Device para sa autonomous welding ng profile pipe joints

Ang mga baguhan na welder ay may kaunting karanasan, kaya ang mga tahi sa mga istrukturang hinangin ay hindi mapagkakatiwalaan at hindi magandang tingnan. Sa una, habang ang kinakailangang antas ng kasanayan ay hindi pa nakakamit, maaari kang gumamit ng mga espesyal na konduktor. Tingnan natin kung paano gumawa ng isa sa mga ito, na idinisenyo para sa welding profile pipe.
Mga materyales:
- Steel strip na may cross section na 4-6 mm;
- mahabang M10 bolts na may mga mani - 2 mga PC.
- M12-M14 bolt na may nut.
Proseso ng paggawa ng welding jig
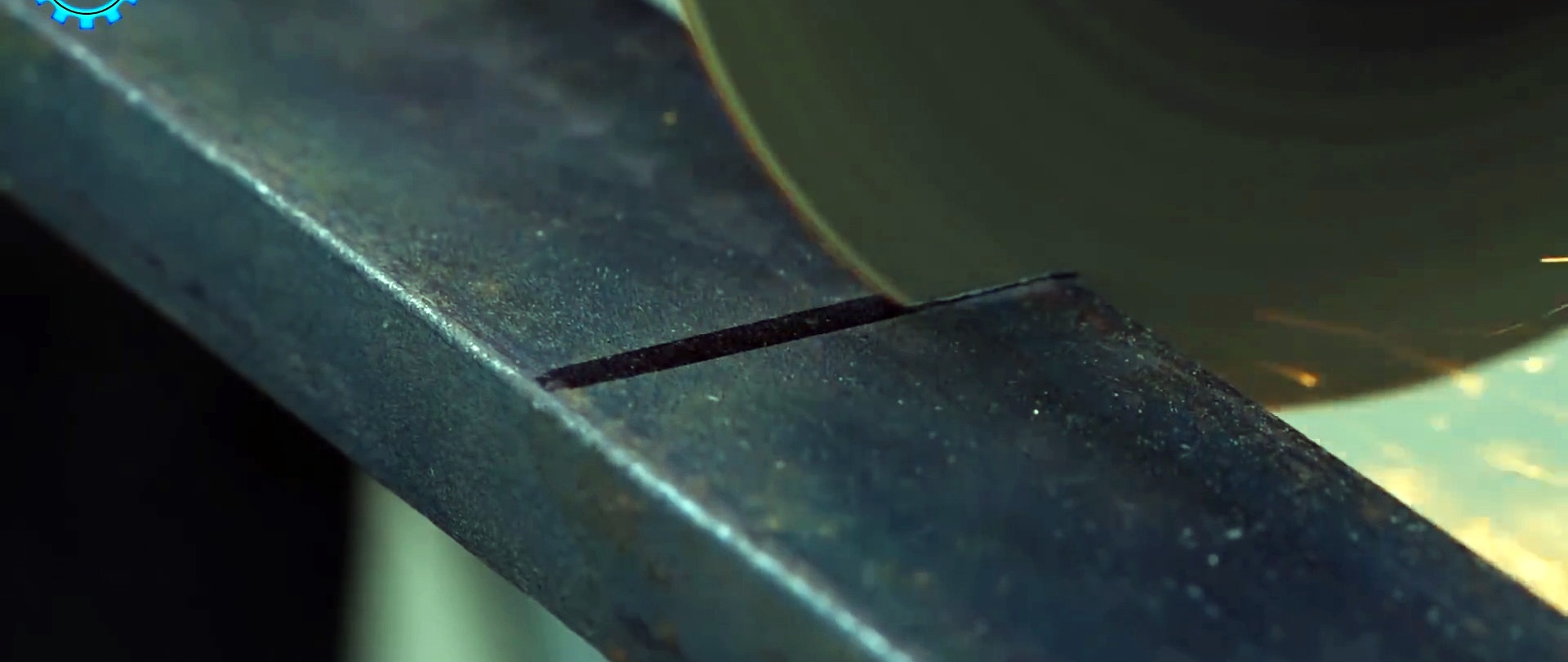
Ang isang piraso na 10-15 cm ang haba ay pinutol mula sa bakal na strip.
Mula sa mga dulo, ang M10 nuts ay maingat na hinangin dito. Ang mga ito ay nakaposisyon at hinangin upang hindi makapinsala sa thread, at ang mga bolts na screwed sa kanila ay may isang parallel na direksyon na may kaugnayan sa strip.


Ang mga gilid ng isang M12 o M14 bolt na may screwed-on nut ay hinangin sa gilid ng strip.

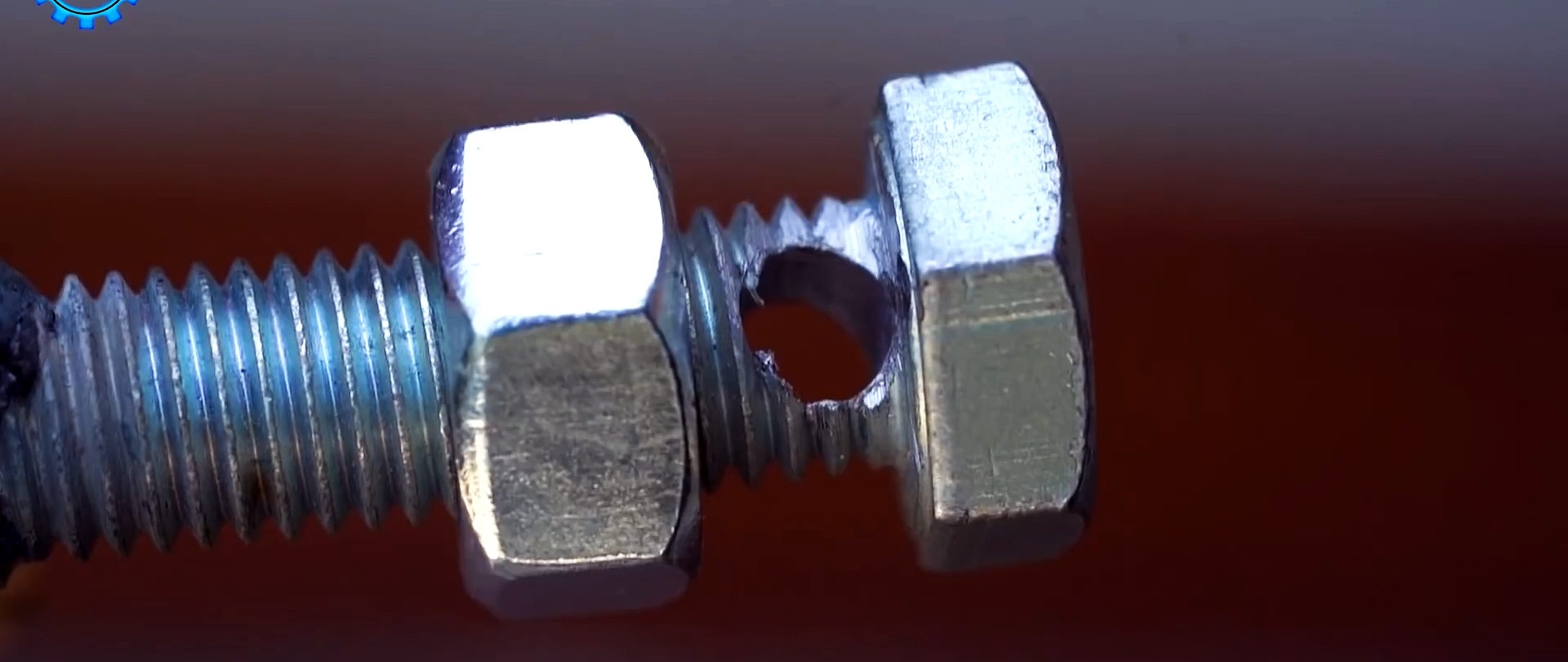
Kailangan itong i-drill sa harap ng ulo. Ang direksyon ng pagbabarena ay hindi dapat maging parallel sa strip, ngunit sa isang bahagyang pababang anggulo patungo sa mga welded nuts. Ang diameter ng butas ay ginawa upang ang welding electrode ay magkasya dito.

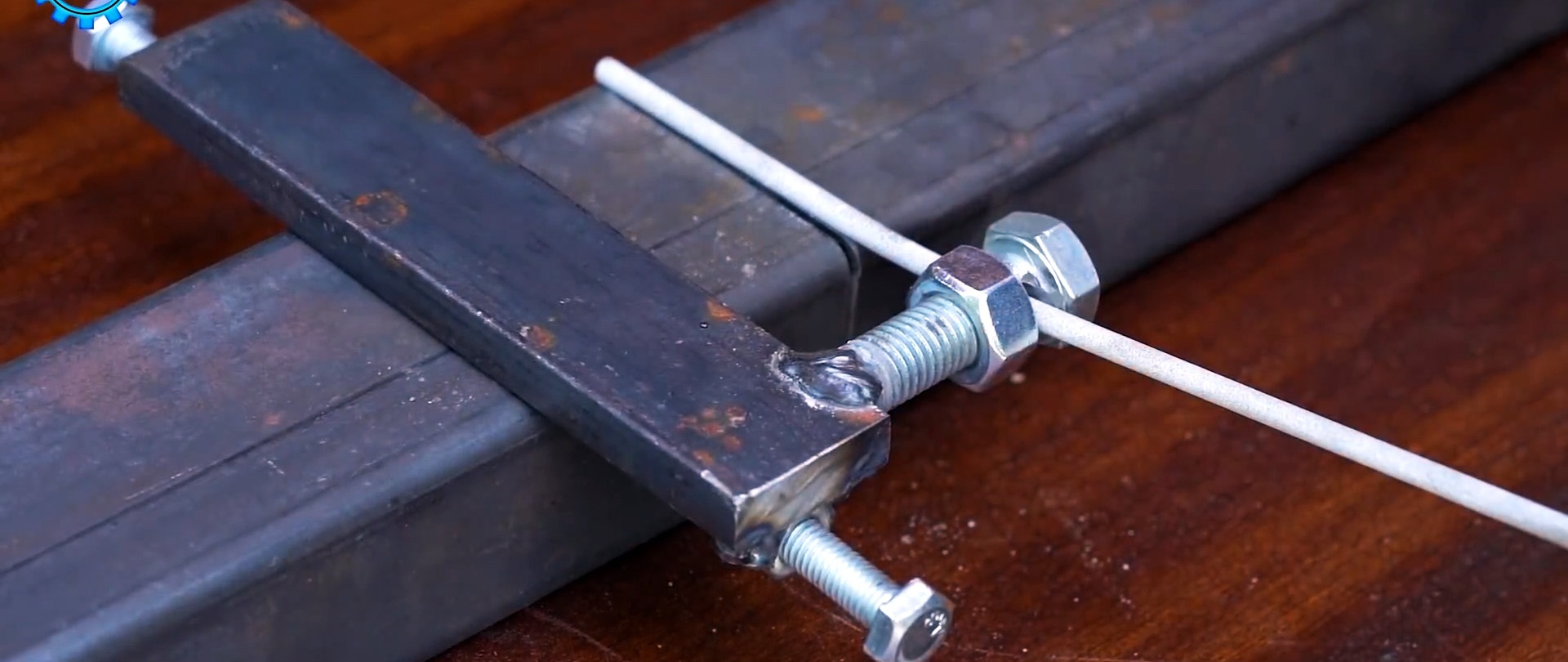
Upang magamit ang jig, kailangan mong i-chamfer ang mga dulo ng mga tubo na welded. Pagkatapos ang mga ito ay inilatag dulo hanggang dulo sa isang patag na ibabaw. Ang konduktor ay naka-clamp mula sa gilid papunta sa isa sa mga tubo upang ang butas sa welded bolt ay matatagpuan sa tapat ng joint.


Ang isang elektrod ay ipinasok sa butas at inilagay sa magkasanib na mga tubo. Pagkatapos ay sinigurado ito ng isang nut. Dahil sa beveled hole, ididikit ito sa mga tubo.

Ngayon ikinonekta namin ang may hawak mula sa welding inverter sa elektrod, at ang lupa sa mga tubo.

Susunod, isinasara namin ang gilid nito sa anumang bagay na metal, at ang elektrod mismo ay magwe-weld sa joint, na nag-iiwan ng pantay na tahi.

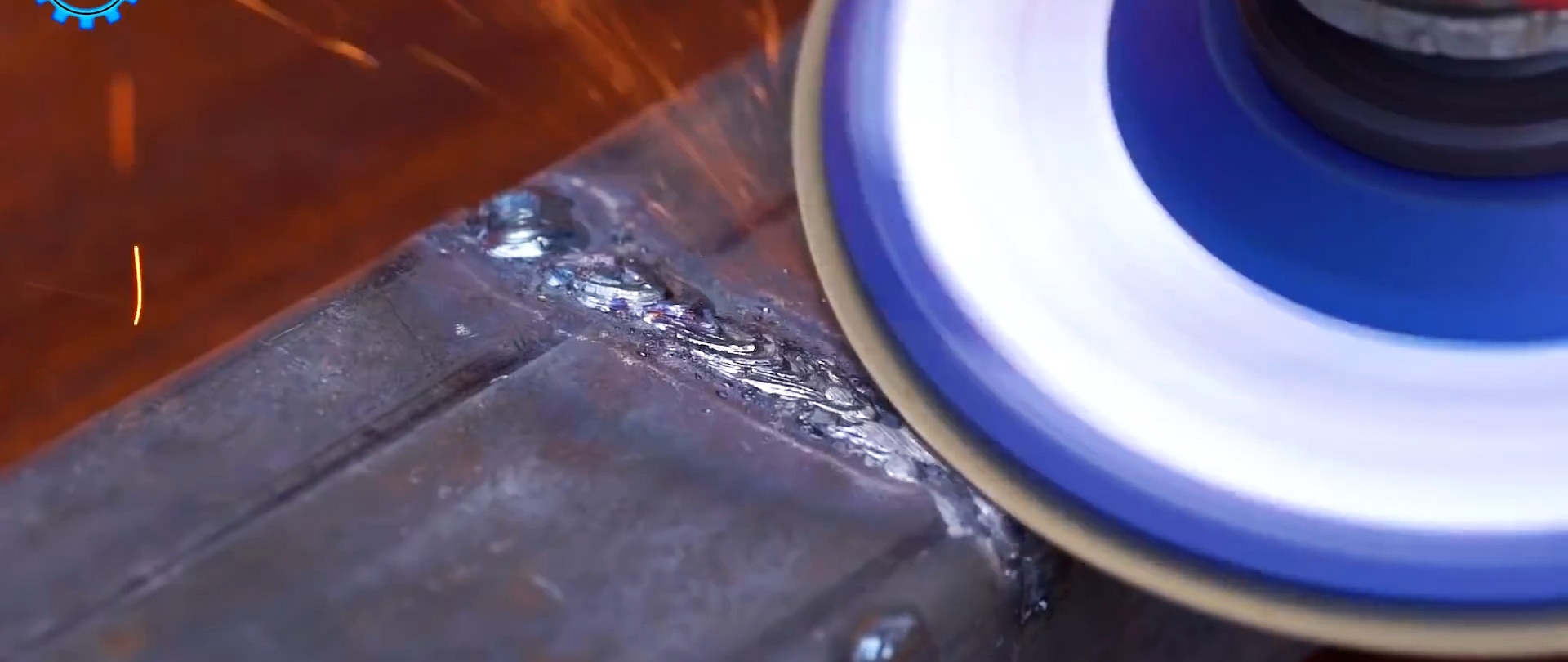
Ang natitira na lang ay alisin ang jig at polish ang mga deposito ng metal at slag. Pagkatapos ay naka-install ang aparato sa kabilang panig ng mga tubo, at ang lahat ay paulit-ulit.
Panoorin ang video
Mga katulad na master class






Lalo na kawili-wili






