Hinang ang isang bilog na tubo sa tamang mga anggulo para sa isang baguhan

Ang mga welding round pipe para sa isang baguhan na baguhan na manghihinang ay maaaring magtaas ng mga katanungan, lalo na tungkol sa pagmamarka ng isang hubog na ibabaw. Ang bawat isa sa dalawang tubo ay dapat i-cut sa isang anggulo na kalahati ng anggulo ng koneksyon, iyon ay, para sa isang tamang anggulo - 45 degrees.
Pagmamarka
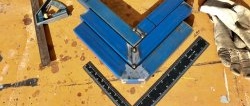
Mayroong maraming mga paraan upang markahan ang isang pipe cut sa isang 45 degree na anggulo. Isaalang-alang natin ang isa sa kanila. Mangangailangan ito ng isang piraso ng papel o tela na may haba na katumbas ng circumference ng pipe.

Ang isang marka ay unang ginawa sa gitna nito. I-wrap namin ang papel sa paligid ng pipe at gumawa ng mga marka ng tisa sa pipe sa gitna at sa kantong ng mga dulo sa magkabilang panig ng sheet, at gumuhit ng isang linya sa pamamagitan ng mga resultang marka. Ang resulta ay dalawang linya na matatagpuan eksakto sa magkabilang dulo ng pipe circumference.

Ang susunod na hakbang ay markahan ang isa sa mga linya sa layo na katumbas ng lapad ng tubo. Ang kinakailangang distansya ay maaaring makuha sa pamamagitan ng pagsukat nito sa anumang tuwid na bagay o sa pamamagitan ng paglakip ng pangalawang piraso ng tubo. Ang resultang marka ay konektado sa simula ng linya sa kabilang panig sa magkabilang direksyon.

Ang parehong piraso ng papel o tela ay ginagamit bilang gabay. Ang parehong mga manipulasyon ay ginaganap sa pangalawang piraso ng tubo.Ang resultang anggulo sa junction ng mga linya ay bilugan.

Paghiwa
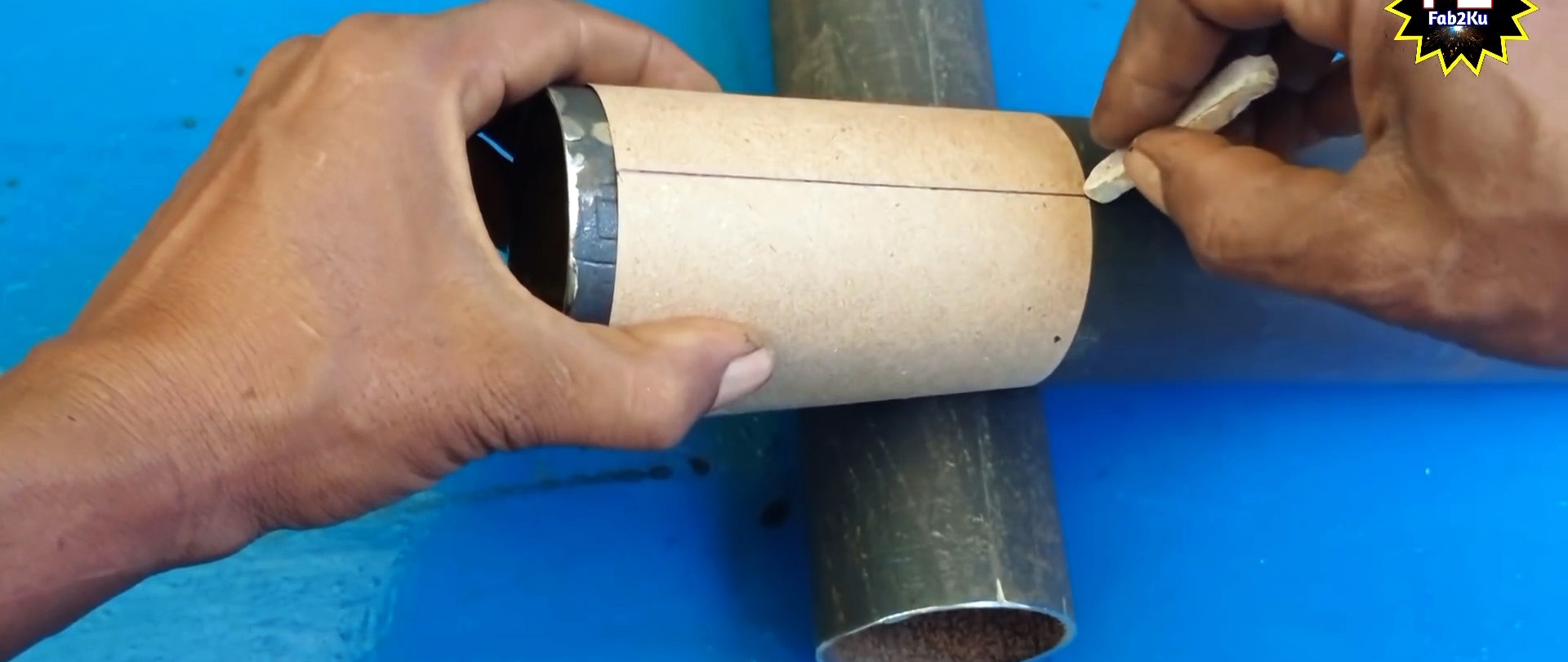
Matapos makumpleto ang pagmamarka, maaari mong simulan ang pagputol. Isinasagawa ito kasama ang nilalayon na linya gamit ang isang gilingan ng anggulo. Sa kaso na isinasaalang-alang, ang tubo ay may maliit na kapal, kaya ang karagdagang pagputol ng mga gilid ay hindi kinakailangan - ito ay kinakailangan kapag ang kapal ng pader ay higit sa 5 mm, kaya pagkatapos ng pagputol ay sapat na upang linisin lamang ang ibabaw upang maproseso. para sa hinang.

Hinang
Ang mga tubo na konektado ay konektado at naayos gamit ang isang welding magnet. Pagkatapos iposisyon ang mga ito, nagsasagawa kami ng tack welding sa dalawang magkabilang panig para sa paunang pag-aayos at upang mabawasan ang pagpapapangit ng metal sa panahon ng hinang.

Maaaring alisin ang magnet pagkatapos ng hakbang na ito - hindi na ito kinakailangan. Ang mga tubo na naayos na may mga tack welds ay hinangin sa buong haba ng koneksyon. Ang natitira lamang ay iproseso ang tahi pagkatapos ng hinang - talunin ang slag at linisin ito gamit ang isang gilingan ng anggulo. Ang tahi ay sinuri para sa higpit, at ang nagresultang anggulo ng istraktura ay sinuri para sa geometric na pagsunod gamit ang isang parisukat.

Panoorin ang video
Katulad na mga master class