal na baluktot. Pagkatapos nito, aalisin namin ito mula sa makina kung nakumpleto ang baluktot, o ililipat namin ito sa ibang posisyon at ipagpatuloy ang mga operasyon ng baluktot.


Orihinal na artikulo sa Ingles
Kakailanganin
Dahil gagana tayo sa mga manipis na materyales, ang mga puwersa ng baluktot ay hindi magiging napakahusay. Isinasaalang-alang ang mga salik na ito, pumipili kami ng mga materyales:
- sulok 25 × 25 mm, haba 500 mm;
- baras na may diameter na 8 mm at isang haba ng 250 mm;
- dalawang nakabitin na mga loop 25 × 60 mm;
- dalawang bolts 6 × 50 mm na may mga mani;
- apat na turnilyo;
- kahoy na sinag 50 × 100 × 300 mm.

Upang maisagawa ang lahat ng mga operasyon, kakailanganin mo ang isang drill na may mga drill na may diameter na 3.5 at 6.5 mm, isang band saw, kagamitan sa hinang, isang vice at clamp.
Proseso ng paggawa ng mini bending machine
Pinutol namin ang 25x25 mm na sulok na may band saw sa limang seksyon: tatlong 125 mm ang haba at dalawang 62.5 mm ang haba. Pinutol din namin ang isang piraso ng 250 mm ang haba mula sa isang bakal na baras na may diameter na 8 mm upang makagawa ng isang hawakan.

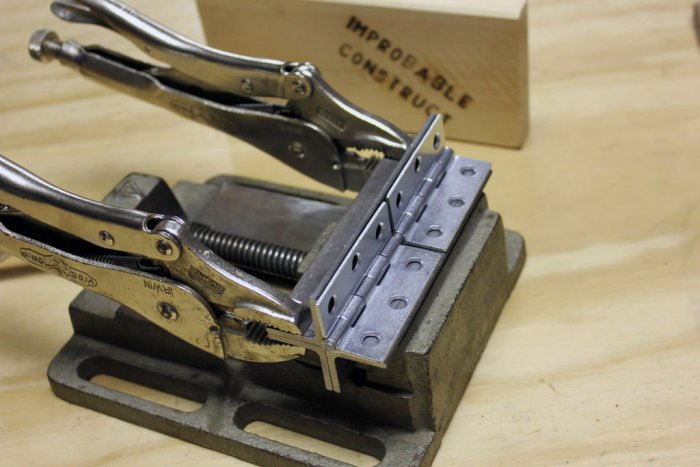
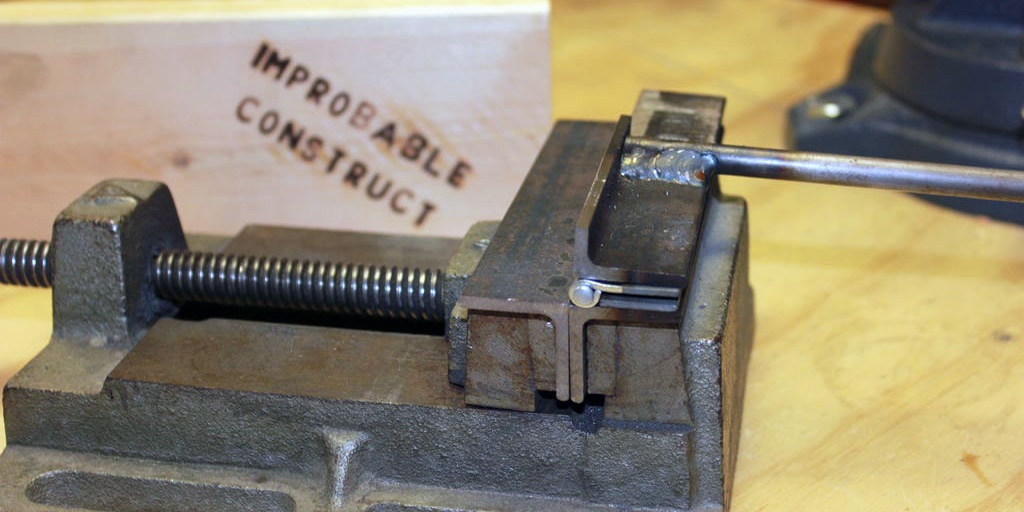
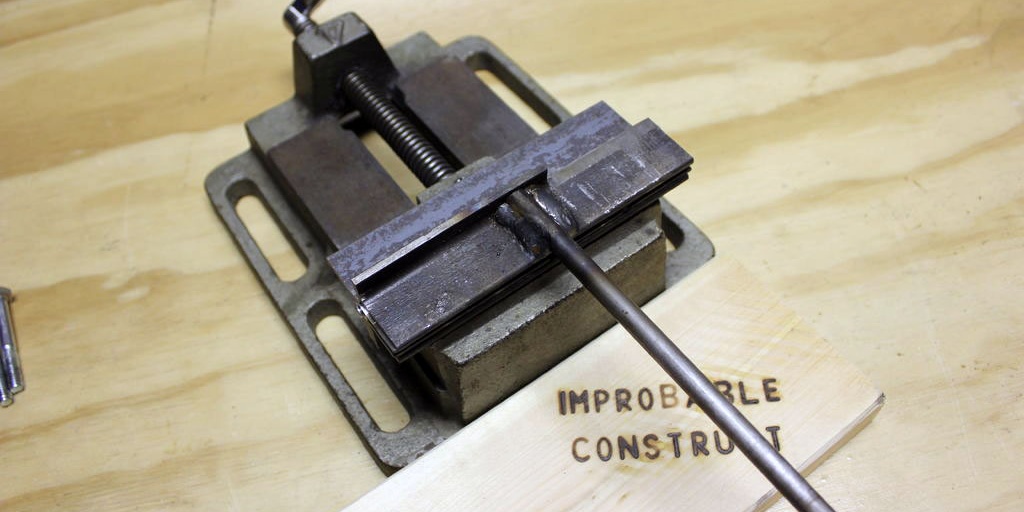
Tinutupi namin ang dalawang 125 mm na anggulo ng bakal na nakababa ang mga istante nito at ikinakapit ang mga ito sa isang bisyo. Inilalagay namin ang pangatlo sa isa sa dalawa, na naka-clamp sa isang bisyo, upang ang panlabas na bahagi ng patayong istante ay tumutugma sa linya ng koneksyon ng dalawang mas mababang sulok, at i-compress namin ang mga ito ng mga clamp.

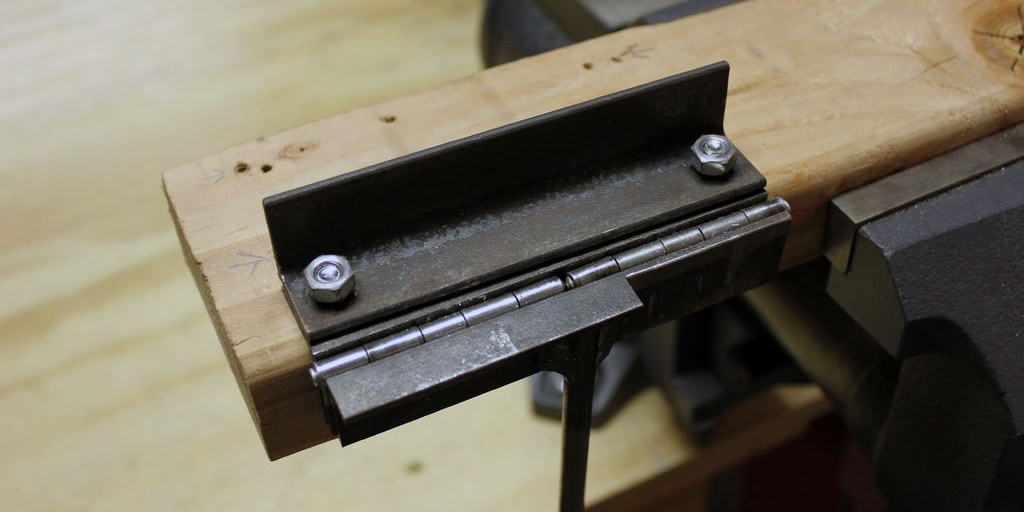
Inilalagay namin ang mga hinged loop sa panloob na sulok na nabuo ng tatlong elemento. Mahigpit naming pinindot ang mga ito sa mga istante at hinangin ang mga ito sa metal sa pamamagitan ng mga butas para sa mga tornilyo. Tinitiyak namin na ang mga bisagra ay nakatiklop at malayang nagbubukas.

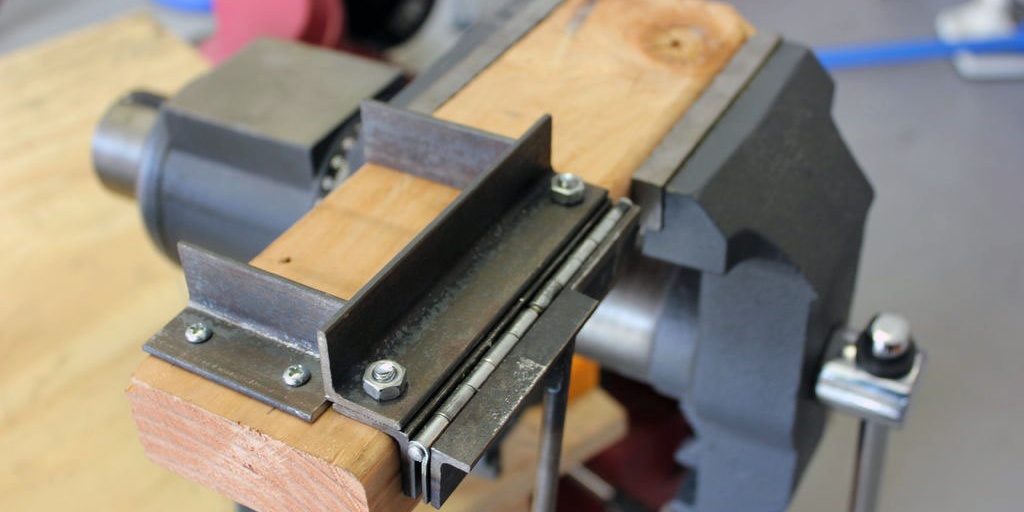
Muli naming tiniklop ang mga bisagra at pinahiga ang isang baras na bakal sa gitna laban sa patayong istante at hinangin ito sa pahalang na istante mula sa labas.

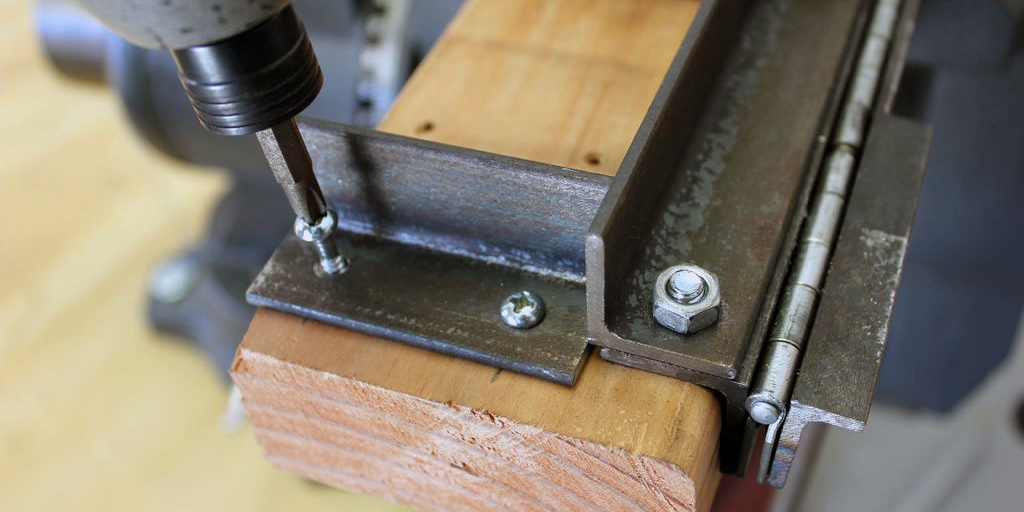
Sa istante ng sulok na walang hawakan, mag-drill sa gitna, 12 mm mula sa mga dulo, isang butas na may diameter na 6.5 mm. Inilalagay namin ang elementong ito sa paayon na sulok ng kahoy na beam na mas malapit sa isang dulo upang ang istante na may mga butas ay nasa itaas. Gamit ang sulok na ito bilang isang template, nag-drill kami ng dalawa sa mga butas sa beam, na naka-clamp sa kabilang dulo sa isang vice.

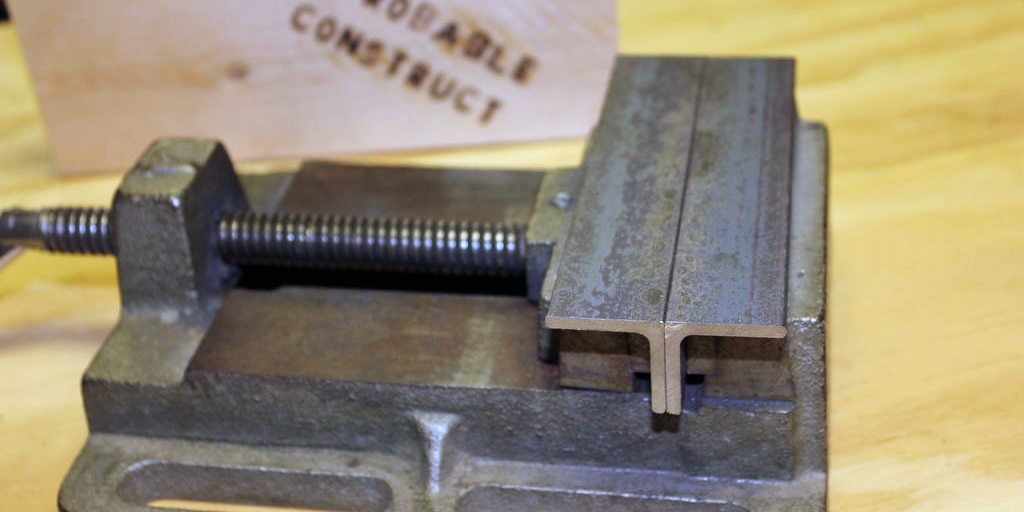
Sa ikatlong sulok, gamit ang parehong drill, gumawa din kami ng dalawang butas sa parehong distansya mula sa bawat isa tulad ng sa pangalawang sulok. Ito ay ikakabit dito upang ang anggulo nito ay idirekta palayo sa mga bisagra. Ngunit inililipat namin ang mga sentro ng mga butas sa ikatlong sulok sa gilid ng pahalang na istante sa pamamagitan ng kapal ng materyal para sa baluktot.

Sa aming kaso, ang halaga ng displacement ay dapat na 1.6 mm.
Sa dalawang maikling blangko ng sulok, nag-drill kami ng mga butas na may diameter na 3.5 mm sa mga gilid at i-screw ang mga ito sa isang kahoy na beam upang sila ay magpahinga laban sa longitudinally fixed na malaking sulok at gumawa ng 90 degrees dito.


Ang aming makina ay handa na para sa trabaho.
Pagsubok sa makina
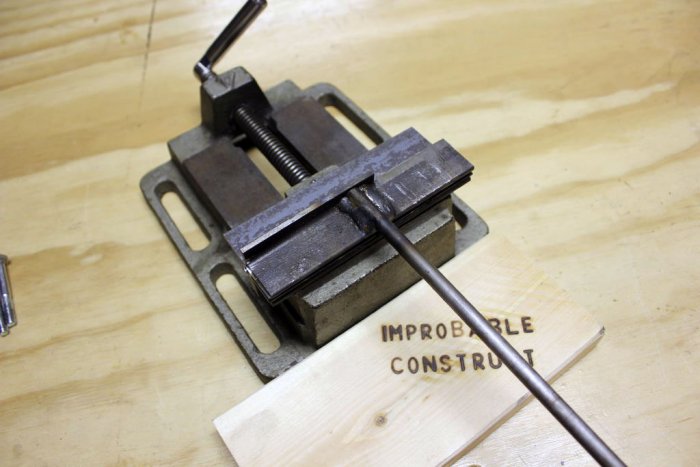
Niluluwagan namin ang mga mani na nagse-secure sa mga sulok at nagpasok ng isang strip ng metal sa puwang na nabuo sa pagitan nila, na kailangang baluktot. Upang gawing pantay ang liko, pindutin ang strip sa sulok ng gabay.

Pagkatapos nito, higpitan ang mga nuts, iwasan ang sobrang higpit ng dulong nut at skewing ang clamping angle. Ang agwat sa pagitan ng mga sulok ay dapat na pareho sa kanilang buong haba.
Itinaas namin ang hawakan, na nakabitin pa rin nang patayo pababa, sa isang pahalang na posisyon. Sa proseso ng paglipat nito mula sa unang posisyon hanggang sa pangalawa, ang metal ay yumuko.
Maluwag ang mga mani at bitawan ang materyal na baluktot. Pagkatapos nito, aalisin namin ito mula sa makina kung nakumpleto ang baluktot, o ililipat namin ito sa ibang posisyon at ipagpatuloy ang mga operasyon ng baluktot.

Orihinal na artikulo sa Ingles
Mga katulad na master class

Gawang bahay na manu-manong makina para sa baluktot na mga link ng chain

Paano tumpak na mag-drill ng isang butas sa gilid sa isang bilog na workpiece

Workshop band saw

Paano gumawa ng bisyo ng makina gamit ang iyong sariling mga kamay

Paano gumawa ng isang sheet bender mula sa isang sulok at mga bisagra ng pinto

Paano gumawa ng hydraulic press mula sa isang bottle jack
Lalo na kawili-wili






Mga komento (0)
