Paano gumawa ng isang napakahusay na kalan mula sa isang silindro ng gas
Ang solid fuel stove na may mabilis na pag-init, mataas na init na output at kahusayan ay hindi mawawala sa lugar sa isang garahe o iba pang mga utility room sa panahon ng malamig na panahon. Maaari itong gawin ng sinumang nasa hustong gulang na may mga pangunahing kasanayan sa paggawa ng metal mula sa isang hindi nagagamit na silindro ng gas at mga scrap ng metal.

Kakailanganin
Mga materyales:
- silindro ng gas 50 litro;
- welded na bisagra;
- mga labi ng steel sheet, strip at anggulo;
- open-end wrench 13 hanggang 17;
- nut, washer at bolt 17;
- sinulid na pamalo;
- mga tubo na may mga damper na may diameter na 80 at 125 mm;
- asbestos cord, atbp.
Mga tool: gilingan, pagmamarka ng mga accessory, welding machine, vice, drill, martilyo, atbp.
Ang proseso ng paggawa ng convection oven para sa isang garahe mula sa isang 50 litro na silindro ng gas
Inalis namin ang balbula at pinupuno ang bote ng tubig para sa kaligtasan. Nang matiyak na mayroong kumpletong kawalan ng gas sa silindro, nagpapatuloy kami sa pagputol sa ilalim.

Upang maiwasan ang mga problema sa paglaon sa pagsentro sa nakahiwalay na ibaba at katawan, hinangin namin ang mga bisagra. Matapos makumpleto ang ilalim na seksyon at tiyakin na ang mga bisagra ay tumpak na hinangin, pinapalakas namin ang kanilang koneksyon sa tulong ng mga plato.

Hinangin namin ang isang piraso ng anggulo na 25 × 25 × 45 mm sa ibaba sa isang punto na diametrically kabaligtaran sa loop. Kasunod nito, hinangin namin ang isang 17mm bolt dito sa longitudinal na direksyon.

Mula sa isang 13 hanggang 17 na open-end na wrench, pinutol namin ang isang 13-point na panga at sa lugar nito ay hinangin namin ang isang sinulid na baras. Ilagay ang nut sa lalamunan sa 17 at hinangin ito. Nag-drill kami ng isang butas sa hawakan na mas malapit sa baras, at gumawa ng isang puwang sa labas ng panga sa 17.
Mataas na kalidad at matibay na mga drill sa AliExpress na may diskwento - http://alii.pub/5zwmxz

Sa dulo ng diameter na patayo sa diameter na nagkokonekta sa loop na may anggulo at bolt, pinutol namin ang isang butas at hinangin dito ang isang tubo na may diameter na 80 mm at isang haba ng 100 mm na may adjustable flap.



Hinangin namin ang isang sulok mula sa loob sa buong butas.

I-fasten namin ang ibaba sa pamamagitan ng isang welded loop sa katawan at hinangin ang isang steel strip sa dulo ng ibaba kasama ang circumference upang masakop ang annular gap sa pagitan ng katawan at sa ilalim.

Naglalagay kami ng susi at isang washer sa bolt at higpitan ang nut. Inilalagay namin ang susi sa kahabaan ng generatrix ng katawan at, sa ilalim ng slot sa key jaw, patayo na hinangin ang isang steel plate na umaangkop sa slot na ito.
Mga pangmatagalang disc para sa mga angle grinder sa AliExpress na may diskwento - http://alii.pub/61bjly

Mula sa takip ng silindro ay pinutol namin ang isang flange na may sinulid na butas para sa pag-screwing sa balbula, at ipasok ang isang bakal na "nickel" sa butas at hinangin ito doon.
Ang paglalagay ng katawan ng silindro sa sahig upang ang tubo sa ibaba ay nakadirekta pababa, pinutol namin ang isang butas sa katawan malapit sa takip ng silindro. Nagpasok kami ng isang tubo na may adjustable na damper na may diameter na 125 mm sa butas at hinangin ito sa katawan.

Sa ilalim na bahagi mula sa loob, medyo mas malalim, hinangin namin ang isang makitid na bahagi ng sheet metal sa itaas.

Sa anim na blangko na gawa sa hugis-parihaba na mga tubo ng profile na 4x8x80 cm, sa gitnang bahagi ay gumagawa kami ng 36 na nakahalang mga puwang na may isang gilingan, na sumasakop sa tatlong panig.Pagkatapos ay ibaluktot namin ang mga ito gamit ang hindi pinutol na gilid.

Hinangin namin ang mga hugis-parihaba na tubo na may hubog na bahagi sa katawan ng silindro nang patayo, na alternating ang direksyon ng mga dulo sa kabaligtaran.

Sa mga dulo ng mga hugis-parihaba na tubo na nakahiga sa tapat ng tubo na may diameter na 125 mm, hinangin namin ang mga seksyon ng mga hugis-parihaba na tubo 5 × 3 × 65 cm, na nakadirekta parallel sa mga generator ng katawan ng silindro.

Pinintura namin ang istraktura, at ang mga convection pipe na may pintura na lumalaban sa init na makatiis sa temperatura hanggang 600 degrees Celsius.

Naglalagay kami ng isang rehas na bakal sa loob ng silindro sa mga pre-welded na suporta, nag-install ng tsimenea at tinatakan ang joint gamit ang asbestos cord.
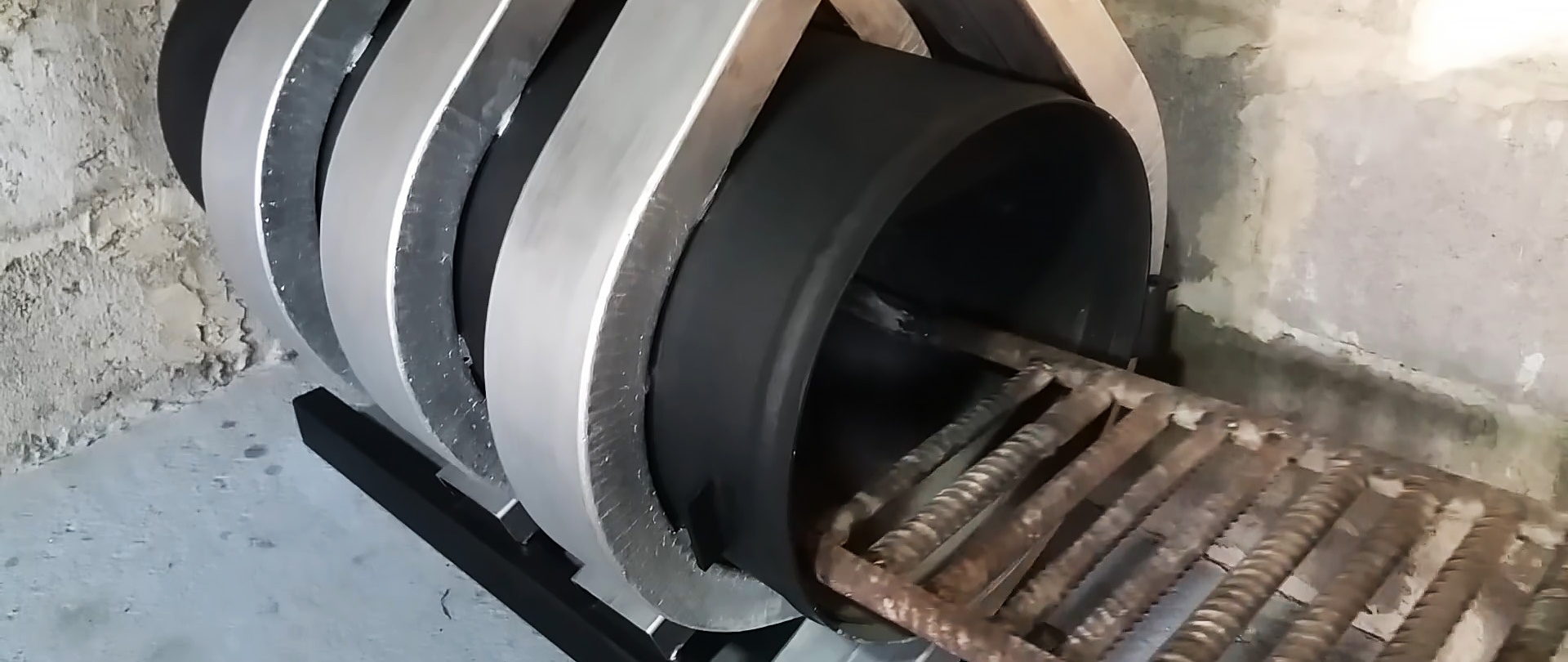
Nagdaragdag kami ng pagsisindi, sinindihan ang apoy at pagkatapos ay nagdaragdag ng mga log.

Kasabay ng pag-init ng firebox ng pugon, ang malamig na hangin ay nagsisimulang sumipsip sa mga convective pipe mula sa ibaba at iniiwan ang mga ito sa isang mataas na temperatura.

Panoorin ang video
Katulad na mga master class












