Bir cıvata şifreli kilide nasıl dönüştürülür?
Bazı el sanatları sadece amaçları açısından değil aynı zamanda özgün teknik tasarımları açısından da ilgi çekicidir. Bunlar elbette şifreli kilit içerir.

Üretimi zaman, büyük çaba, aşırı özen ve aşağıdaki malzemeleri gerektirir:

Onsuz yapamayacağımız ekipmanlar:
Çalışma üç aşamadan oluşuyor: parça ve montajların üretimi, sayılardan oluşan bir kod kombinasyonunun montajı ve kurulumu.
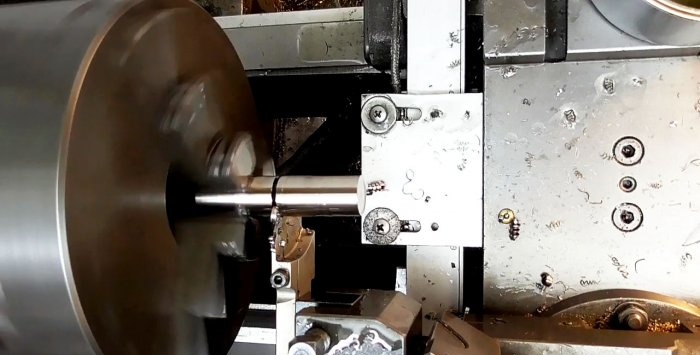
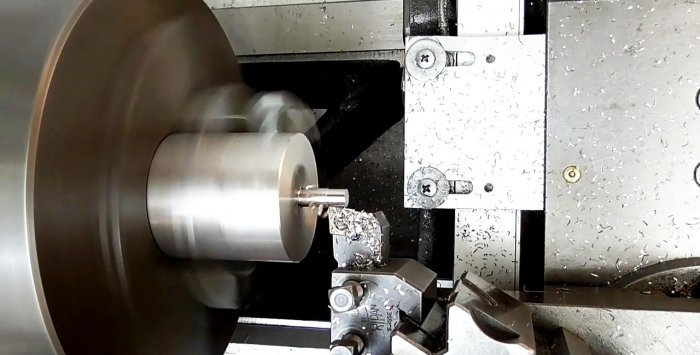
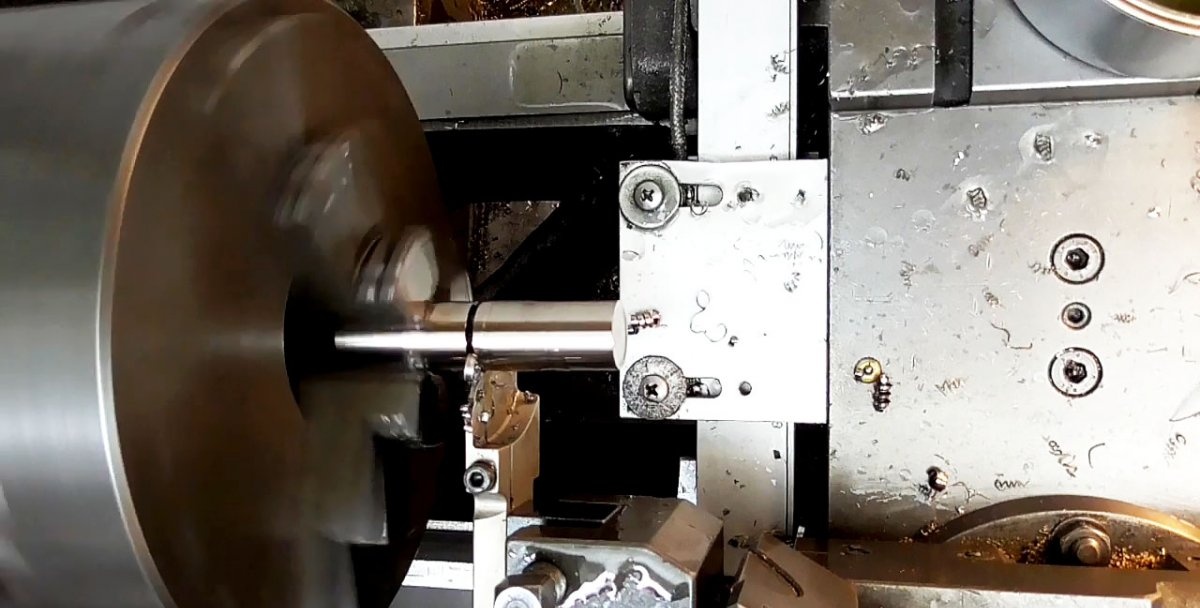
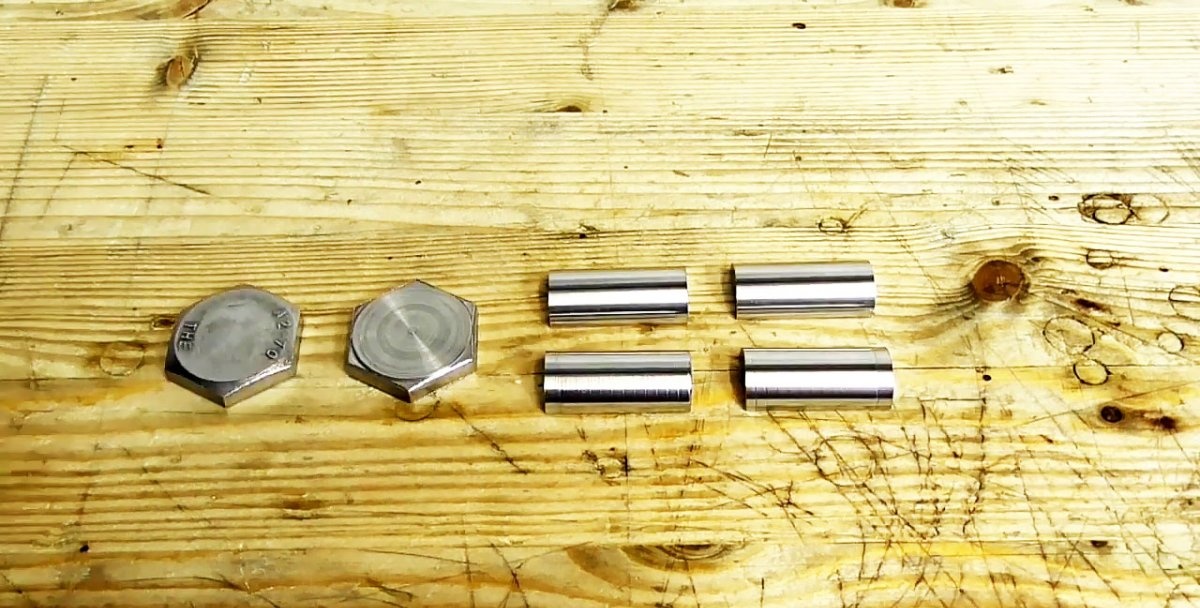
Tornada cıvata kafasını ikiye bölüyoruz ve çubuğu diş profilinin derinliğine kadar taşlıyoruz.

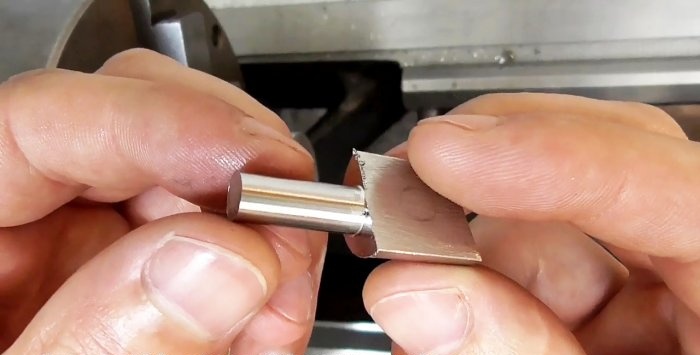
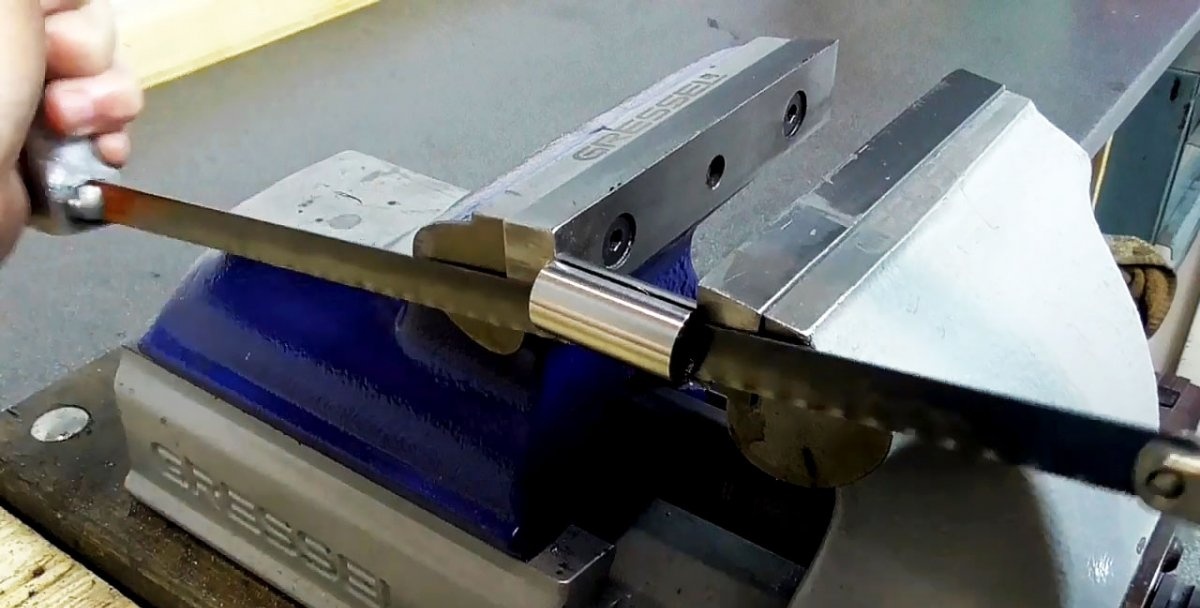
Çubuğun bir kısmını bir mengeneye sıkıştırıyoruz ve metal bir testere ile iki uzunlamasına yarıya ayırıyoruz.


Altıgen plakalardan birinin üzerine, bir şablon ve bir işaretleyici kullanarak kilidin yan kaplamasının ana hatlarını çizin.

Yapıştırılmış altıgenleri, kilidin yan kaplamasının işaretli konturu boyunca bir öğütücü üzerinde taşlıyoruz ve uçlarında delikler açıyoruz.


Sadece öğütücü üzerindeki kilidin yan pedlerinin dış hatlarını çizmek için kullanılan yuvarlak şablonların "bacaklarını" deliklere yerleştiriyoruz.

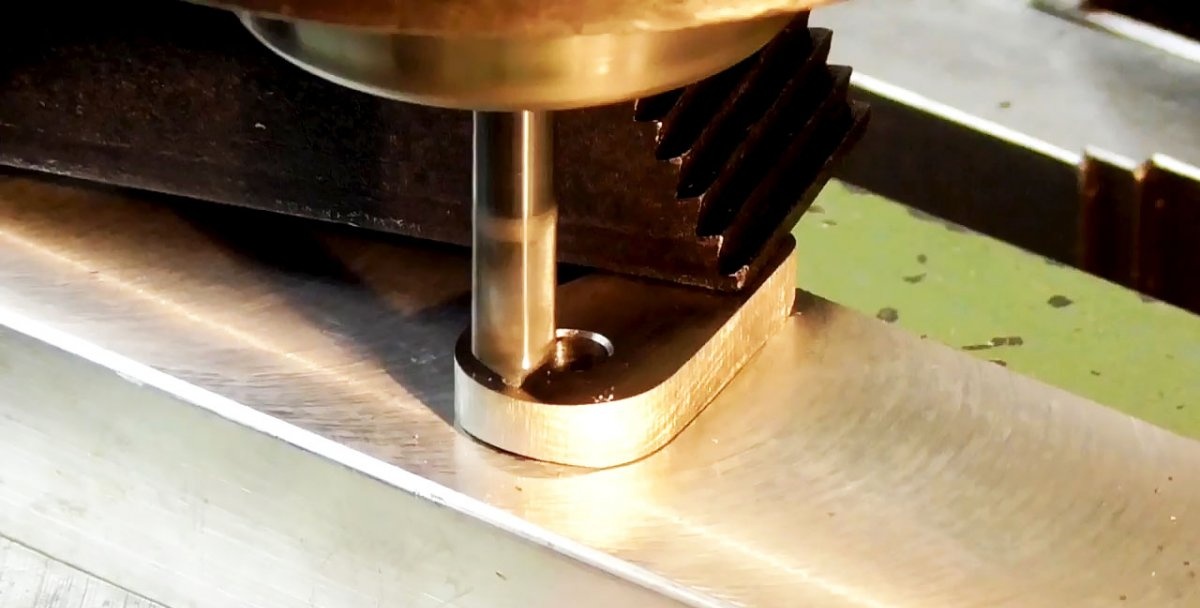
Bir delme makinesinde, bir matkap ve bir parmak freze kullanarak, yan plakalardaki deliklerin son profilini oluşturuyoruz. Büyük deliğin çevresinde, bir parmak freze kullanarak bir daire içinde eşit şekilde 9 girinti yapıyoruz.

Yumuşak bir tekerlek kullanarak kilidin yan kaplamalarının tüm yüzeylerini parlatın.


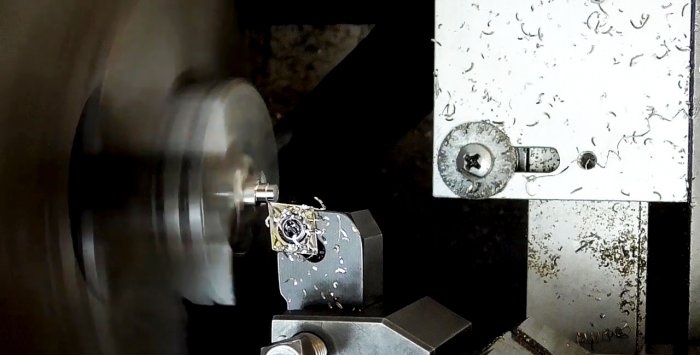
Özel bir kelepçe kullanarak 4 yarım silindirden yuvarlak bir çubuğu bir torna tezgahında iş parçasının ortasına kadar keskinleştiriyoruz.



İlk pim montaj tarafındaki tekerlekler içindir. Bir tarafında delik için bir yuva, diğer tarafında ise tespit halkası için halka şeklinde bir oyuk ve kör bir delik bulunur.


Bir freze kullanarak, kör deliğin tüm uzunluğu boyunca uzunlamasına bir oluk açıyoruz.




Sabitleme tarafındaki ikinci pim, kilidin yan plakasında bir delik için bir oturma yeri ve kör uzunlamasına bir delik bulunan sağlam yuvarlak bir çubuğa benziyor.






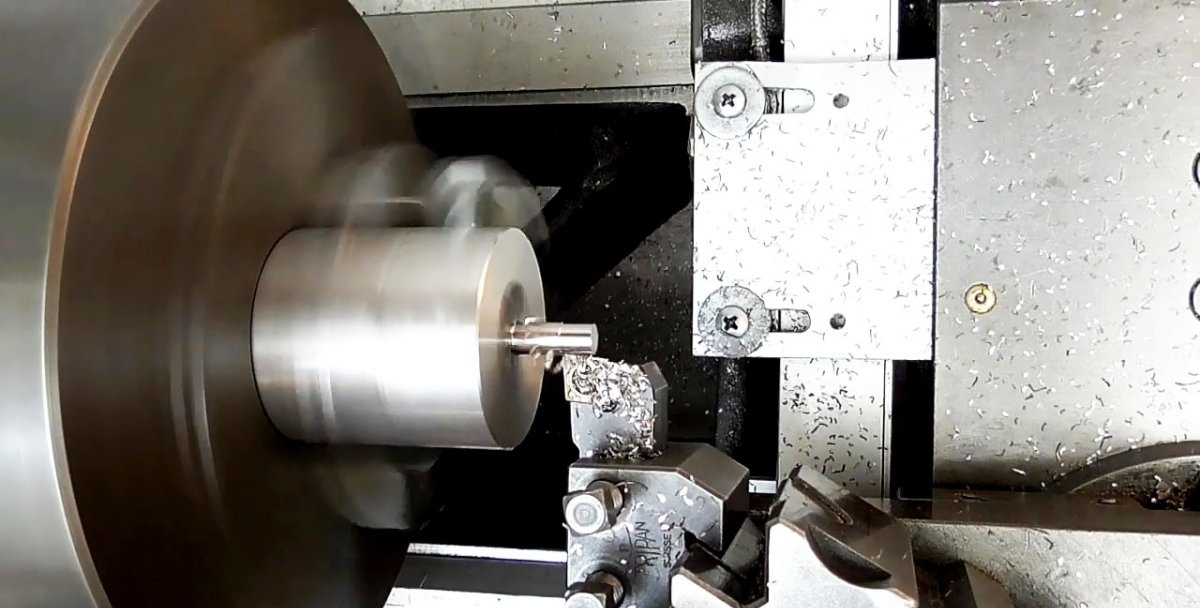
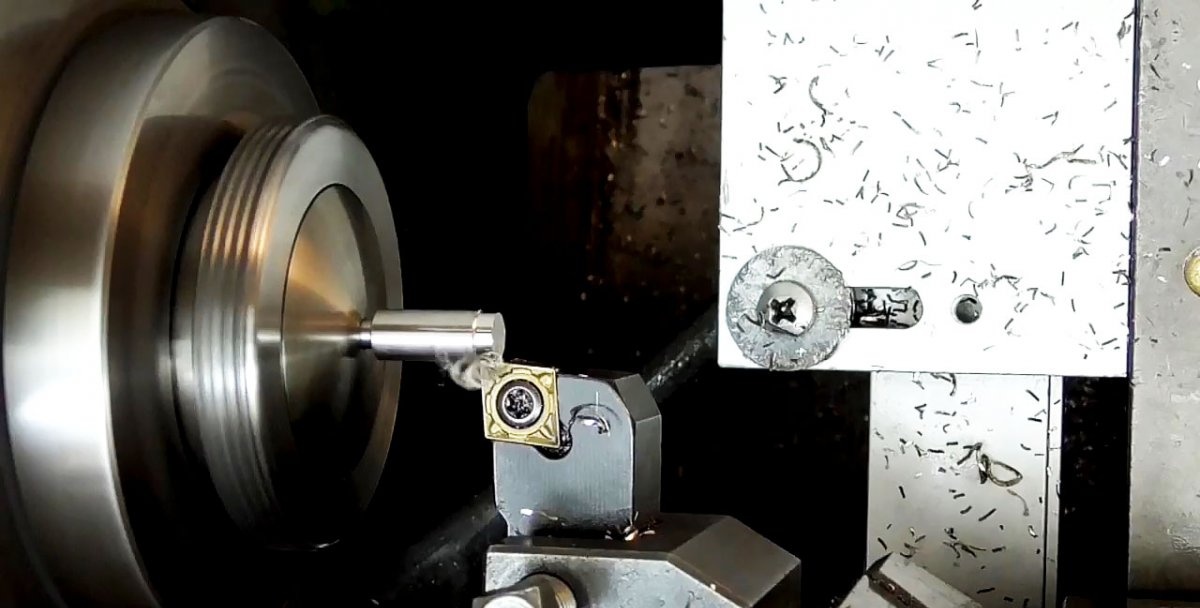
Hareketli taraftaki üçüncü anahtar pimi de katı silindirin altına işlenmiştir. Daha sonra silindirin eksenini kartuşun dönme ekseninden uzağa kaydırmak için bir tarafı bir contayla kartuşa sıkıştırılır. Sonuç olarak, bir kesici ile işlendiğinde, merkezi pimin merkezi ile çakışmayan, daha küçük çaplı yuvarlak bir zıvana oluşur.


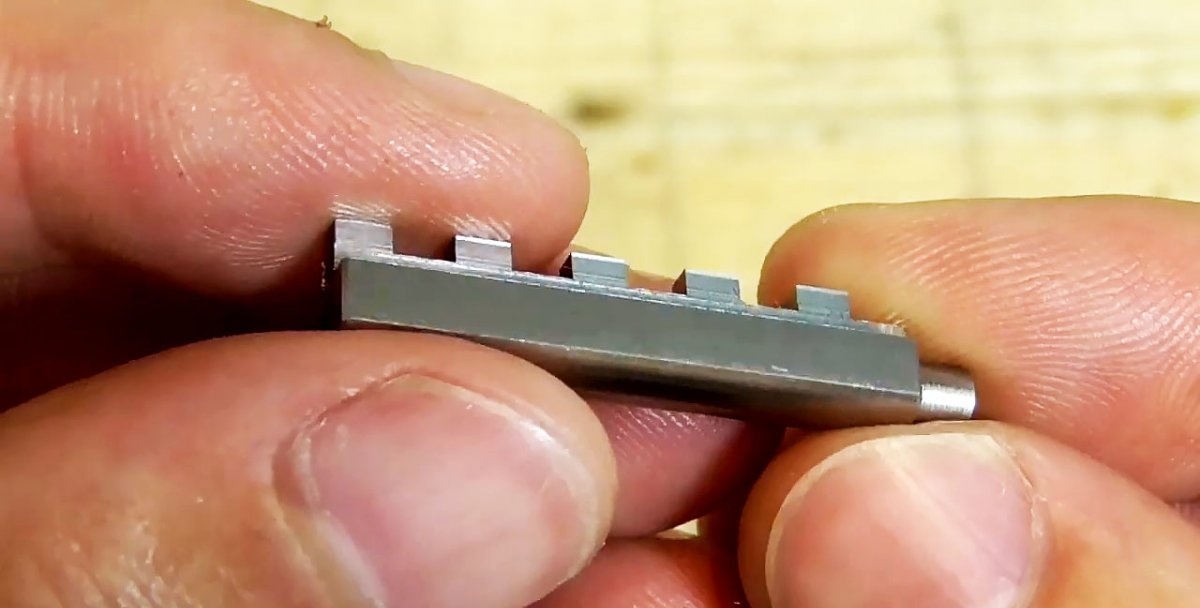
Daha sonra frezeleyerek ofset zıvanasının her iki yanında iki raf oluşturuyoruz. Sonuç, dairesel yaylarla birbirine bağlanan iki yüze sahip bir çubuktur.

Aynı kesiciyi kullanarak, simetrik işlemeyi kullanarak çubuğun büyük tarafındaki kesitini azaltıyoruz.

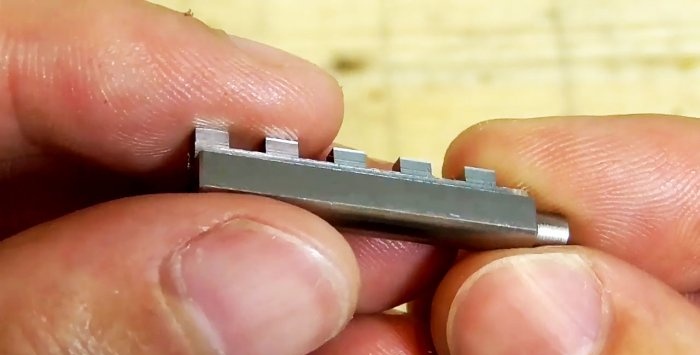
Bir parmak freze kullanarak 5 adet dikdörtgen ve eşit oluk açıyoruz. Sonuçta 5 eşit çıkıntı da oluşuyor.
Eğeler, iğne eğeleri ve zımpara kağıdı kullanılarak tüm çıkıntılara sahip çubuğa istenilen şekil verilir ve kenarlar ve kaburgalar yuvarlanır. Son olarak bunu ve diğer tüm çubukları yumuşak bir diskle parlatın.



Çubuğu kilidin yan plakasındaki yerine yerleştiriyoruz.
Hareketli tarafta üst şaft işlevini yerine getiren dördüncü pim, kilidin yan plakasındaki deliğin boyutuna göre işlenir ve bir tarafta bir eğe ve yumuşak bir daire kullanılarak yarım küre şeklinde şekillendirilir. . Ayrıca yerine yerleştiriyoruz.



Arka taraftaki tüm pimleri kilidin yan plakalarına kaynaklıyoruz.

Kaynakları bir taşlama makinesinde taşlayıp parlatıyoruz, kenarları bir eğe ile yuvarlıyoruz, zımpara kağıdı ile bitiriyoruz ve yumuşak bir diskle parlatıyoruz.

Bir dizi eğe kullanarak pimin ucunda uzunlamasına bir yarık bulunan bir oluk oluşturuyoruz. Hareketli pinleri sabit pinlerin deliklerine yerleştirmeye çalışıyoruz.


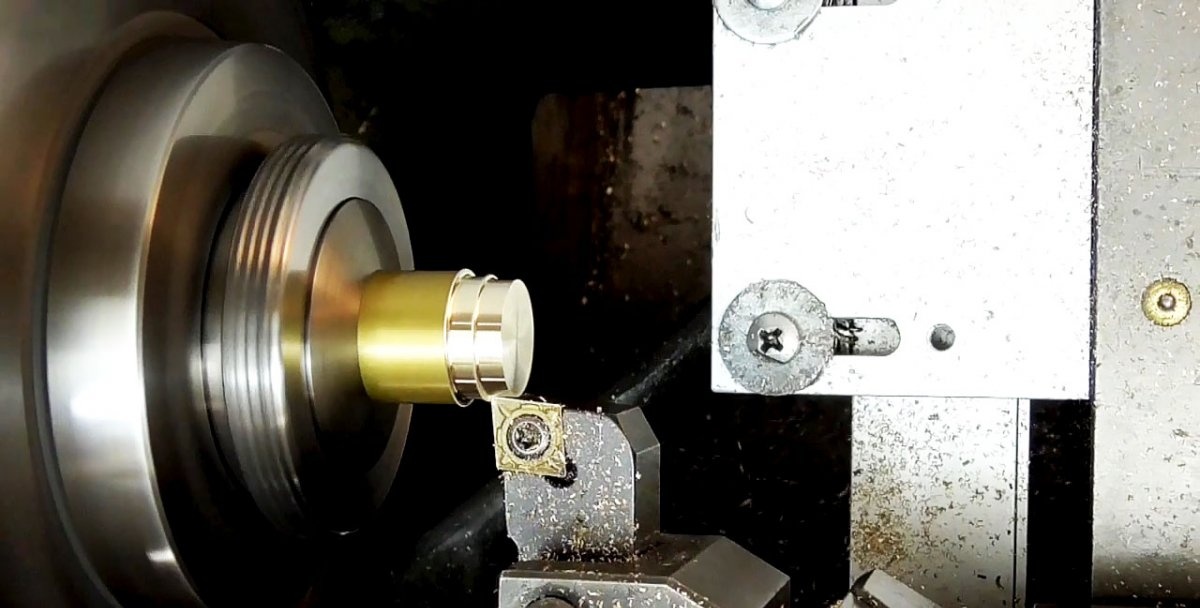
4 adet pirinçten rakamlı tekerlek yapıyoruz. Boyutlarına göre kestikten sonra, boşluklarını bir torna tezgahında kesiyoruz, önce merkezde bir delik açıp bir yandan onu belirli bir derinliğe kadar genişletiyoruz.





Beşinci tekerlek, her iki tarafta biri diğerinden daha derin olan merkezi bir oluğun varlığıyla diğerlerinden farklıdır.
Şekillendirme tekerlekleri üzerine uygulanacak sayı sütunları, silikon kaplı kağıt üzerine ayna görüntüsünde basılmıştır.
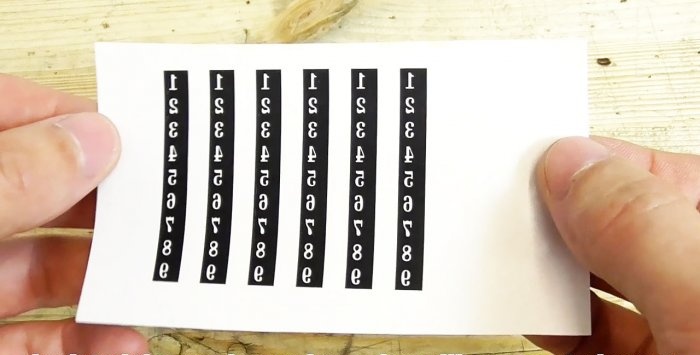
Dikey sayı şeritlerini makasla kesip şekillendirme tekerleklerine yapıştırıyoruz.

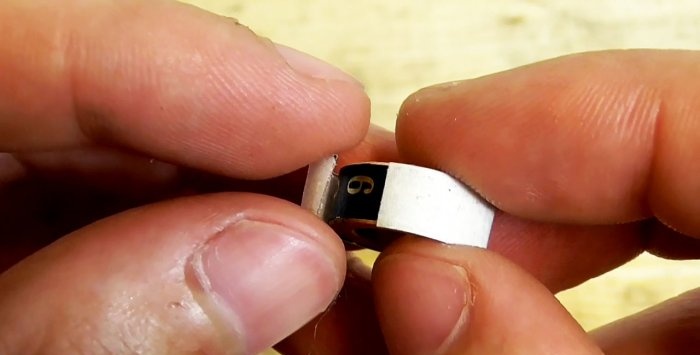
Sayıları şekillendirme tekerleklerinin yüzeyine aktarıp sıcak bir ütünün tabanı boyunca yuvarlıyoruz. Sonuç olarak, kağıt ayrılır ve halkaya sayıların yazılı olduğu bir silikon tabakası yapışır.

Tekerleklerin numaralı olanlar hariç tüm yüzeylerini korumak için oje sürüyoruz.

Tekerlekleri bir tele bağlıyoruz, eğimli bir hendek dibine yerleştiriyoruz ve 45 dakika boyunca aşındırmak için demir klorür çözeltisiyle dolduruyoruz, bu da tekerlekleri çekici ve sayıları kontrastlı hale getiriyor.


Daha sonra tekerlekleri özel bir mandrele bağlarız, bir somunla sıkarız ve torna aynasına sıkıştırırız. Daha sonra tekerlek bloğunu zımpara kağıdı ile işliyoruz ve şekerleme beziyle parlatıyoruz.
Tekerlekleri özel bir tutucuya sıkıştırıyoruz ve büyük bir deliğe çıkana kadar bir kesici ile yarım daire şeklinde bir oluk açmak için bir freze makinesi kullanıyoruz.
Tekerleklerin uçlarında daire şeklinde eşit miktarda 9 girinti yapıyoruz.


Tekerlekleri teker teker mandrel üzerine sabitleyip torna aynasına sıkıştırıyoruz. Ayarlanan tırtılları tekerleğe getirip yağla yağlayıp makineyi açıyoruz. Tekerleğin üzerine dar bir şeritle dairesel bir çentik yuvarlanır.


Çentiğin ucundaki çapakları gidermek için bir kesici kullanın.
Tekerleklerin uçlarında yarım daire şeklindeki oluğun karşısında bir çentik bulunan bir matkapla 0,8 mm'lik kör delikler açıyoruz.

Yine çarkları teker teker mandrel üzerine yerleştirip dijital girintilere siyah boya uygulayarak fazlalıkları düz bir yüzeyle alıp dönen tekerleğe doğru bastırıyoruz ve ardından yumuşak bir bezle yapıyoruz.



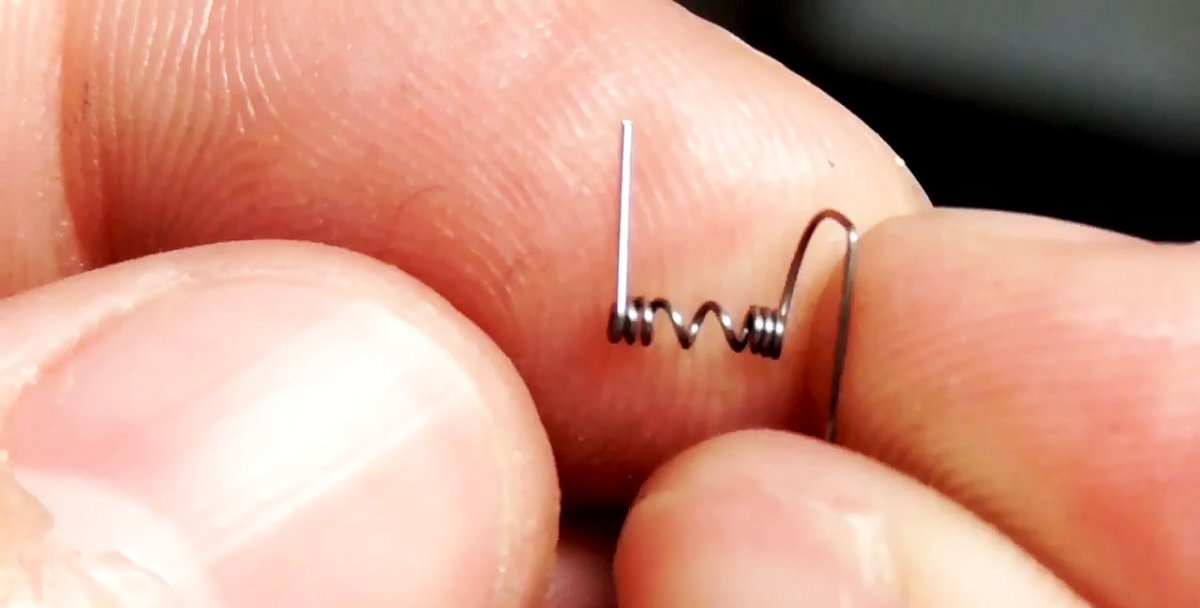
Tornaya monte edilmiş yayları sarmak için özel bir mandrel kullanarak 0,3 mm yay çeliği telden 5 benzer yay yapıyoruz.

Yayları sararken teli mandrel üzerinde tutmak için pense, uçlarını kesmek için ise metal makas kullanıyoruz.
Sayılı tekerlekleri monte etmek için yaylara ek olarak 2 mm'lik 5 çelik bilyeye ihtiyacımız olacak.

Tekerleklerdeki kör deliklere bir yay yerleştirip üstüne bir topla kapatıyoruz.


Daha sonra 5 tekerleğin tamamını yaylar ve bilyalarla üst mile bağlarız.
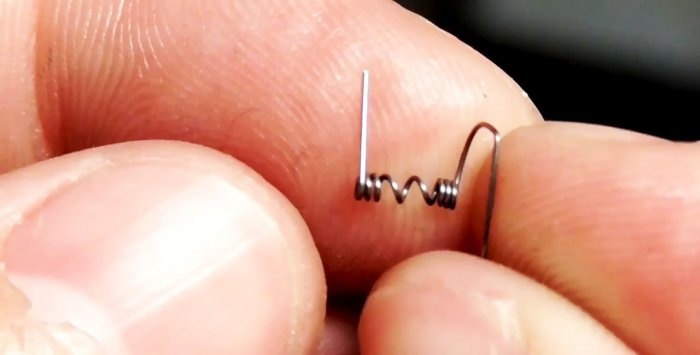
Basit bir mandrel üzerinde, bir mengeneye sıkıştırılmış 0,8 mm yaylı çelik tel kullanarak, pense ve tel kesiciler kullanarak, çubuk üzerinde sayılar bulunan tekerlekleri sıkmak ve tutmak için bir durdurma kilidi yapıyoruz.
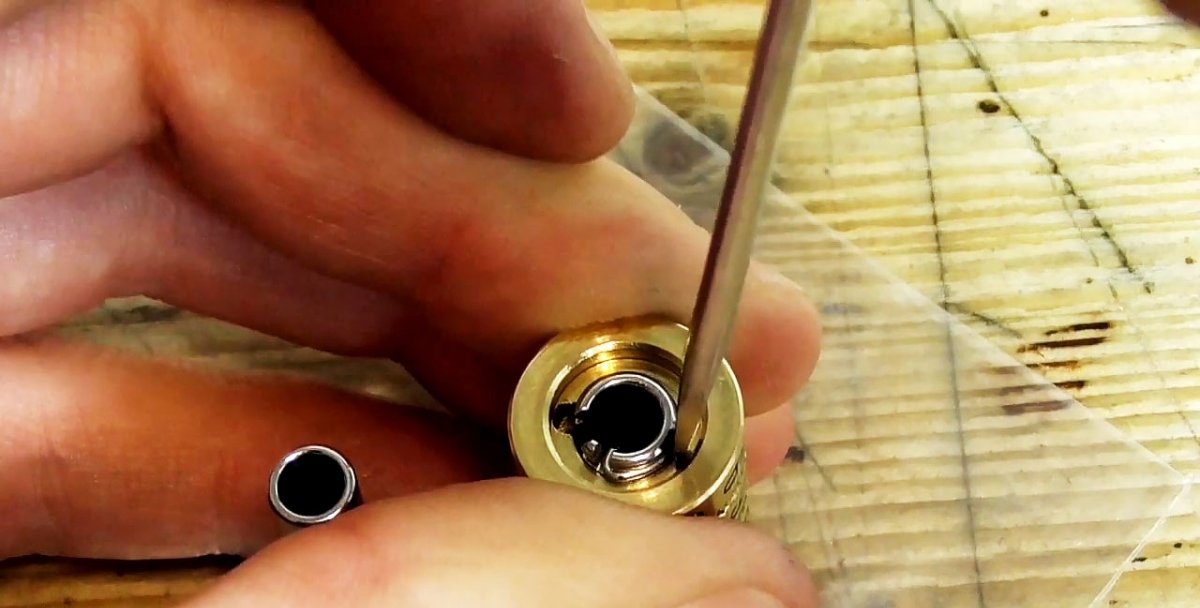
Stoperin bir ucunu cımbızla çubuğun ucundaki oluğa sokup stoperi ortasına bastırıyoruz, ardından ikinci kenar altındaki her şeyi güvenli bir şekilde kaplayıp tutuyor.



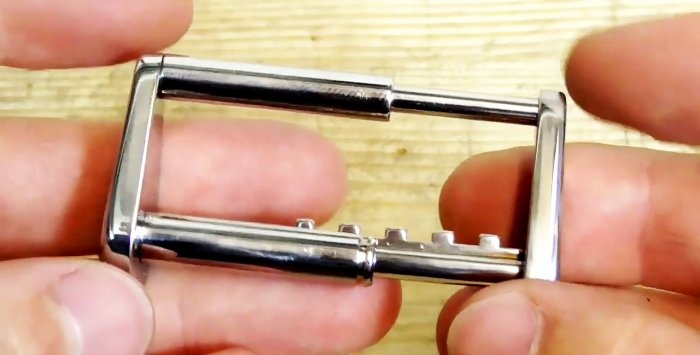
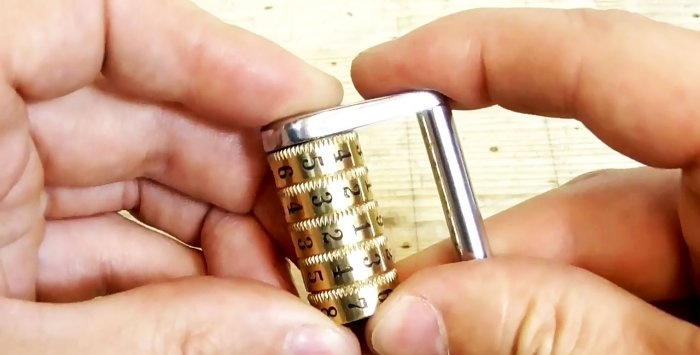
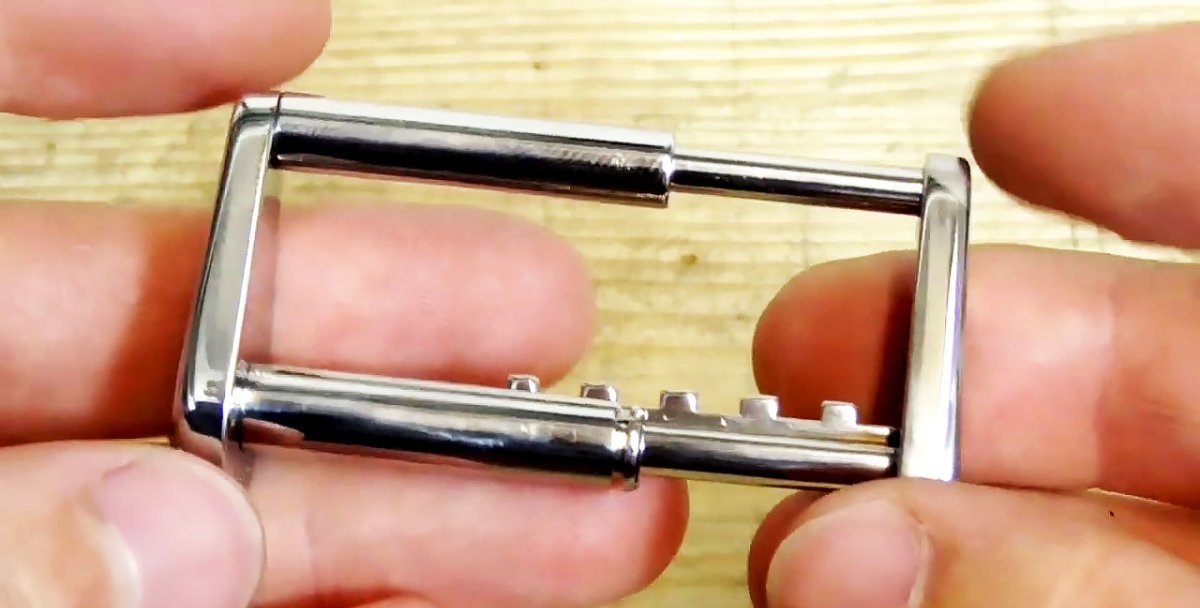
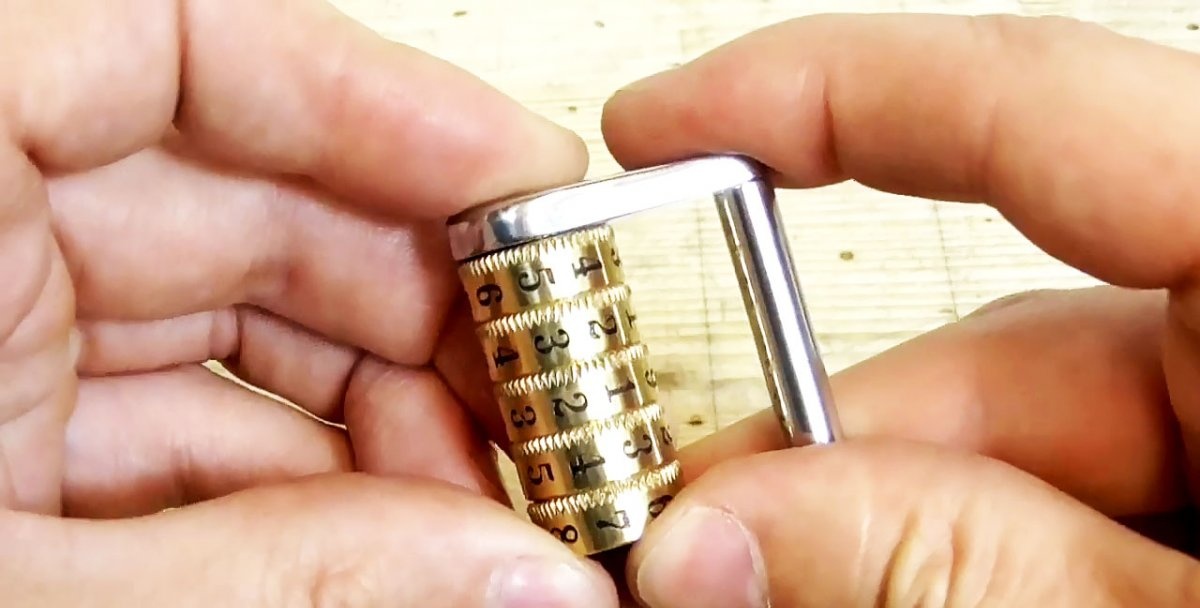
Geriye kalan tek şey şifreli kilidin ikinci tarafını çubuklarla birlikte yerine yerleştirmektir ve cihaz kullanıma hazırdır. Ancak şimdilik kilit kilitli çünkü rastgele bir sayı kombinasyonu ayarlandı. Numara kod seti, kilitleme elemanlarının tekerlekler üzerindeki konumuna göre belirlenir ve her kilit için özeldir.



Gerekecek
Üretimi zaman, büyük çaba, aşırı özen ve aşağıdaki malzemeleri gerektirir:

- paslanmaz çelik cıvata M20 × 70;
- tırtıllı tekerlek;
- tekerleklere sayıların uygulanması için araçlar;
- Çelik bilyeler;
- yaylı çelik tel (0,3 ve 0,8 mm).
Onsuz yapamayacağımız ekipmanlar:
- torna, delme ve freze makinesi;
- tezgah mengenesi;
- pense;
- metal için demir testereleri;
- öğütücü;
- metal ve kağıt kesimi için makaslar;
- yayları sarmak ve tespit halkaları için mandreller.
Üretim teknolojisi
Çalışma üç aşamadan oluşuyor: parça ve montajların üretimi, sayılardan oluşan bir kod kombinasyonunun montajı ve kurulumu.
Parça ve montajların imalatı
Yan kilit pedleri
Tornada cıvata kafasını ikiye bölüyoruz ve çubuğu diş profilinin derinliğine kadar taşlıyoruz.
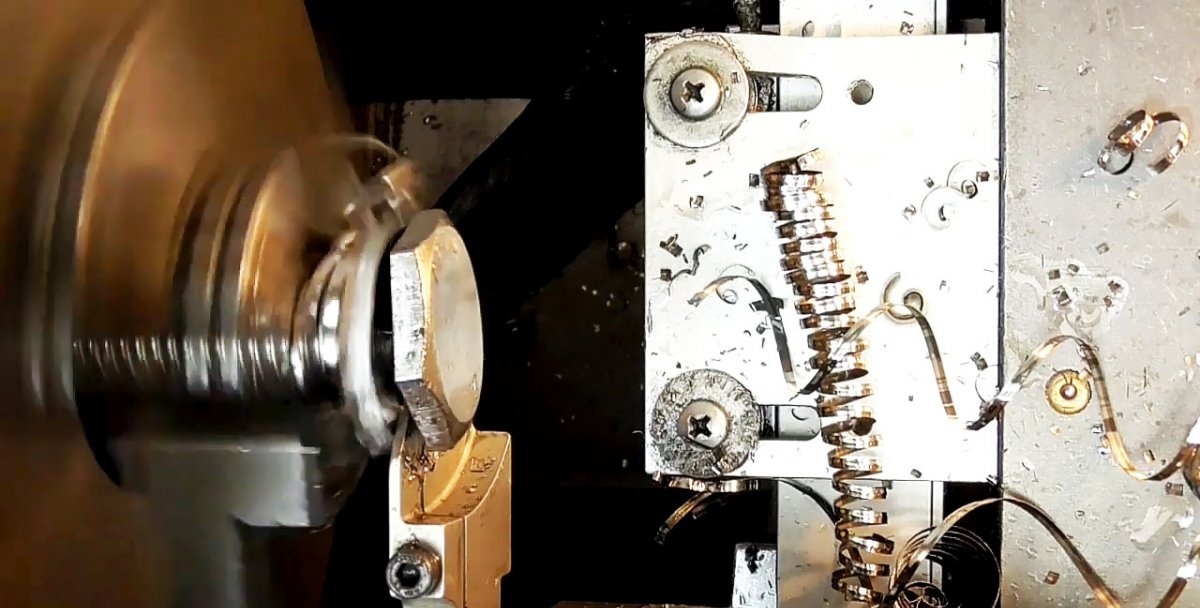
Çubuğun bir kısmını bir mengeneye sıkıştırıyoruz ve metal bir testere ile iki uzunlamasına yarıya ayırıyoruz.
Altıgen plakalardan birinin üzerine, bir şablon ve bir işaretleyici kullanarak kilidin yan kaplamasının ana hatlarını çizin.

Yapıştırılmış altıgenleri, kilidin yan kaplamasının işaretli konturu boyunca bir öğütücü üzerinde taşlıyoruz ve uçlarında delikler açıyoruz.


Sadece öğütücü üzerindeki kilidin yan pedlerinin dış hatlarını çizmek için kullanılan yuvarlak şablonların "bacaklarını" deliklere yerleştiriyoruz.

Bir delme makinesinde, bir matkap ve bir parmak freze kullanarak, yan plakalardaki deliklerin son profilini oluşturuyoruz. Büyük deliğin çevresinde, bir parmak freze kullanarak bir daire içinde eşit şekilde 9 girinti yapıyoruz.
Yumuşak bir tekerlek kullanarak kilidin yan kaplamalarının tüm yüzeylerini parlatın.


Pimler
Özel bir kelepçe kullanarak 4 yarım silindirden yuvarlak bir çubuğu bir torna tezgahında iş parçasının ortasına kadar keskinleştiriyoruz.




İlk pim montaj tarafındaki tekerlekler içindir. Bir tarafında delik için bir yuva, diğer tarafında ise tespit halkası için halka şeklinde bir oyuk ve kör bir delik bulunur.

Bir freze kullanarak, kör deliğin tüm uzunluğu boyunca uzunlamasına bir oluk açıyoruz.




Sabitleme tarafındaki ikinci pim, kilidin yan plakasında bir delik için bir oturma yeri ve kör uzunlamasına bir delik bulunan sağlam yuvarlak bir çubuğa benziyor.




Hareketli taraftaki üçüncü anahtar pimi de katı silindirin altına işlenmiştir. Daha sonra silindirin eksenini kartuşun dönme ekseninden uzağa kaydırmak için bir tarafı bir contayla kartuşa sıkıştırılır. Sonuç olarak, bir kesici ile işlendiğinde, merkezi pimin merkezi ile çakışmayan, daha küçük çaplı yuvarlak bir zıvana oluşur.


Daha sonra frezeleyerek ofset zıvanasının her iki yanında iki raf oluşturuyoruz. Sonuç, dairesel yaylarla birbirine bağlanan iki yüze sahip bir çubuktur.

Aynı kesiciyi kullanarak, simetrik işlemeyi kullanarak çubuğun büyük tarafındaki kesitini azaltıyoruz.

Bir parmak freze kullanarak 5 adet dikdörtgen ve eşit oluk açıyoruz. Sonuçta 5 eşit çıkıntı da oluşuyor.
Eğeler, iğne eğeleri ve zımpara kağıdı kullanılarak tüm çıkıntılara sahip çubuğa istenilen şekil verilir ve kenarlar ve kaburgalar yuvarlanır. Son olarak bunu ve diğer tüm çubukları yumuşak bir diskle parlatın.



Çubuğu kilidin yan plakasındaki yerine yerleştiriyoruz.
Hareketli tarafta üst şaft işlevini yerine getiren dördüncü pim, kilidin yan plakasındaki deliğin boyutuna göre işlenir ve bir tarafta bir eğe ve yumuşak bir daire kullanılarak yarım küre şeklinde şekillendirilir. . Ayrıca yerine yerleştiriyoruz.


Kaynak, taşlama, parlatma
Arka taraftaki tüm pimleri kilidin yan plakalarına kaynaklıyoruz.

Kaynakları bir taşlama makinesinde taşlayıp parlatıyoruz, kenarları bir eğe ile yuvarlıyoruz, zımpara kağıdı ile bitiriyoruz ve yumuşak bir diskle parlatıyoruz.

Bir dizi eğe kullanarak pimin ucunda uzunlamasına bir yarık bulunan bir oluk oluşturuyoruz. Hareketli pinleri sabit pinlerin deliklerine yerleştirmeye çalışıyoruz.


Numaralı pirinç tekerlekler
4 adet pirinçten rakamlı tekerlek yapıyoruz. Boyutlarına göre kestikten sonra, boşluklarını bir torna tezgahında kesiyoruz, önce merkezde bir delik açıp bir yandan onu belirli bir derinliğe kadar genişletiyoruz.




Beşinci tekerlek, her iki tarafta biri diğerinden daha derin olan merkezi bir oluğun varlığıyla diğerlerinden farklıdır.
Şekillendirme tekerlekleri üzerine uygulanacak sayı sütunları, silikon kaplı kağıt üzerine ayna görüntüsünde basılmıştır.
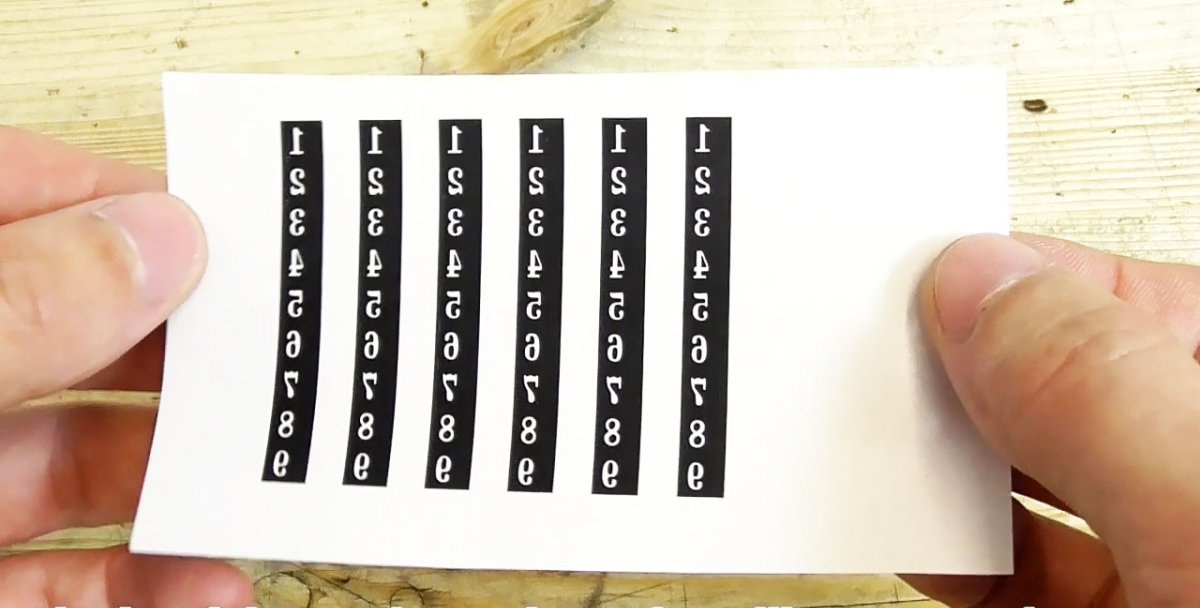
Dikey sayı şeritlerini makasla kesip şekillendirme tekerleklerine yapıştırıyoruz.

Sayıları şekillendirme tekerleklerinin yüzeyine aktarıp sıcak bir ütünün tabanı boyunca yuvarlıyoruz. Sonuç olarak, kağıt ayrılır ve halkaya sayıların yazılı olduğu bir silikon tabakası yapışır.


Tekerleklerin numaralı olanlar hariç tüm yüzeylerini korumak için oje sürüyoruz.

Tekerlekleri bir tele bağlıyoruz, eğimli bir hendek dibine yerleştiriyoruz ve 45 dakika boyunca aşındırmak için demir klorür çözeltisiyle dolduruyoruz, bu da tekerlekleri çekici ve sayıları kontrastlı hale getiriyor.


Daha sonra tekerlekleri özel bir mandrele bağlarız, bir somunla sıkarız ve torna aynasına sıkıştırırız. Daha sonra tekerlek bloğunu zımpara kağıdı ile işliyoruz ve şekerleme beziyle parlatıyoruz.
Tekerlekleri özel bir tutucuya sıkıştırıyoruz ve büyük bir deliğe çıkana kadar bir kesici ile yarım daire şeklinde bir oluk açmak için bir freze makinesi kullanıyoruz.
Tekerleklerin uçlarında daire şeklinde eşit miktarda 9 girinti yapıyoruz.


Tekerlekleri teker teker mandrel üzerine sabitleyip torna aynasına sıkıştırıyoruz. Ayarlanan tırtılları tekerleğe getirip yağla yağlayıp makineyi açıyoruz. Tekerleğin üzerine dar bir şeritle dairesel bir çentik yuvarlanır.


Çentiğin ucundaki çapakları gidermek için bir kesici kullanın.
Tekerleklerin uçlarında yarım daire şeklindeki oluğun karşısında bir çentik bulunan bir matkapla 0,8 mm'lik kör delikler açıyoruz.

Yine çarkları teker teker mandrel üzerine yerleştirip dijital girintilere siyah boya uygulayarak fazlalıkları düz bir yüzeyle alıp dönen tekerleğe doğru bastırıyoruz ve ardından yumuşak bir bezle yapıyoruz.



Ek parçalar, montaj ve kodlama
Tornaya monte edilmiş yayları sarmak için özel bir mandrel kullanarak 0,3 mm yay çeliği telden 5 benzer yay yapıyoruz.

Yayları sararken teli mandrel üzerinde tutmak için pense, uçlarını kesmek için ise metal makas kullanıyoruz.
Sayılı tekerlekleri monte etmek için yaylara ek olarak 2 mm'lik 5 çelik bilyeye ihtiyacımız olacak.

Tekerleklerdeki kör deliklere bir yay yerleştirip üstüne bir topla kapatıyoruz.


Daha sonra 5 tekerleğin tamamını yaylar ve bilyalarla üst mile bağlarız.
Basit bir mandrel üzerinde, bir mengeneye sıkıştırılmış 0,8 mm yaylı çelik tel kullanarak, pense ve tel kesiciler kullanarak, çubuk üzerinde sayılar bulunan tekerlekleri sıkmak ve tutmak için bir durdurma kilidi yapıyoruz.
Stoperin bir ucunu cımbızla çubuğun ucundaki oluğa sokup stoperi ortasına bastırıyoruz, ardından ikinci kenar altındaki her şeyi güvenli bir şekilde kaplayıp tutuyor.


Geriye kalan tek şey şifreli kilidin ikinci tarafını çubuklarla birlikte yerine yerleştirmektir ve cihaz kullanıma hazırdır. Ancak şimdilik kilit kilitli çünkü rastgele bir sayı kombinasyonu ayarlandı. Numara kod seti, kilitleme elemanlarının tekerlekler üzerindeki konumuna göre belirlenir ve her kilit için özeldir.


Videoyu izle
Benzer ana sınıflar

Yayları kendi ellerinizle yapmak

Normal bir cıvata ve bir PET şişeden kanatlı cıvata nasıl yapılır

Bir cıvatayı güzel, küçük bir hatıra av bıçağına nasıl dönüştürebilirsiniz?

Matkap için otomatik merkezleme makinesi

Yuvarlak bir iş parçasında bir yan deliğin doğru şekilde delinmesi

Yumuşak ve çıkarılabilir mengene kapakları nasıl yapılır
Özellikle ilginç






Yorumlar (2)
