Mini metal bükme makinesi nasıl yapılır
Evinizin atölyesinde bir bükme makinesinin bulunması oldukça faydalı olacaktır. Çeşitli ihtiyaçlar için ince kalay ve alüminyum levhaları bükmek için kullanılabilir.

İnce malzemelerle çalışacağımız için bükme kuvvetleri çok büyük olmayacaktır. Bu faktörleri dikkate alarak malzemeleri seçiyoruz:

Tüm işlemleri gerçekleştirmek için 3,5 ve 6,5 mm çapında matkaplara, şerit testereye, kaynak ekipmanına, mengeneye ve kelepçelere ihtiyacınız olacak.
25x25 mm'lik köşeyi şerit testere ile beş bölüme ayırdık: üçü 125 mm uzunluğunda ve ikisi 62,5 mm uzunluğunda. Ayrıca sap yapmak için 8 mm çapındaki çelik çubuktan 250 mm uzunluğunda bir parça kesiyoruz.

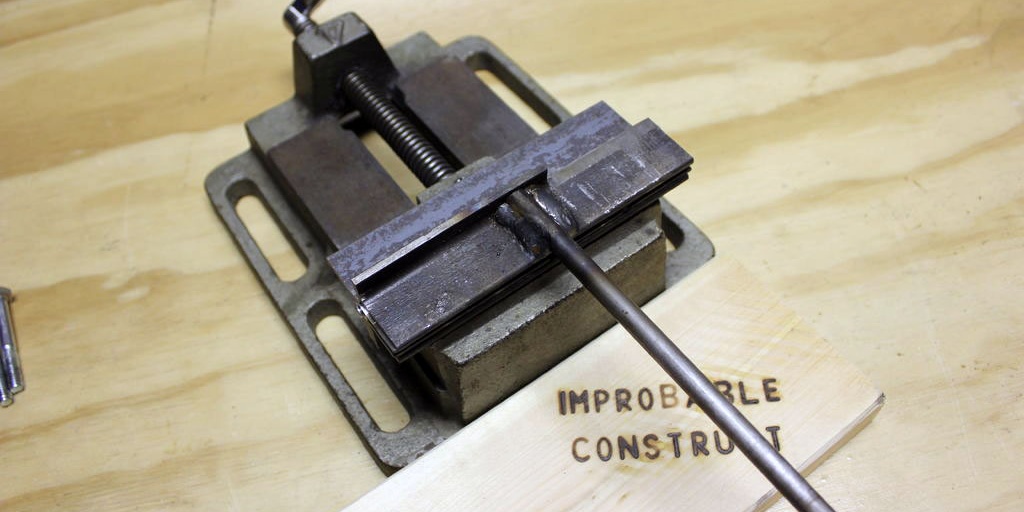
İki adet 125 mm'lik çelik köşeyi rafları aşağıya doğru katlayıp bir mengeneye sıkıştırıyoruz. Üçüncüyü, dikey rafın dış tarafı iki alt köşenin bağlantı çizgisine denk gelecek şekilde bir mengeneye kenetlenmiş olarak ikisinden birinin üzerine yerleştiriyoruz ve kelepçelerle sıkıştırıyoruz.

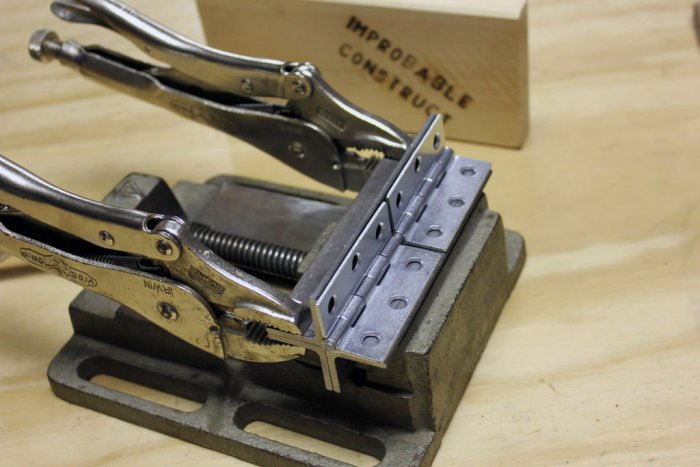
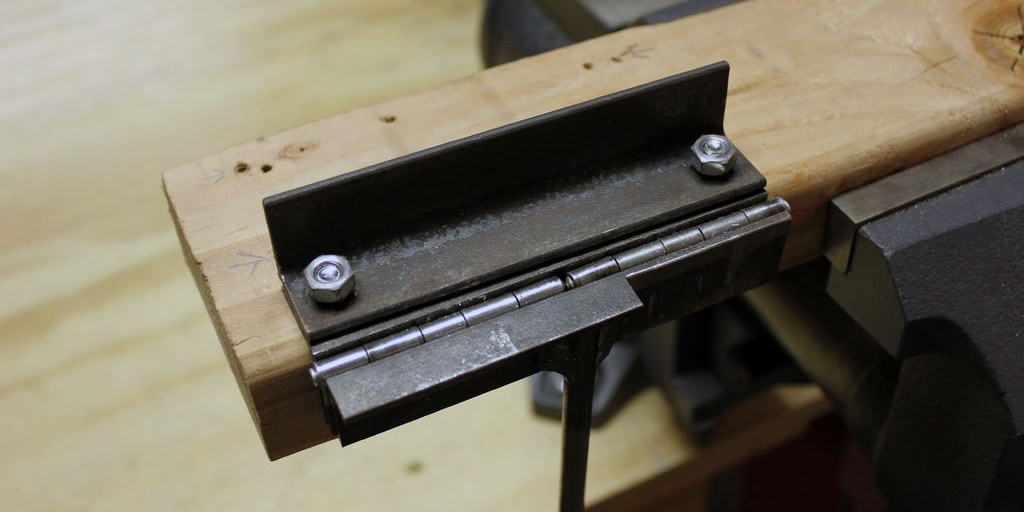
Üç elemanın oluşturduğu iç köşeye menteşeli ilmekler yerleştiriyoruz. Bunları raflara sıkıca bastırıyoruz ve vida deliklerinden metale kaynak yapıyoruz. Menteşelerin serbestçe katlanıp açılmasını sağlıyoruz.

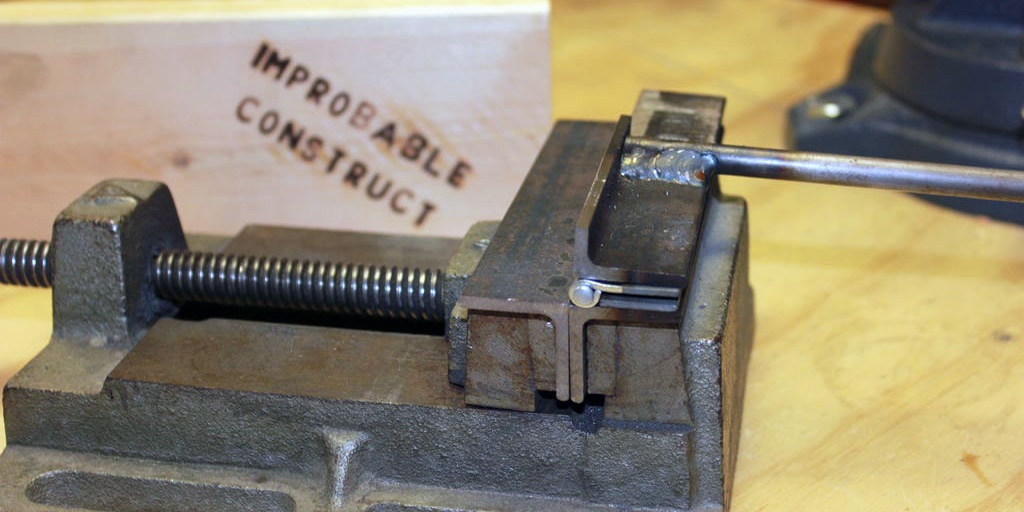
Menteşeleri tekrar katlıyoruz ve ortasından bir çelik çubuğu çapraz olarak dikey rafa dayayıp dışarıdan yatay rafa kaynaklıyoruz.


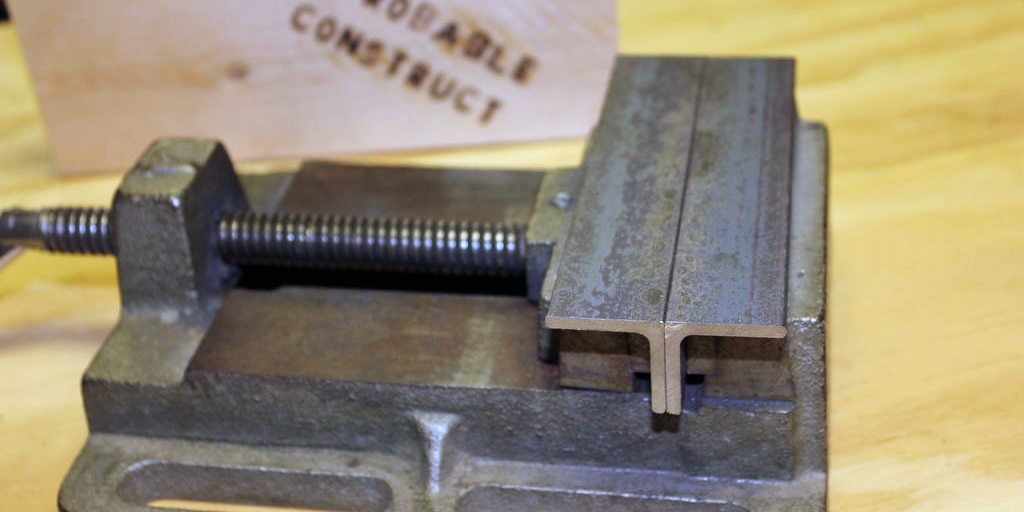
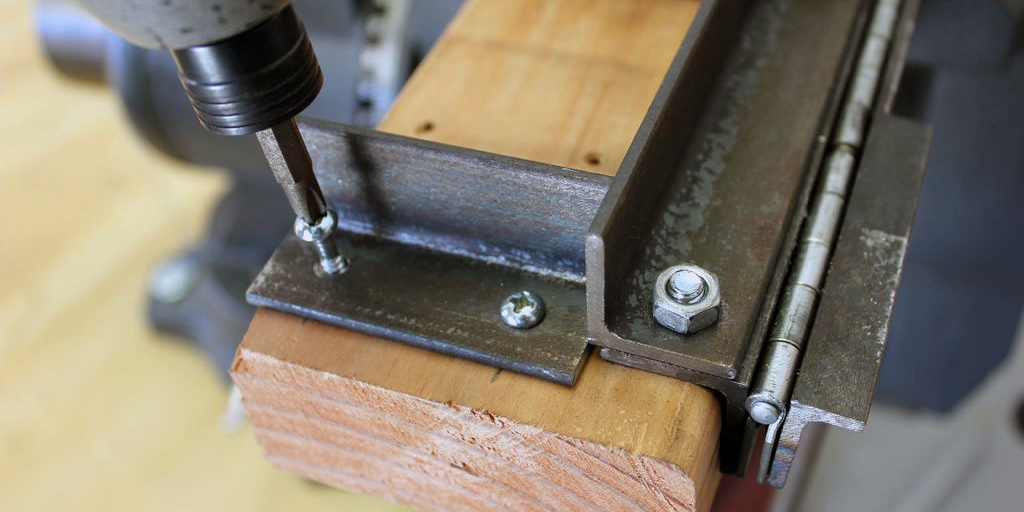
Sapsız köşe rafında, ortada, uçlardan 12 mm, 6,5 mm çapında bir delik açın. Bu elemanı ahşap kirişin uzunlamasına köşesine, delikli raf üstte olacak şekilde bir uca yaklaştırıyoruz. Bu köşeyi şablon olarak kullanarak, diğer ucunda bir mengeneye kenetlenen kirişte iki açık delik açıyoruz.

Üçüncü köşede de aynı matkabı kullanarak ikinci köşede olduğu gibi birbirine aynı mesafede iki delik açıyoruz. Açısı menteşelerden uzağa yönlendirilecek şekilde ona bağlanacaktır. Ancak üçüncü köşedeki deliklerin merkezlerini bükme için malzemenin kalınlığına göre yatay rafın kenarına kaydırıyoruz.


Bizim durumumuzda yer değiştirme değeri 1,6 mm olmalıdır.
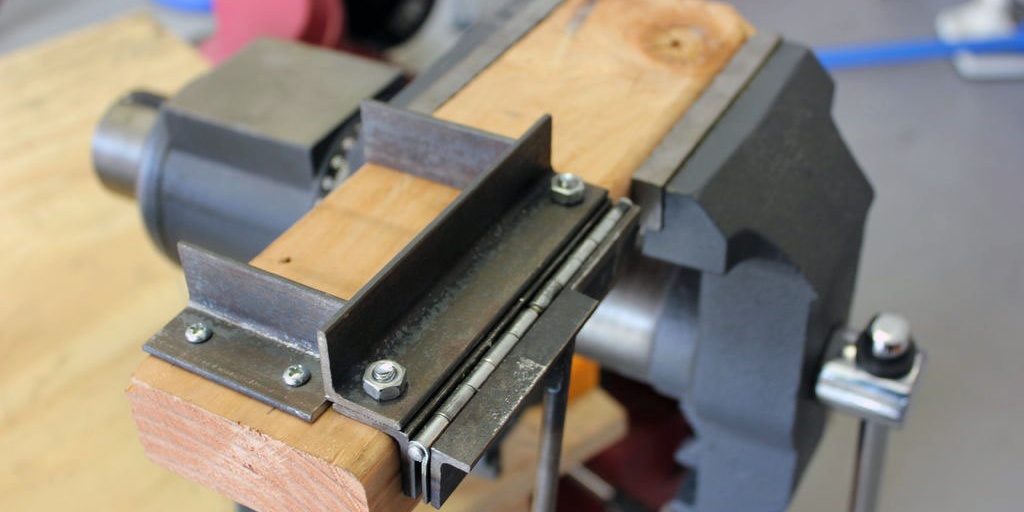
İki kısa köşe boşluğunda, kenarlarda 3,5 mm çapında delikler açıp bunları ahşap bir kirişe, uzunlamasına sabitlenmiş büyük köşeye dayanacak ve onunla 90 derece yapacak şekilde vidalıyoruz.



Makinamız çalışmaya hazırdır.
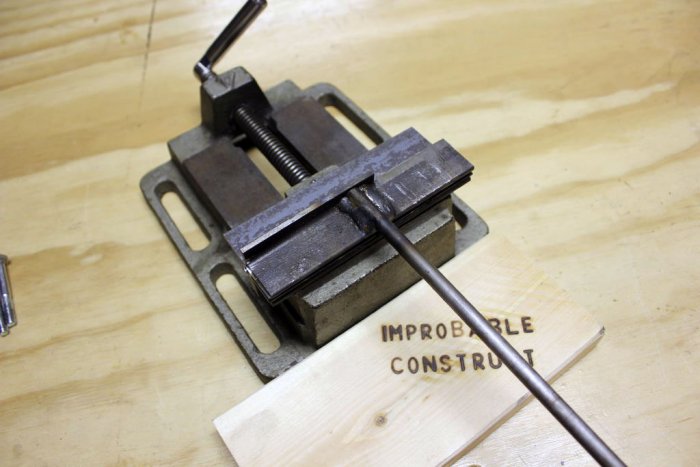
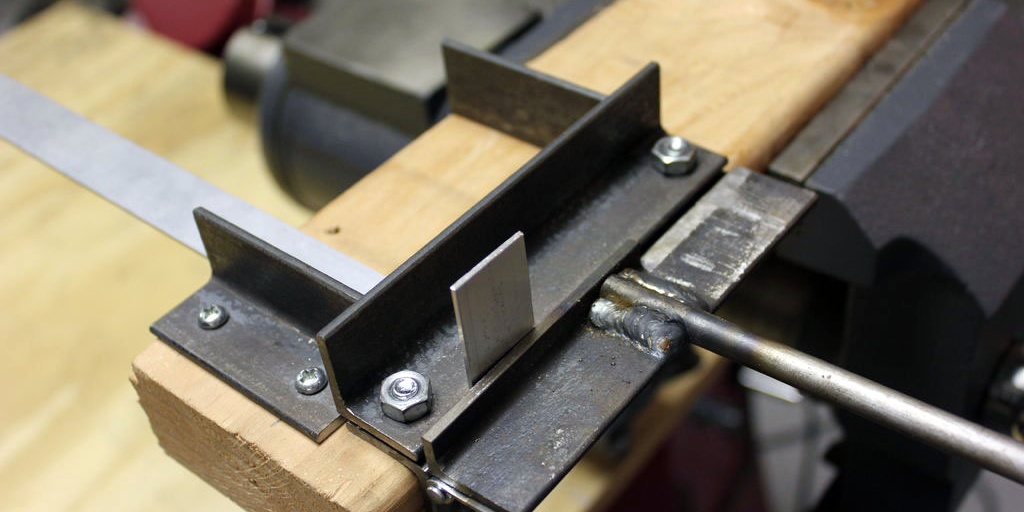
Köşeleri sabitleyen somunları gevşetiyoruz ve aralarında oluşan bükülmesi gereken boşluğa bir metal şerit yerleştiriyoruz. Kıvrımı eşit hale getirmek için şeridi kılavuz köşesine doğru bastırın.

Bundan sonra, uzaktaki somunu aşırı sıkmaktan ve sıkma açısının bozulmasından kaçınarak somunları sıkın. Köşeler arasındaki boşluk tüm uzunlukları boyunca aynı olmalıdır.
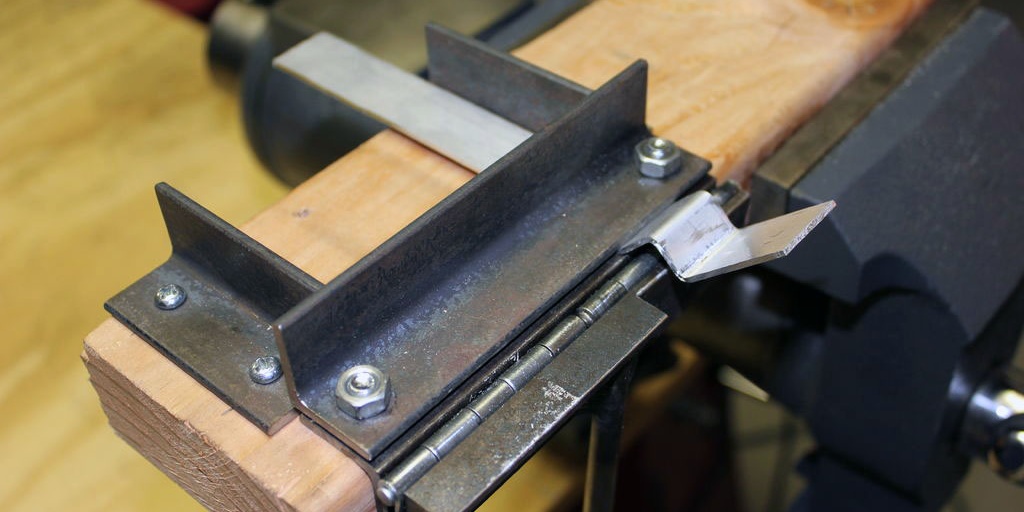
Hala dikey olarak aşağıya doğru sarkan kolu yatay konuma kaldırıyoruz. Onu birinci konumdan ikinciye taşıma sürecinde metal bükülür.

Somunları gevşetin ve bükülen malzemeyi serbest bırakın. Bundan sonra büküm tamamlanmışsa makineden çıkarıyoruz veya başka bir pozisyona taşıyıp bükme işlemlerine devam ediyoruz.


İngilizce orijinal makale
Gerekecek
İnce malzemelerle çalışacağımız için bükme kuvvetleri çok büyük olmayacaktır. Bu faktörleri dikkate alarak malzemeleri seçiyoruz:
- köşe 25×25 mm, uzunluk 500 mm;
- 8 mm çapında ve 250 mm uzunluğunda çubuk;
- iki asma halkası 25×60 mm;
- somunlu iki cıvata 6×50 mm;
- dört vida;
- ahşap kiriş 50×100×300 mm.

Tüm işlemleri gerçekleştirmek için 3,5 ve 6,5 mm çapında matkaplara, şerit testereye, kaynak ekipmanına, mengeneye ve kelepçelere ihtiyacınız olacak.
Mini bükme makinesinin üretim süreci
25x25 mm'lik köşeyi şerit testere ile beş bölüme ayırdık: üçü 125 mm uzunluğunda ve ikisi 62,5 mm uzunluğunda. Ayrıca sap yapmak için 8 mm çapındaki çelik çubuktan 250 mm uzunluğunda bir parça kesiyoruz.

İki adet 125 mm'lik çelik köşeyi rafları aşağıya doğru katlayıp bir mengeneye sıkıştırıyoruz. Üçüncüyü, dikey rafın dış tarafı iki alt köşenin bağlantı çizgisine denk gelecek şekilde bir mengeneye kenetlenmiş olarak ikisinden birinin üzerine yerleştiriyoruz ve kelepçelerle sıkıştırıyoruz.

Üç elemanın oluşturduğu iç köşeye menteşeli ilmekler yerleştiriyoruz. Bunları raflara sıkıca bastırıyoruz ve vida deliklerinden metale kaynak yapıyoruz. Menteşelerin serbestçe katlanıp açılmasını sağlıyoruz.

Menteşeleri tekrar katlıyoruz ve ortasından bir çelik çubuğu çapraz olarak dikey rafa dayayıp dışarıdan yatay rafa kaynaklıyoruz.

Sapsız köşe rafında, ortada, uçlardan 12 mm, 6,5 mm çapında bir delik açın. Bu elemanı ahşap kirişin uzunlamasına köşesine, delikli raf üstte olacak şekilde bir uca yaklaştırıyoruz. Bu köşeyi şablon olarak kullanarak, diğer ucunda bir mengeneye kenetlenen kirişte iki açık delik açıyoruz.

Üçüncü köşede de aynı matkabı kullanarak ikinci köşede olduğu gibi birbirine aynı mesafede iki delik açıyoruz. Açısı menteşelerden uzağa yönlendirilecek şekilde ona bağlanacaktır. Ancak üçüncü köşedeki deliklerin merkezlerini bükme için malzemenin kalınlığına göre yatay rafın kenarına kaydırıyoruz.

Bizim durumumuzda yer değiştirme değeri 1,6 mm olmalıdır.
İki kısa köşe boşluğunda, kenarlarda 3,5 mm çapında delikler açıp bunları ahşap bir kirişe, uzunlamasına sabitlenmiş büyük köşeye dayanacak ve onunla 90 derece yapacak şekilde vidalıyoruz.


Makinamız çalışmaya hazırdır.
Makine testi
Köşeleri sabitleyen somunları gevşetiyoruz ve aralarında oluşan bükülmesi gereken boşluğa bir metal şerit yerleştiriyoruz. Kıvrımı eşit hale getirmek için şeridi kılavuz köşesine doğru bastırın.

Bundan sonra, uzaktaki somunu aşırı sıkmaktan ve sıkma açısının bozulmasından kaçınarak somunları sıkın. Köşeler arasındaki boşluk tüm uzunlukları boyunca aynı olmalıdır.
Hala dikey olarak aşağıya doğru sarkan kolu yatay konuma kaldırıyoruz. Onu birinci konumdan ikinciye taşıma sürecinde metal bükülür.
Somunları gevşetin ve bükülen malzemeyi serbest bırakın. Bundan sonra büküm tamamlanmışsa makineden çıkarıyoruz veya başka bir pozisyona taşıyıp bükme işlemlerine devam ediyoruz.

İngilizce orijinal makale
Benzer ana sınıflar






Özellikle ilginç






Yorumlar (0)
