Yanmadan bir profil nasıl pişirilir

Kaynak yapma becerileri deneyimle birlikte gelişir. İlk başta kaynak yaparken ince duvarlı metalin yakılması, dikişlerin düzensiz uzanması ve özensiz boncuklar elde edilmesi oldukça normaldir. Kaynağı ilk seferde kabul edilebilir hale getirmek için birkaç ipucuna uymanız gerekir.
Teçhizat:
- kaynak makinesi;
- kaynakçı maskesi;
- elektrotlar 3 mm.

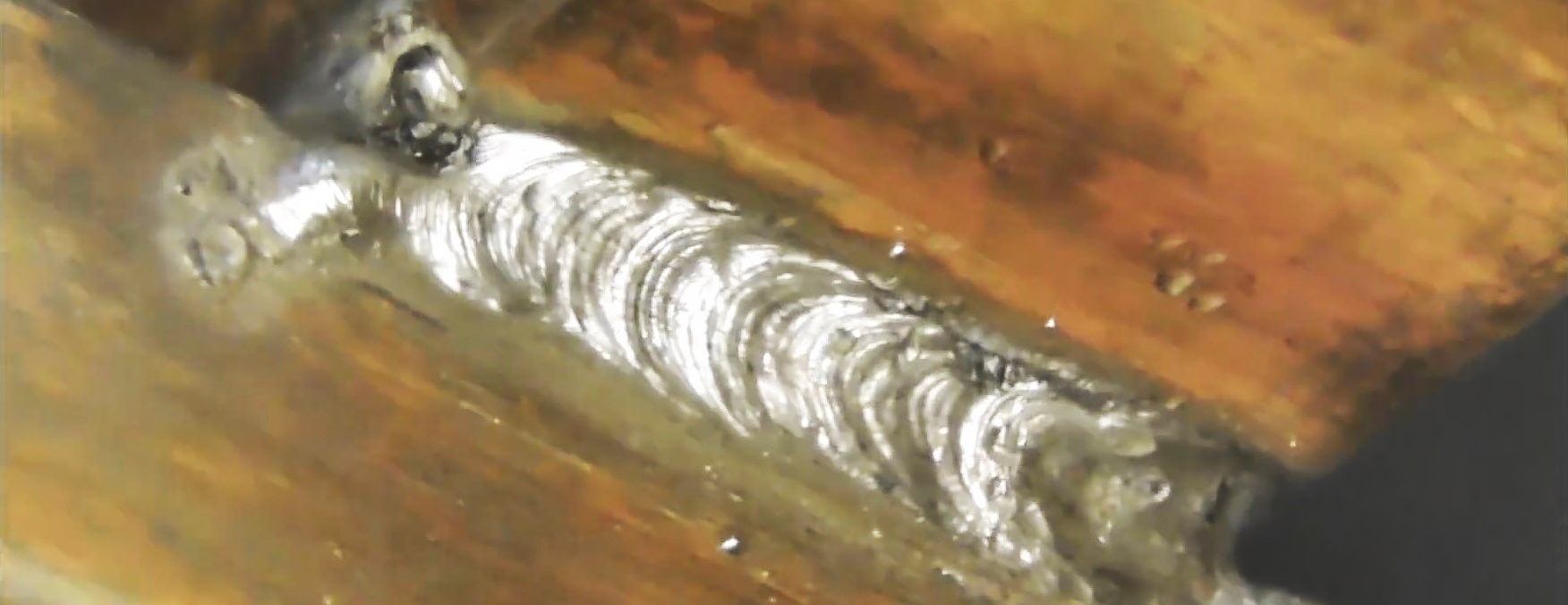
2 mm sürekli dikişli kaynak metali
Profil borularının geleneksel bir invertörle kaynaklanması için 3 mm elektrotların kullanılması daha iyidir. Metal duvarların kalınlığı sadece 2 mm ise akım 85A'ya ayarlanır. Kaynak elektrodunun ucu, kaynak yapılacak boruya 45 derecelik açıyla yerleştirilir.


Ark ateşlenir ve elektrot erimeye başladıktan sonra düzgün bir şekilde kendine doğru çekilir. Dikişin son noktasına ulaştıktan sonra yüzeyden çıkar.
1,5 mm duvarlı, ayırmalı kaynak boruları
İnce cidarlı borular için 3 mm'lik elektrot da kullanılır ancak kaynak makinesindeki akım 75A'ya ayarlanmıştır. Böyle bir metalin içinden ark geçirirseniz aşırı ısınır ve yanar. Bu durumda, elektrodu 45 derecede tutarak pişirmeye uzak bir noktadan da başlamanız gerekir. Ark ateşlendikten sonra 10 mm kadar kendine doğru çekilir ve bir saniyeliğine söner.

Daha sonra yırtık yerine bir dokunuş yapılır ve dikiş 10 mm daha çekilir.Bu şekilde müdahale ederek metalin aşırı ısınmasını ve yanmasını önlemek mümkündür. Bu yöntem daha ince duvarlı borularda bile yardımcı olacaktır.














