Yatay kaynak tekniklerini sırasıyla öğreniyoruz

Güvenilir bir yatay (ve başka herhangi bir) dikiş elde etmek için elektrot aynı anda üç düzlemde hareket ettirilir: ekseni yönünde öteleme, kaynak dikişi boyunca düz ve dikiş boyunca salınım. İlk başta imkansız gibi görünüyor, ancak düzenli girişimler ve azim kısa sürede istenen sonucu getirecektir.
Gerekecek
Etkili ve güvenli bir eğitim için aşağıdaki malzemeleri, ekipmanları ve aksesuarları hazırlayacağız:
- manuel kaynak makinesi;
- kaynaklı metal;
- uygun çapta elektrotlar;
- cürufu dövmek için çekiç;
- kaynak ekipmanı (maske, eldiven vb.).
Kaynak işlemi
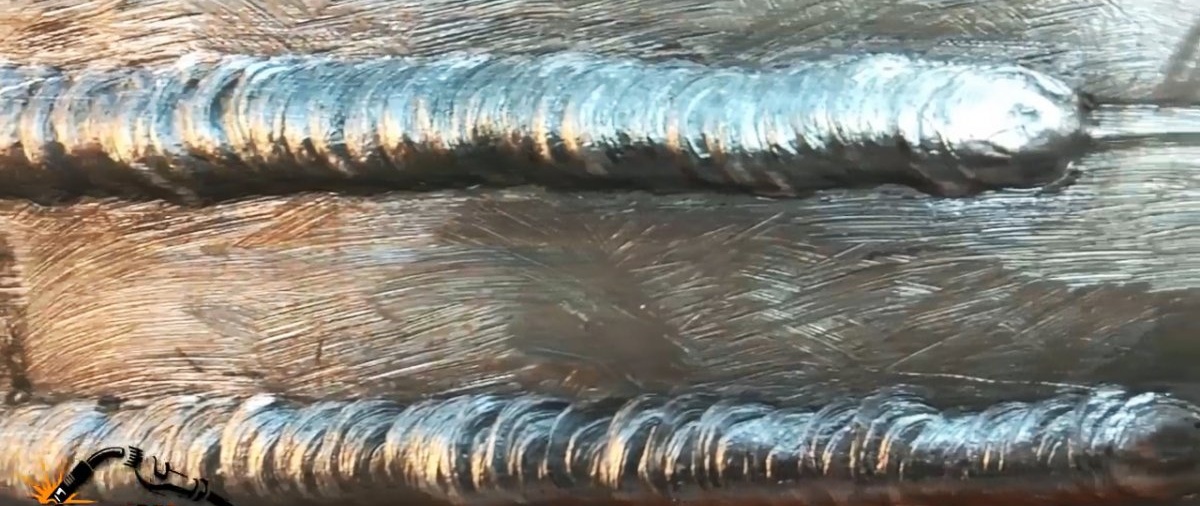
Kaynak ekseni boyunca salınımlı hareketler gerekli genişliği, kaynak kökü ve kenarların güvenilir şekilde kaynaklanmasını sağlar, sıvı metal banyosunun soğumasını yavaşlatır ve cürufun yanma bölgesinden uzaklaştırılmasını sağlar. Metalin kalınlığını ve elektrotun çapını dikkate alarak kaynak akımı gücünü 91 A olarak seçiyoruz.

Hilal ileri

Bu hareket sırasında elektrotun ucu, dışbükey kısmı ileriyi gösterecek şekilde dairesel bir yay boyunca hareket eder.Altta eğimli kenarları olan dikişleri ve ayağı 6 mm'yi geçmeyen fileto dikişlerini birleştirmek için kullanılır.

Bu hareketler doğru şekilde yapılırsa tüm cüruf silindirin üst kısmında kalır ve onu çıkarmak için çekiç kullanmanıza bile gerek kalmaz. Dikiş istenilen genişlikte ve sabit uzunluktadır.

Sarmal

Burada elektrotun ucu, kaynak havuzunun kenarlarını çizen daireler veya ovaller oluşturur. Bu durumda dikişin genişliği boyunca eşit bir ısıtma meydana gelir. Genellikle alt ufuk düzleminde kaynak yaparken kullanılır.
Bu hareketin basit ve gerçekleştirilmesi kolay olduğu düşünülmektedir. Erimiş metalin sürekli ve kolay kontrolünü sağlar. Doğru yapıldığında, dikişin üstünde de cüruf oluşur ve tüm uzunluğu boyunca tek seferde kolayca çıkarılır.

İplik dikişi

Elektrotun ucu dikiş boyunca salınmadığında, ancak silindire göre uzunlamasına yönde düz hareket ettiğinde, elektrot çapının 1,2 ± 0,4 genişliğinde dar veya iplik dikişi oluşur. İnce metal kaynak yaparken ve çok katmanlı bir kaynakta ilk katmanı uygularken kullanılırlar. Bu tür gerçekleştirilmesi en kolay olanıdır.

Zikzaklı

Belirli bir genişlikte bir kaynak oluşturmak için elektrotun ucu, kordonun eksenine simetrik olarak bir zikzak çizgisi boyunca hareket ettirilir. Ancak bu süreçte cüruf kalıntıları olmadan düzgün bir yol elde etmek için yayın uzunluğunu unutmamalıyız.
Bu yöntem, 6 mm kalınlığa kadar metal kaynak yaparken kullanılır. Alın kaynağında ve alt pozisyonda en yüksek kalitede dikişler elde edilir. Ayrıca kenarları eğmeden bağlantı noktalarını güvenilir bir şekilde kaynaklamanıza olanak tanır.

Ters Hilal

Bu yöntemle, elektrotun ucu dışbükey olarak geriye doğru yönlendirilmiş yaylar oluşturduğundan, kaynağın sol ve sağ kenarları daha iyi ısınır. Metal ve cürufu daha iyi eritmek için kalın kaplı elektrotlar kullanıldığında kullanılır.
Elektrodu hareket ettirmenin bu yöntemi, alt konumda kaynak yaparken ve dışbükey bir dış yüzeye sahip dikey ve tavan dikişleri kaynaklandığında kullanılır.
Videoyu izle
Benzer ana sınıflar






Özellikle ilginç






Yorumlar (2)
