Que hàn dây nhôm và dây đồng
Vì vậy, hãy nói về cách hàn nhôm. Những người đã từng đối mặt với nhiệm vụ này đều biết rằng nhôm rất khó hàn. Điều này là do một màng oxit mỏng nhanh chóng hình thành trên bề mặt kim loại này ngoài trời. Do đó, chất trợ dung đặc biệt được sử dụng để hàn nhôm. Tôi sẽ trình bày quy trình hàn nhôm bằng ví dụ về việc đóng thiếc và hàn các sợi dây.
Khi lắp đặt hệ thống dây điện, tôi luôn ưu tiên các kết nối hàn. Tôi tin rằng phương pháp này mang lại khả năng tiếp xúc điện tốt hơn so với cách xoắn dây thông thường mà không cần hàn hoặc uốn chúng vào ống bọc hoặc đầu.

Chúng ta sẽ cần:
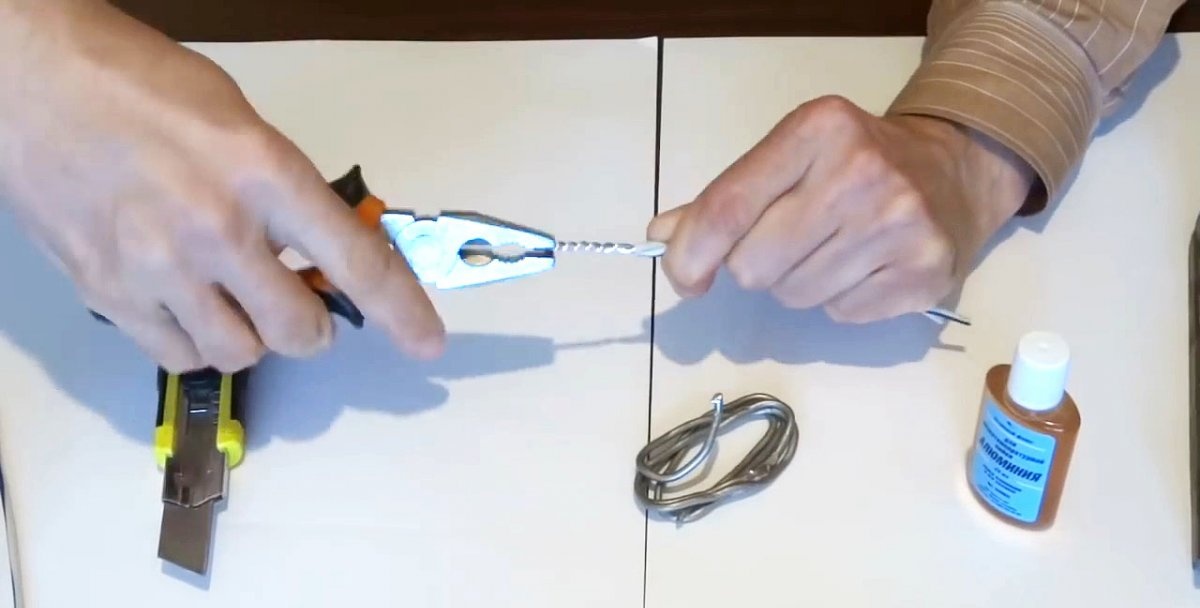
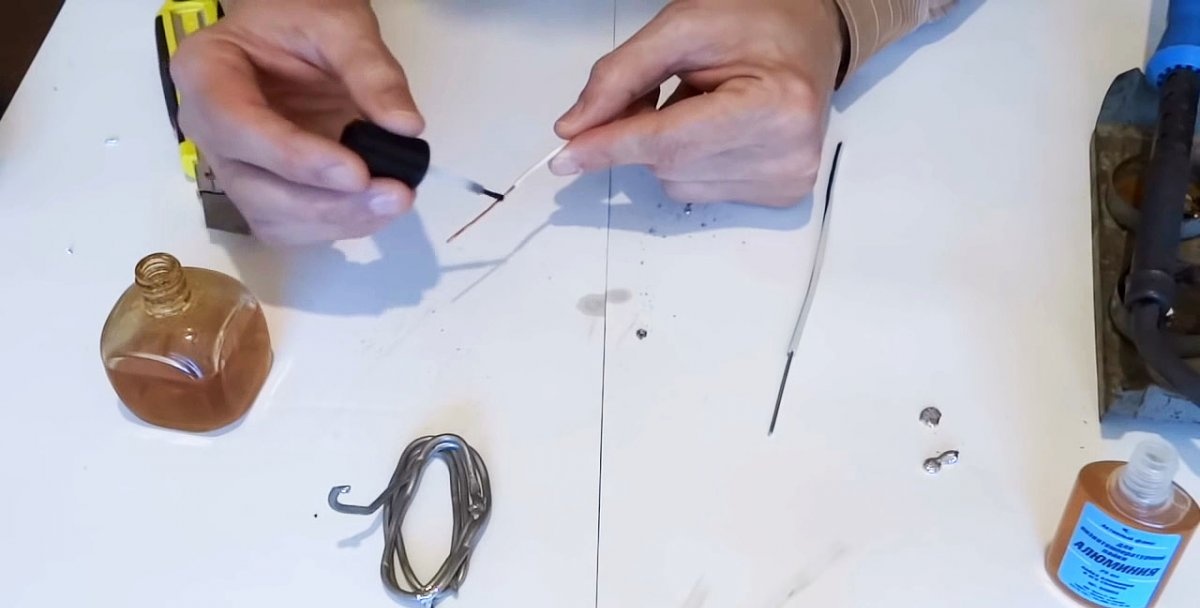
Hãy bắt đầu bằng cách hàn dây nhôm xoắn.Trước khi xoắn dây, bạn cần đảm bảo bề mặt của dây dẫn nhôm sạch sẽ. Nếu không, bạn cần phải tước dây bằng dao. Bề mặt của dây phải có màu bạc nhạt, không có màu xám đậm.
Chúng tôi xoắn bằng kìm.
Để hàn nhôm, chúng tôi sử dụng chất trợ dung đặc biệt. Nó có thể có nhãn hiệu cụ thể là F-61A, F-59A, F-64, v.v., hoặc đơn giản được gọi là “chất trợ dung để hàn nhôm”. Một chai 25 ml có giá khoảng 45 rúp và sẽ dùng được rất lâu.

Dùng cọ thoa một lớp mỏng chất trợ dung lên phần xoắn ở tất cả các mặt.
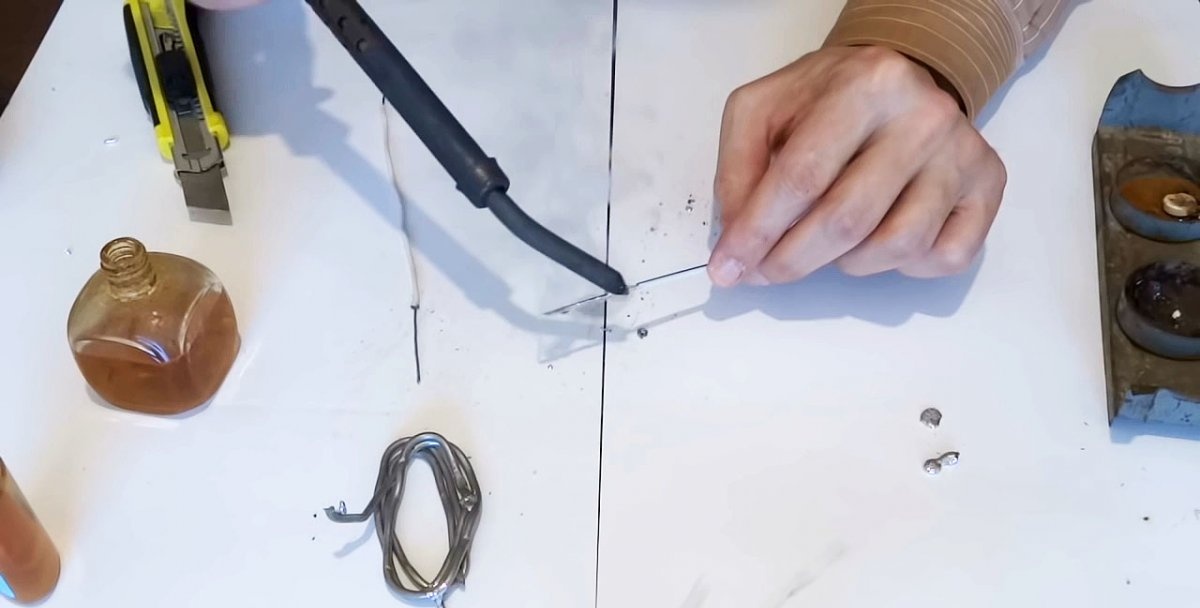
Làm ướt đầu mỏ hàn đã được làm nóng đến nhiệt độ vận hành bằng vật hàn bằng cách chạm nhẹ vào nó. Vuốt phần xoắn bằng bề mặt làm việc của đầu, hàn chất hàn vào nó.

Chất hàn và nhôm có màu tương tự nhau, nhưng điều này không ngăn cản bạn quan sát cách chất hàn lan ra trên bề mặt dây, lấp đầy các khoảng trống giữa chúng. Bạn không nên lạm dụng lượng chất hàn quá nhiều, chỉ cần một lớp mỏng trên bề mặt nhôm là đủ, tránh để đông lạnh.

Tôi hàn các sợi đồng theo cách tương tự, chỉ có chất trợ dung trong trường hợp này là dung dịch nhựa thông trong axeton. Tôi chuẩn bị nó như sau. Tôi đổ khoảng 30 ml axeton vào chai và dần dần thêm nhựa thông, trước đó đã được nghiền thành bột, vào đó. Bằng cách khuấy, tôi đạt được sự hòa tan hoàn toàn nhựa thông. Kết quả là dung dịch sẽ có màu của trà yếu. Tôi cũng áp dụng thông lượng bằng bàn chải, mức tiêu thụ nhựa thông không đáng kể và nhờ tính lưu động của axeton, dung dịch thấm vào các kẽ hở nhỏ nhất. Nếu bạn sử dụng nhựa thông không hòa tan thì hiệu quả sẽ không được tốt, phần dư thừa phải được loại bỏ.

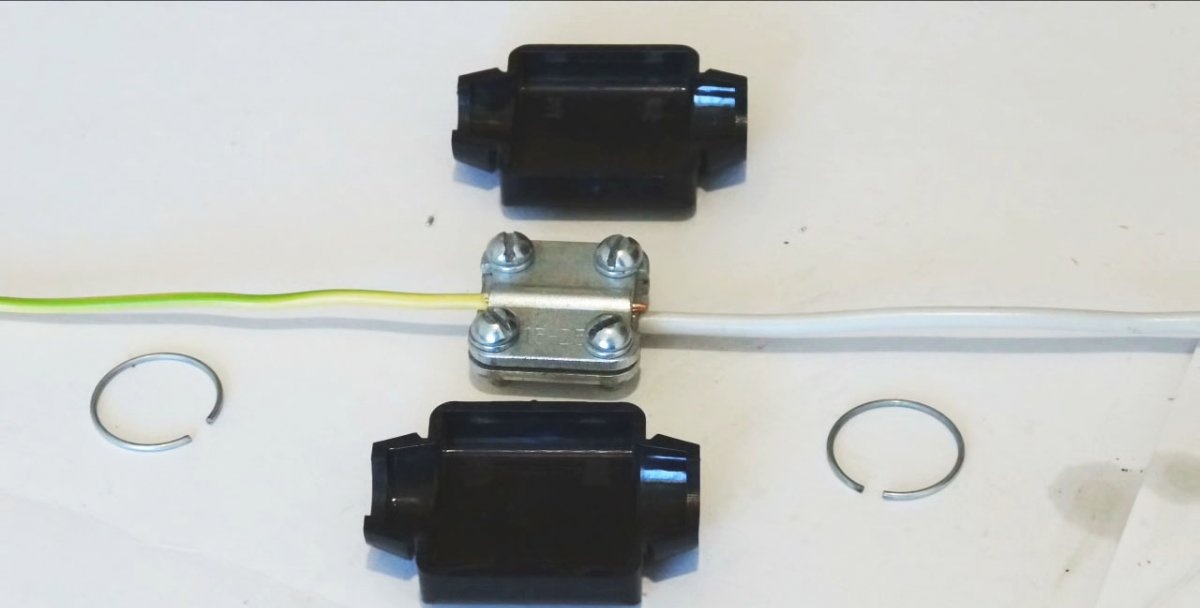
Khi lắp đặt hệ thống dây điện, không được nối trực tiếp dây dẫn với dây dẫn mang dòng điện làm bằng đồng và nhôm. Kết quả của quá trình điện hóa là một màng oxit được hình thành ở bề mặt tiếp xúc giữa các kim loại này, làm tăng điện trở tiếp xúc. Sự hiện diện của độ ẩm kích hoạt phản ứng. Kết quả là, điểm nối bắt đầu nóng lên, điều này càng đẩy nhanh quá trình ăn mòn. Đồng và nhôm được kết nối thông qua kim loại thứ ba. Thông thường, kết nối bắt vít được sử dụng với vòng đệm bằng thép được lắp giữa các dây hoặc kẹp đặc biệt để ngăn dây tiếp xúc trực tiếp.


Nếu cần nối dây bằng dây dẫn đồng và nhôm, tôi tiến hành như sau.

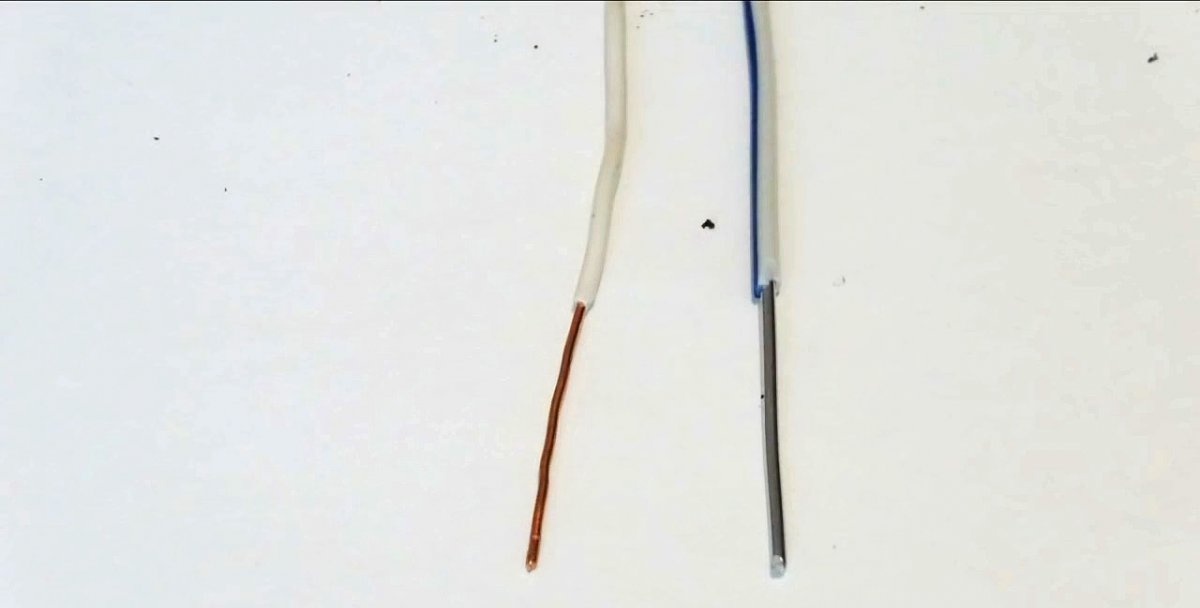
Tôi thiếc trước các dây đồng và nhôm cần nối, tức là tôi phủ chúng bằng một lớp hàn mỏng.

Đồng thời, tôi sử dụng từ thông khác nhau cho mỗi kim loại, nhưng tôi sử dụng cùng một chất hàn. Sau đó, tôi xoắn dây và hàn phần xoắn ở bên ngoài. Kết quả là dây đồng và dây nhôm được kết nối thông qua một lớp hàn ngăn cách chúng. Thiếc và chì có trong vật hàn trung hòa về mặt hóa học với đồng và nhôm, giúp loại bỏ hiện tượng ăn mòn điện hóa. Lớp hàn bên ngoài được áp dụng cho vòng xoắn sẽ bịt kín tiếp điểm và bảo vệ nó khỏi những tác động bên ngoài.

Đôi khi bạn có thể nghe thấy ý kiến cho rằng việc hàn xoắn mang lại mối nguy hiểm tiềm tàng. Người ta tin rằng khi vòng xoắn quá nóng, chất hàn sẽ tan chảy và khi nhỏ giọt sẽ làm hỏng lớp cách điện của các dây khác. Hãy tìm hiểu điều này.
Bản thân vòng xoắn, đặc biệt là khi hàn, cung cấp diện tích tiếp xúc điện lớn hơn nhiều lần so với tiết diện của dây chính.Điều này có nghĩa là khi hệ thống dây điện bị quá tải, sức nóng của dây xoắn sẽ ở mức tối thiểu. Trong trường hợp này, dây sẽ quá nóng dọc theo toàn bộ chiều dài của nó, điều này có thể dẫn đến nóng chảy lớp cách điện sớm hơn nhiều so với nóng chảy của chất hàn. Nguyên nhân của tình trạng này không phải là do xoắn hoặc hàn mà là do không có cầu dao hoặc lựa chọn sai.
Về tác dụng “phá hủy” của vật hàn nóng chảy, trong quá trình hàn bạn có thể đảm bảo rằng những giọt vô tình rơi ra từ đầu mỏ hàn thậm chí không làm cháy tờ báo trên bàn.
Khi thực hiện hàn, hãy tuân theo các quy tắc an toàn cơ bản. Làm việc với mỏ hàn điện có những nguy hiểm sau:
Khi lắp đặt hệ thống dây điện, tôi luôn ưu tiên các kết nối hàn. Tôi tin rằng phương pháp này mang lại khả năng tiếp xúc điện tốt hơn so với cách xoắn dây thông thường mà không cần hàn hoặc uốn chúng vào ống bọc hoặc đầu.

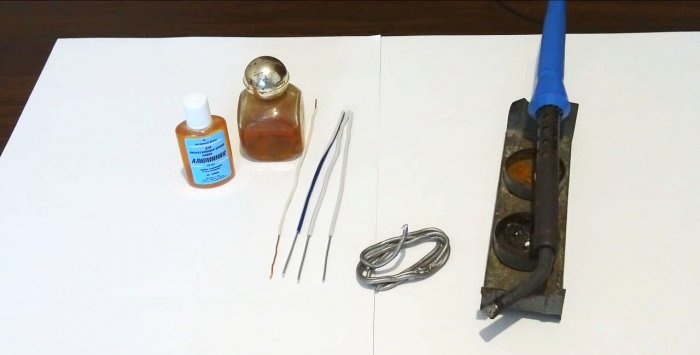
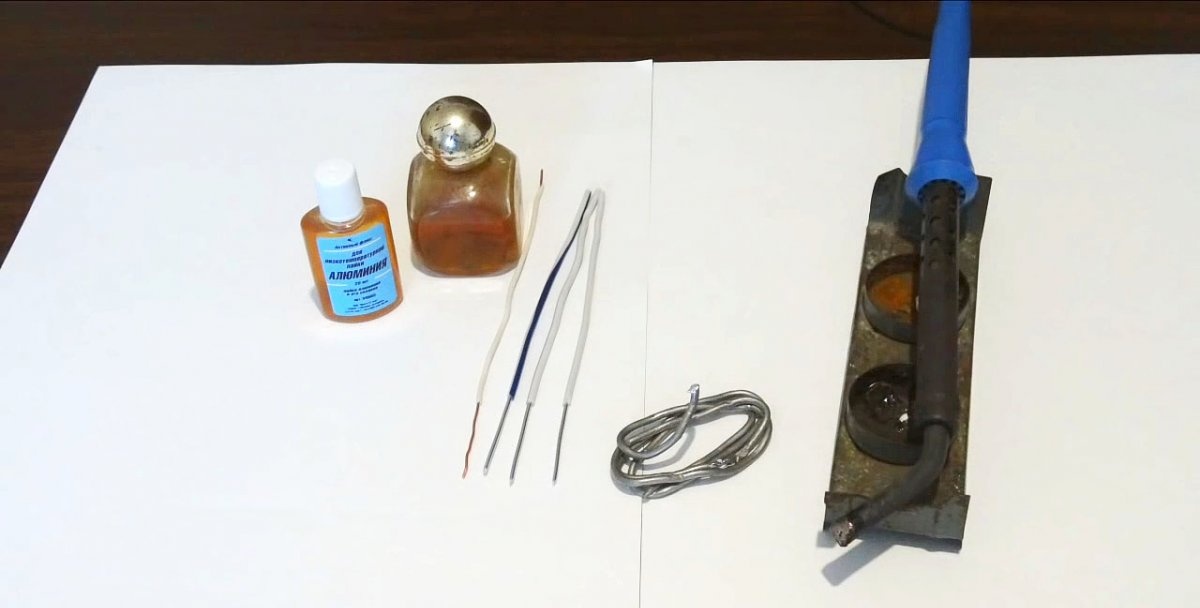
Các công cụ và vật liệu cần thiết
Chúng ta sẽ cần:
- một mỏ hàn thông thường có công suất 40 watt;
- dao để tước và tuốt dây;
- chất trợ dung để hàn nhôm (F-61A, F-59A, F-64, v.v.);
- dung dịch nhựa thông trong axeton hoặc rượu;
- hàn chì-thiếc;
- cắt dây nhôm, dây đồng có tiết diện 2,5 - 4 mét vuông. mm.
Hãy bắt đầu hàn
Hàn dây nhôm xoắn
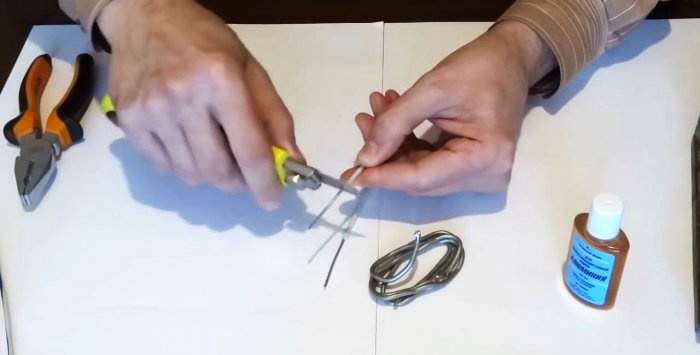
Hãy bắt đầu bằng cách hàn dây nhôm xoắn.Trước khi xoắn dây, bạn cần đảm bảo bề mặt của dây dẫn nhôm sạch sẽ. Nếu không, bạn cần phải tước dây bằng dao. Bề mặt của dây phải có màu bạc nhạt, không có màu xám đậm.
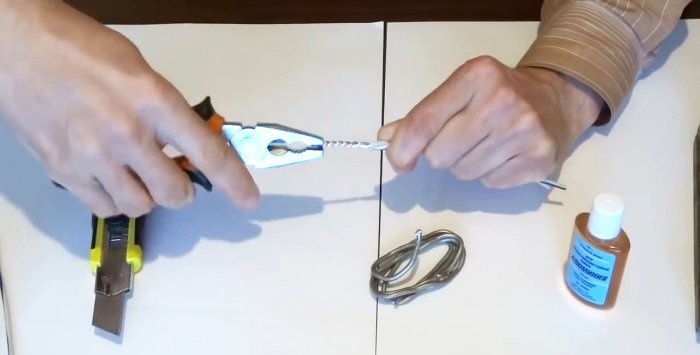
Chúng tôi xoắn bằng kìm.
Để hàn nhôm, chúng tôi sử dụng chất trợ dung đặc biệt. Nó có thể có nhãn hiệu cụ thể là F-61A, F-59A, F-64, v.v., hoặc đơn giản được gọi là “chất trợ dung để hàn nhôm”. Một chai 25 ml có giá khoảng 45 rúp và sẽ dùng được rất lâu.

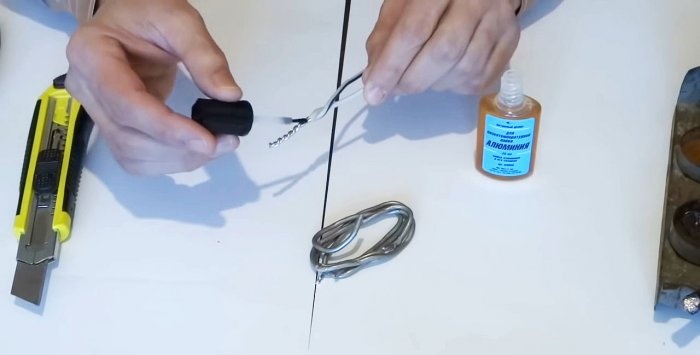
Dùng cọ thoa một lớp mỏng chất trợ dung lên phần xoắn ở tất cả các mặt.
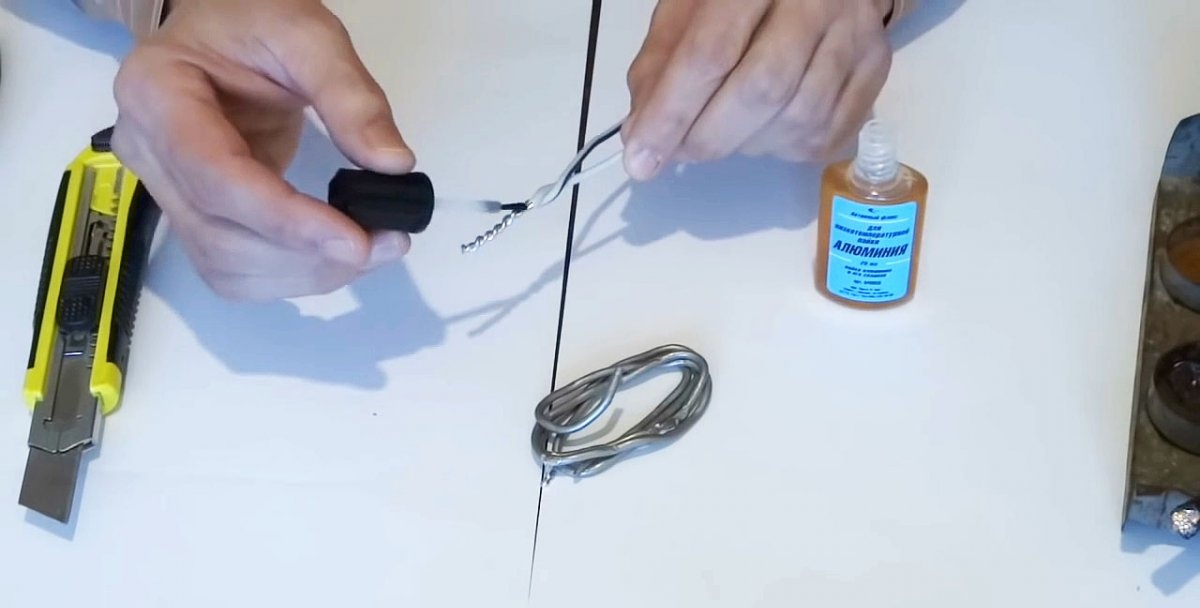
Làm ướt đầu mỏ hàn đã được làm nóng đến nhiệt độ vận hành bằng vật hàn bằng cách chạm nhẹ vào nó. Vuốt phần xoắn bằng bề mặt làm việc của đầu, hàn chất hàn vào nó.
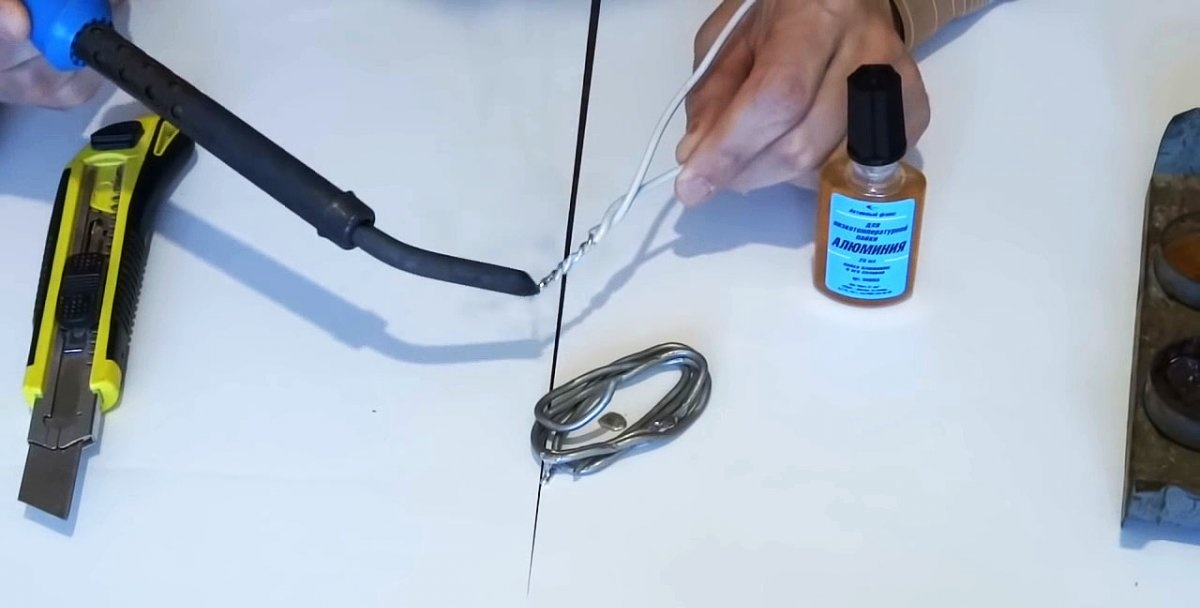
Chất hàn và nhôm có màu tương tự nhau, nhưng điều này không ngăn cản bạn quan sát cách chất hàn lan ra trên bề mặt dây, lấp đầy các khoảng trống giữa chúng. Bạn không nên lạm dụng lượng chất hàn quá nhiều, chỉ cần một lớp mỏng trên bề mặt nhôm là đủ, tránh để đông lạnh.
Hàn xoắn đồng

Tôi hàn các sợi đồng theo cách tương tự, chỉ có chất trợ dung trong trường hợp này là dung dịch nhựa thông trong axeton. Tôi chuẩn bị nó như sau. Tôi đổ khoảng 30 ml axeton vào chai và dần dần thêm nhựa thông, trước đó đã được nghiền thành bột, vào đó. Bằng cách khuấy, tôi đạt được sự hòa tan hoàn toàn nhựa thông. Kết quả là dung dịch sẽ có màu của trà yếu. Tôi cũng áp dụng thông lượng bằng bàn chải, mức tiêu thụ nhựa thông không đáng kể và nhờ tính lưu động của axeton, dung dịch thấm vào các kẽ hở nhỏ nhất. Nếu bạn sử dụng nhựa thông không hòa tan thì hiệu quả sẽ không được tốt, phần dư thừa phải được loại bỏ.

Dây đồng và nhôm xoắn
Khi lắp đặt hệ thống dây điện, không được nối trực tiếp dây dẫn với dây dẫn mang dòng điện làm bằng đồng và nhôm. Kết quả của quá trình điện hóa là một màng oxit được hình thành ở bề mặt tiếp xúc giữa các kim loại này, làm tăng điện trở tiếp xúc. Sự hiện diện của độ ẩm kích hoạt phản ứng. Kết quả là, điểm nối bắt đầu nóng lên, điều này càng đẩy nhanh quá trình ăn mòn. Đồng và nhôm được kết nối thông qua kim loại thứ ba. Thông thường, kết nối bắt vít được sử dụng với vòng đệm bằng thép được lắp giữa các dây hoặc kẹp đặc biệt để ngăn dây tiếp xúc trực tiếp.

Nếu cần nối dây bằng dây dẫn đồng và nhôm, tôi tiến hành như sau.

Tôi thiếc trước các dây đồng và nhôm cần nối, tức là tôi phủ chúng bằng một lớp hàn mỏng.
Đồng thời, tôi sử dụng từ thông khác nhau cho mỗi kim loại, nhưng tôi sử dụng cùng một chất hàn. Sau đó, tôi xoắn dây và hàn phần xoắn ở bên ngoài. Kết quả là dây đồng và dây nhôm được kết nối thông qua một lớp hàn ngăn cách chúng. Thiếc và chì có trong vật hàn trung hòa về mặt hóa học với đồng và nhôm, giúp loại bỏ hiện tượng ăn mòn điện hóa. Lớp hàn bên ngoài được áp dụng cho vòng xoắn sẽ bịt kín tiếp điểm và bảo vệ nó khỏi những tác động bên ngoài.

Đôi khi bạn có thể nghe thấy ý kiến cho rằng việc hàn xoắn mang lại mối nguy hiểm tiềm tàng. Người ta tin rằng khi vòng xoắn quá nóng, chất hàn sẽ tan chảy và khi nhỏ giọt sẽ làm hỏng lớp cách điện của các dây khác. Hãy tìm hiểu điều này.
Bản thân vòng xoắn, đặc biệt là khi hàn, cung cấp diện tích tiếp xúc điện lớn hơn nhiều lần so với tiết diện của dây chính.Điều này có nghĩa là khi hệ thống dây điện bị quá tải, sức nóng của dây xoắn sẽ ở mức tối thiểu. Trong trường hợp này, dây sẽ quá nóng dọc theo toàn bộ chiều dài của nó, điều này có thể dẫn đến nóng chảy lớp cách điện sớm hơn nhiều so với nóng chảy của chất hàn. Nguyên nhân của tình trạng này không phải là do xoắn hoặc hàn mà là do không có cầu dao hoặc lựa chọn sai.
Về tác dụng “phá hủy” của vật hàn nóng chảy, trong quá trình hàn bạn có thể đảm bảo rằng những giọt vô tình rơi ra từ đầu mỏ hàn thậm chí không làm cháy tờ báo trên bàn.
Phần kết luận
Khi thực hiện hàn, hãy tuân theo các quy tắc an toàn cơ bản. Làm việc với mỏ hàn điện có những nguy hiểm sau:
- điện giật nếu nó gặp trục trặc (sự cố pha trên thân và đầu mỏ hàn);
- khả năng bị bỏng (nhiệt độ nóng chảy của chất hàn chì-thiếc là khoảng 200°C).
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (22)
