Cách làm một chiếc máy phó bằng chính đôi tay của bạn
Một chiếc máy hoặc máy khoan là thứ không thể thiếu để làm việc với các bộ phận nhỏ trong bất kỳ xưởng hoặc gara nào. Trong lớp học tổng thể này, tôi sẽ kể cho bạn cách tôi tạo ra một chiếc phó cho máy khoan bằng chính đôi tay của mình. Xét thấy thường xuyên phải kẹp các bộ phận có độ dày khác nhau, tôi đã thêm một “thủ thuật” nhỏ vào thiết kế để nhanh chóng thay đổi độ rộng của kẹp, nhưng điều đầu tiên phải làm trước tiên.

Chúng tôi cắt ba thanh 50x50x120 mm và đánh dấu tâm trên hai thanh đó, vẽ hai đường chéo từ các góc đối diện của phôi.

Trên khối đầu tiên, dọc theo tâm được đánh dấu, chúng tôi thực hiện tuần tự xuyên qua lỗ 10 mm, sau đó đồng trục có đường kính 16 mm đến độ sâu 8 mm.

Sau đó chúng ta nhìn vào đai ốc M10.
Và dọc theo đường viền của đai ốc, chúng tôi đánh dấu mặt đếm của đai ốc bằng bút chì hoặc như tôi đã làm bằng một cái đục.

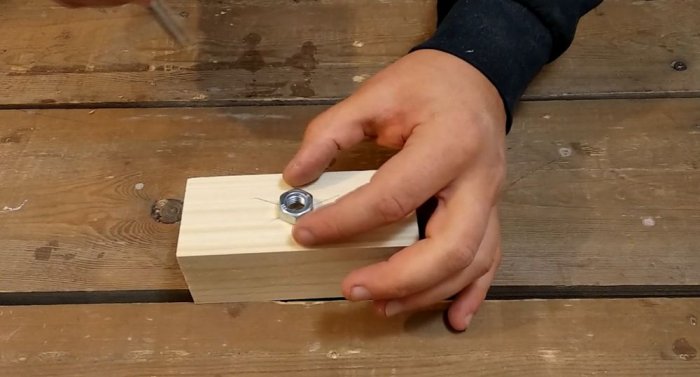
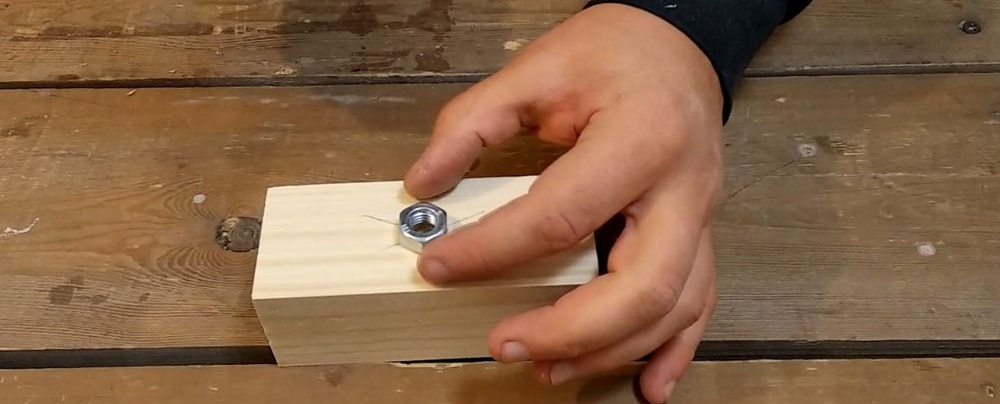
Làm việc với một cái đục, chúng tôi tạo một lỗ lục giác trên khối có độ sâu bằng độ sâu của lỗ thứ hai là 16 mm.

Chúng tôi ấn đai ốc vào lỗ tạo thành bằng kẹp, mặc dù bạn có thể chỉ cần dùng búa đóng nó vào.


Chúng tôi lấy khối thứ hai và theo các dấu hiệu, sử dụng máy khoan Forstner để tạo một lỗ 24 mm đến độ sâu 2 mm, sau đó đồng trục tạo một lỗ thứ hai 12 mm và độ sâu 6 mm.

Dọc theo chu vi của lỗ 24 mm đều nhau, sau 120 độ chúng ta khoan thêm ba lỗ có đường kính 3 mm để vít tự khai thác.

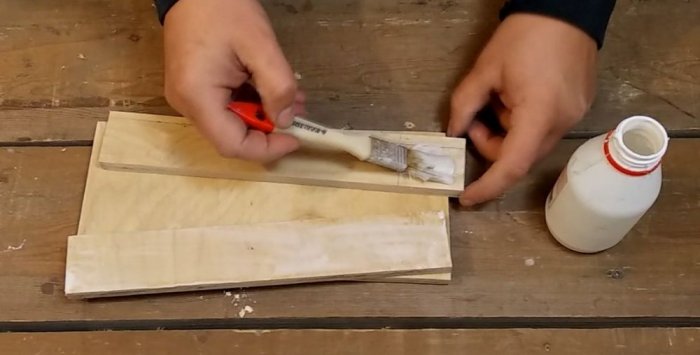
Tiếp theo, chúng ta sẽ lắp ráp phần đế của tấm phó từ ván ép dày 12 mm - chúng ta sẽ cần các miếng có kích thước 120x270 mm và hai miếng có kích thước 45x270 mm. Sau khi dán các bộ phận cần nối trước đó, chúng tôi buộc chặt chúng bằng vít tự khai thác dọc theo chiều dài 19 mm của gỗ (khoan trước các lỗ cho vít tự khai thác bằng vát cho đầu chìm của dây buộc).

Tương tự, chúng ta cố định hàm cố định của phó và bộ phận đẩy.


Phần cố định của phó đã sẵn sàng.

Chúng tôi thực hiện hai vết cắt trên vòng đệm mở rộng 8, tạo thành một rãnh dọc theo chiều rộng của lỗ.


Trên đinh M10 dài 250 mm, lùi lại 6 mm so với mép, chúng ta tạo một rãnh có đường kính 8 mm với chiều rộng khoảng 3 mm.


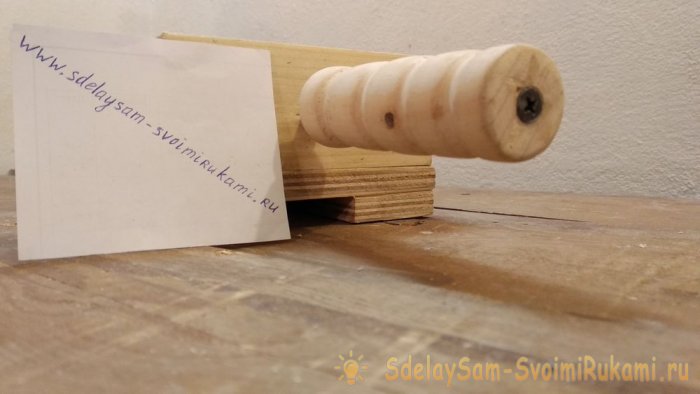
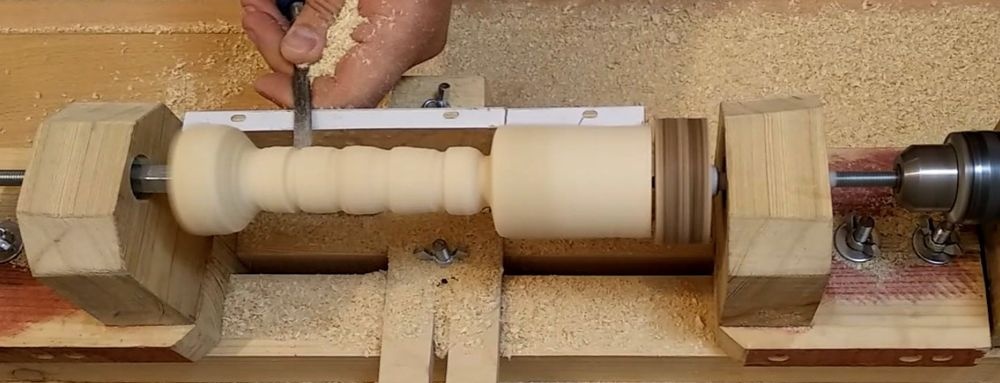
Chúng tôi xoay một tay cầm trên máy tiện. Trong trường hợp không có máy tiện, bạn có thể bào tay cầm hoặc cưa một mảnh từ tay cầm để làm cào hoặc xẻng (chúng được bán sẵn ở các cửa hàng đồ kim khí).

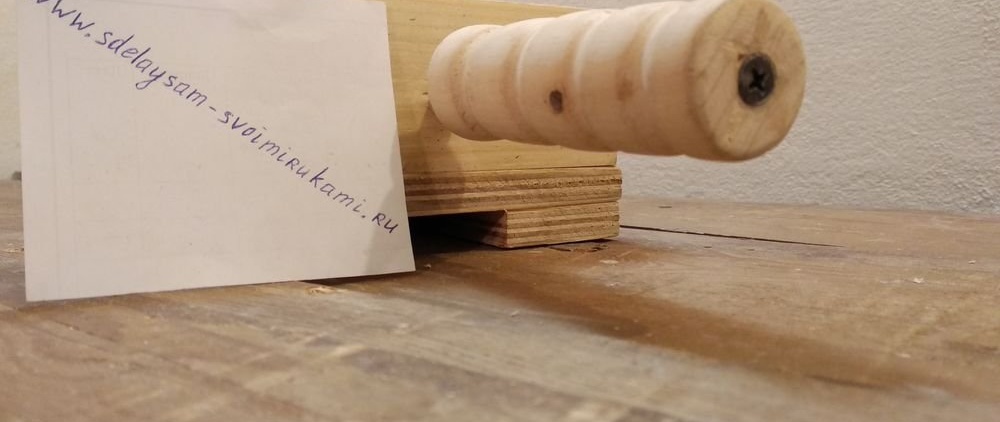
Ở hai đầu của tay cầm, chúng tôi tạo hai lỗ - ở một đầu có đường kính 10 mm và độ sâu 60 mm.

Và mặt còn lại có đường kính 3 mm dành cho vít tự khai thác.

Chúng tôi đặt đinh tán trên epoxy.

Vít tự ren bên kia cũng tương tự.

Lắp ráp một miếng bọt biển di động có tay cầm.
Ở dưới cùng của lỗ 12, chúng tôi đặt vòng đệm 6 cho goto, để khi vặn vào, chốt tựa vào kim loại chứ không phải vào gỗ.

Chúng tôi vặn chốt và lắp vòng đệm vào số 8, cố định nó vào hàm di động bằng vít tự khai thác.

Phó máy đã sẵn sàng.

Các bạn có thể xem quá trình sản xuất và lắp ráp chi tiết hơn trong video:
Tại sao bạn cần vít tự khai thác ở tay cầm?
Bạn cũng sẽ tìm hiểu về điều này trong video!

Từ các vật liệu chúng ta sẽ cần:
- - gỗ 50x50 mm;
- - ván ép dày 12 mm;
- - chốt M10 và đai ốc M10;
- - vòng đệm gia cố 8;
- - vòng đệm 6;
- - ba vít gỗ có đầu rộng;
- - vít tự khai thác cho gỗ 25 mm;
- - keo dán gỗ (tôi đã sử dụng PVA).
Lớp học tổng thể từng bước về cách chế tạo một máy khoan
Chúng tôi cắt ba thanh 50x50x120 mm và đánh dấu tâm trên hai thanh đó, vẽ hai đường chéo từ các góc đối diện của phôi.

Trên khối đầu tiên, dọc theo tâm được đánh dấu, chúng tôi thực hiện tuần tự xuyên qua lỗ 10 mm, sau đó đồng trục có đường kính 16 mm đến độ sâu 8 mm.

Sau đó chúng ta nhìn vào đai ốc M10.
Và dọc theo đường viền của đai ốc, chúng tôi đánh dấu mặt đếm của đai ốc bằng bút chì hoặc như tôi đã làm bằng một cái đục.

Làm việc với một cái đục, chúng tôi tạo một lỗ lục giác trên khối có độ sâu bằng độ sâu của lỗ thứ hai là 16 mm.

Chúng tôi ấn đai ốc vào lỗ tạo thành bằng kẹp, mặc dù bạn có thể chỉ cần dùng búa đóng nó vào.


Chúng tôi lấy khối thứ hai và theo các dấu hiệu, sử dụng máy khoan Forstner để tạo một lỗ 24 mm đến độ sâu 2 mm, sau đó đồng trục tạo một lỗ thứ hai 12 mm và độ sâu 6 mm.

Dọc theo chu vi của lỗ 24 mm đều nhau, sau 120 độ chúng ta khoan thêm ba lỗ có đường kính 3 mm để vít tự khai thác.

Tiếp theo, chúng ta sẽ lắp ráp phần đế của tấm phó từ ván ép dày 12 mm - chúng ta sẽ cần các miếng có kích thước 120x270 mm và hai miếng có kích thước 45x270 mm. Sau khi dán các bộ phận cần nối trước đó, chúng tôi buộc chặt chúng bằng vít tự khai thác dọc theo chiều dài 19 mm của gỗ (khoan trước các lỗ cho vít tự khai thác bằng vát cho đầu chìm của dây buộc).


Tương tự, chúng ta cố định hàm cố định của phó và bộ phận đẩy.


Phần cố định của phó đã sẵn sàng.

Chúng tôi thực hiện hai vết cắt trên vòng đệm mở rộng 8, tạo thành một rãnh dọc theo chiều rộng của lỗ.


Trên đinh M10 dài 250 mm, lùi lại 6 mm so với mép, chúng ta tạo một rãnh có đường kính 8 mm với chiều rộng khoảng 3 mm.


Chúng tôi xoay một tay cầm trên máy tiện. Trong trường hợp không có máy tiện, bạn có thể bào tay cầm hoặc cưa một mảnh từ tay cầm để làm cào hoặc xẻng (chúng được bán sẵn ở các cửa hàng đồ kim khí).
Ở hai đầu của tay cầm, chúng tôi tạo hai lỗ - ở một đầu có đường kính 10 mm và độ sâu 60 mm.

Và mặt còn lại có đường kính 3 mm dành cho vít tự khai thác.

Chúng tôi đặt đinh tán trên epoxy.

Vít tự ren bên kia cũng tương tự.

Lắp ráp một miếng bọt biển di động có tay cầm.
Ở dưới cùng của lỗ 12, chúng tôi đặt vòng đệm 6 cho goto, để khi vặn vào, chốt tựa vào kim loại chứ không phải vào gỗ.

Chúng tôi vặn chốt và lắp vòng đệm vào số 8, cố định nó vào hàm di động bằng vít tự khai thác.

Phó máy đã sẵn sàng.

Xem video
Các bạn có thể xem quá trình sản xuất và lắp ráp chi tiết hơn trong video:
Tại sao bạn cần vít tự khai thác ở tay cầm?
Bạn cũng sẽ tìm hiểu về điều này trong video!
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (0)
