Kết nối kim loại bằng đinh tán điện
Hàn đinh tán điện được sử dụng rộng rãi trong công nghiệp để nối các kết cấu làm bằng kim loại tấm mỏng. Đối với mục đích gia đình, việc hàn bằng đường may thông thường thường dễ dàng hơn, nhưng vẫn có những trường hợp ngoại lệ. Có thể cần hàn điểm khi tự sửa chữa thân xe, khi bọc xe tải, gian hàng, v.v. bằng các tấm thép. Tuy nhiên, do phương pháp hàn này ít phổ biến nên ít người quen với nó nên cần xem xét chi tiết hơn.

Để có được kinh nghiệm cần thiết, một thợ hàn mới làm quen nên bắt đầu chế tạo đinh tán điện bằng cách khoan một lỗ trên tấm kim loại phía trên. Khi hàn thép dày 3 mm, đường kính của nó phải là 6-9 mm.

Điện cực được đưa vào phôi phía dưới thông qua một lỗ trên tấm trên cùng. Nếu sử dụng thép mỏng thì bắt đầu bốc cháy từ tâm, sau đó từ từ di chuyển và tiếp tục nung chảy kim loại ở mép, di chuyển lên trên theo hình tròn. Trên kim loại dày có lỗ lớn, bạn cần đốt điện cực ở rìa, khi di chuyển theo vòng tròn, đôi khi di chuyển về phía tâm.


Để có được một đinh tán đáng tin cậy, bạn cần tuân theo một số quy tắc:
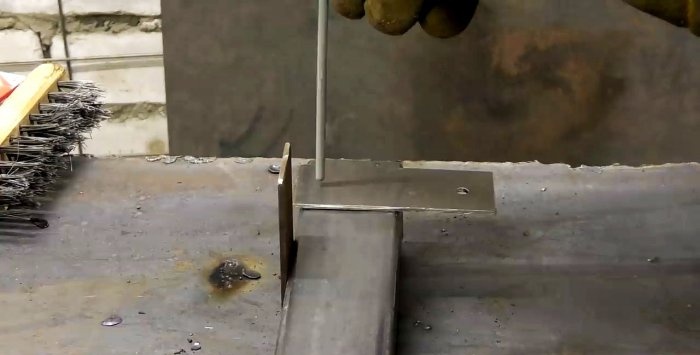
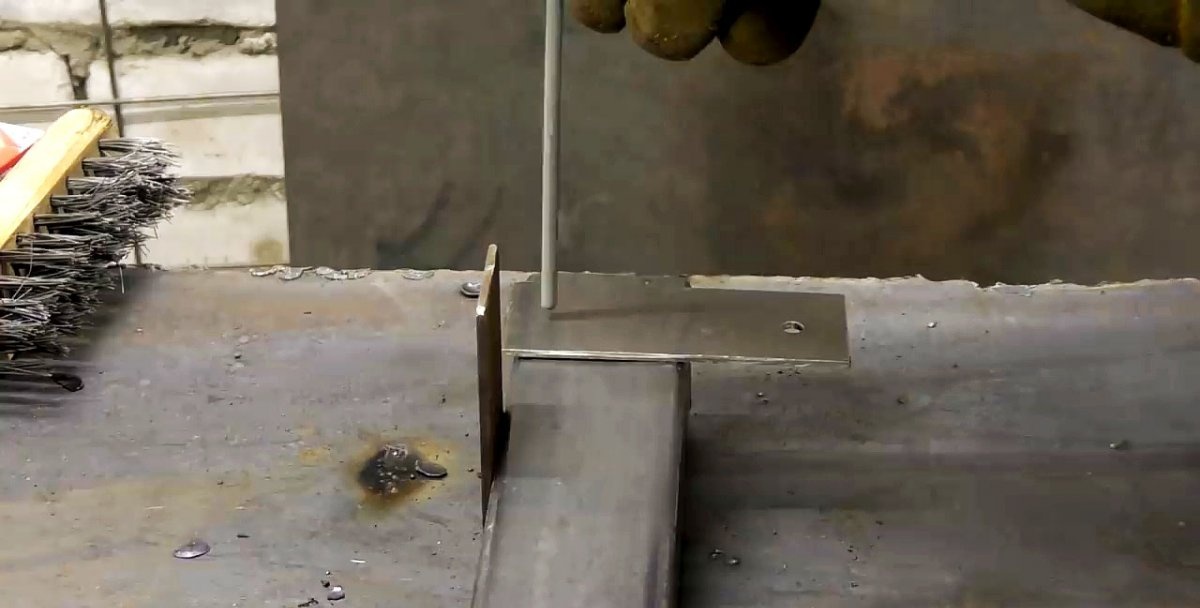
Có một số kinh nghiệm về hàn đường may, bạn có thể thử lắp ngay đinh tán điện mà không cần khoan tấm trên cùng. Phương pháp này phù hợp để hàn điểm các tấm mỏng. Điện cực được đặt tại điểm nối và giữ cho đến khi xuất hiện âm thanh cháy đặc trưng ở phần trên. Ngay sau khi tấm cháy hết, bạn cần từ từ nâng điện cực lên, nung chảy kim loại để đóng lỗ tạo thành.
Khi đặt đinh tán điện trên kim loại mỏng, bạn có thể sử dụng điện cực rutil. Trên các phôi nghiêm trọng hơn, lớp phủ nền sẽ tốt hơn. Nếu có ít nhất 2 đinh tán được tạo ra thì các bộ phận được kết nối sẽ không thể bị gãy theo bất kỳ hướng tác động nào. Nấu ăn bằng đinh tán nhanh hơn và tiết kiệm hơn về mặt tiêu thụ điện cực nên phương pháp này thực sự hữu ích.



Hàn có chuẩn bị lỗ sơ bộ
Để có được kinh nghiệm cần thiết, một thợ hàn mới làm quen nên bắt đầu chế tạo đinh tán điện bằng cách khoan một lỗ trên tấm kim loại phía trên. Khi hàn thép dày 3 mm, đường kính của nó phải là 6-9 mm.

Điện cực được đưa vào phôi phía dưới thông qua một lỗ trên tấm trên cùng. Nếu sử dụng thép mỏng thì bắt đầu bốc cháy từ tâm, sau đó từ từ di chuyển và tiếp tục nung chảy kim loại ở mép, di chuyển lên trên theo hình tròn. Trên kim loại dày có lỗ lớn, bạn cần đốt điện cực ở rìa, khi di chuyển theo vòng tròn, đôi khi di chuyển về phía tâm.


Để có được một đinh tán đáng tin cậy, bạn cần tuân theo một số quy tắc:
- Để nhanh chóng làm nóng phôi phía dưới, tốt hơn nên đặt dòng điện trên máy hàn ở mức 110A.
- Đặt ít nhất 2 đinh tán để tránh các bộ phận được kết nối bị xoắn ra ngoài.
- Nhấn chặt các phôi mỏng lại với nhau để tránh làm cháy lớp kim loại trên cùng;
- Tiết diện của kim loại càng cao thì đường kính lỗ để lắp đinh tán càng lớn.
- Đinh tán được cài đặt trong một lần mà không cần tạm dừng. Nhờ đó, toàn bộ xỉ sẽ tụ lại phía trên và có thể bị đánh đổ, tạo thành nấm gọn gàng.
Lắp đinh tán điện bằng cách đốt không tạo lỗ
Có một số kinh nghiệm về hàn đường may, bạn có thể thử lắp ngay đinh tán điện mà không cần khoan tấm trên cùng. Phương pháp này phù hợp để hàn điểm các tấm mỏng. Điện cực được đặt tại điểm nối và giữ cho đến khi xuất hiện âm thanh cháy đặc trưng ở phần trên. Ngay sau khi tấm cháy hết, bạn cần từ từ nâng điện cực lên, nung chảy kim loại để đóng lỗ tạo thành.
Khi đặt đinh tán điện trên kim loại mỏng, bạn có thể sử dụng điện cực rutil. Trên các phôi nghiêm trọng hơn, lớp phủ nền sẽ tốt hơn. Nếu có ít nhất 2 đinh tán được tạo ra thì các bộ phận được kết nối sẽ không thể bị gãy theo bất kỳ hướng tác động nào. Nấu ăn bằng đinh tán nhanh hơn và tiết kiệm hơn về mặt tiêu thụ điện cực nên phương pháp này thực sự hữu ích.


Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (2)
