Tay cầm dao bê tông DIY
Cán dao được làm bằng gỗ bền, PCB, sợi thủy tinh, carbon, sừng hoặc xương động vật, v.v. Nhưng chúng ta sẽ xem xét sự kết hợp khác thường nhất của các vật liệu.

Để xử lý tốt, một mặt, chúng tôi sẽ sử dụng hoàn toàn những vật liệu lãng phí, mặt khác, mua những vật liệu với số lượng nhỏ:
Để làm việc, bạn sẽ cần một máy khoan có phụ kiện, máy khoan, máy mài, đe và búa, phó và kìm, giấy nhám, đá mài, v.v.

Chúng tôi chọn một miếng bê tông có kết cấu và kích thước phù hợp rồi dùng máy mài để loại bỏ lớp trên cùng.

Chúng tôi tạo một khu vực bằng phẳng trên đó chúng tôi sử dụng bút đánh dấu để đánh dấu chiều dài và chiều rộng của các khoảng trống lót cán dao.


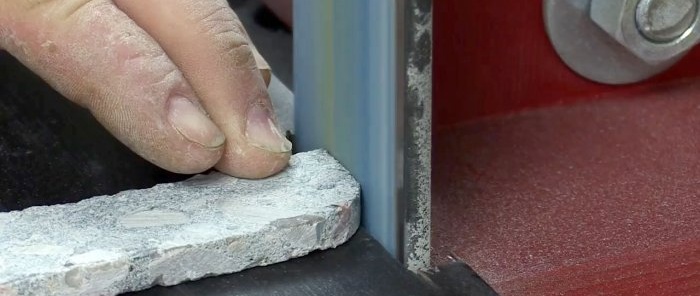
Chúng tôi tách các khoảng trống theo các dấu hiệu từ một miếng bê tông, mài chúng trên máy mài và định hình chiều dài của chúng, loại bỏ phần thừa bằng máy mài có đĩa cắt.

Sử dụng máy mài, sau đó sử dụng máy mài chúng ta tạo thành các cạnh và làm tròn các góc.


Có tính đến chiều dài của lưỡi dao và chuôi của lưỡi dao, chúng tôi xác định chiều dài của miếng đệm tay cầm. Chúng tôi đánh dấu nó bằng bút đánh dấu và cắt nó bằng máy mài.

Sử dụng máy khoan, chúng tôi tạo ba cặp lỗ thẳng đứng trên thân lưỡi dao với khoảng cách bằng nhau. Chúng tôi làm sạch các cạnh của chúng ở cả hai mặt bằng đá mài.
Trộn các thành phần của keo epoxy cho đến khi thu được hỗn hợp đồng nhất và bôi nó lên các bề mặt bên trong của lớp lót tay cầm và chuôi bằng một dải gỗ.

Chúng tôi ấn các miếng đệm ở cả hai bên vào thân và dùng kìm nén chúng ở các cạnh, và để nguyên mọi thứ cho đến khi keo cứng lại.

Quá trình xử lý tiếp theo trên máy mài được thực hiện theo hướng hài hòa và khớp giữa mặt cắt lưỡi với lớp lót tay cầm. Nếu chúng nhô ra ngoài kích thước của chuôi, hãy kẹp chúng vào một cái kẹp và cắt chúng bằng đĩa cắt.

Để đảm bảo con dao vừa vặn thoải mái trong tay, chúng tôi thực hiện lựa chọn vật liệu trơn tru từ dưới cùng của tay cầm, bắt đầu từ hai đầu và đạt mức tối đa ở giữa. Chúng tôi đánh dấu nó bằng bút đánh dấu, sau đó loại bỏ vật liệu bằng máy mài. Chúng tôi đang hoàn thiện hồ sơ của tay cầm trên máy mài.

Chúng tôi mài dao trên cùng một máy. Ở đây chúng ta bắt đầu định hình lưỡi dao, dần dần thay đổi độ mài mòn thành độ mịn ngày càng mịn hơn. Chúng tôi hoàn thiện nó bằng tay bằng giấy nhám.
Chúng tôi lau con dao bằng vải và mài nó trên đá mài. Sau đó, chúng tôi bọc lưỡi dao bằng màng và sơn tay cầm nhiều lần từ bình xịt, có những khoảng ngắt để sơn ngấm vào bê tông.

Đó là tất cả. Nhưng tại sao không buộc chặt lớp lót vào chuôi lưỡi dao bằng đinh tán bằng đồng hoặc nhôm? Hơn nữa, các lỗ được khoan trong đó. Không làm phức tạp công việc và gây nguy hiểm cho lớp lót, có thể bị nứt trong quá trình khoan. Chức năng của đinh tán được thực hiện bằng keo epoxy, xuyên qua các lỗ trên thân đinh tán và kết nối chắc chắn các lớp lót với nhau.
Ngoài ra, để thuận tiện cho việc xử lý lưỡi dao, phôi cắt từ xẻng có thể được giải phóng và sau khi quá trình hình thành hoàn tất, nó có thể được làm cứng lại.

Sẽ cần
Để xử lý tốt, một mặt, chúng tôi sẽ sử dụng hoàn toàn những vật liệu lãng phí, mặt khác, mua những vật liệu với số lượng nhỏ:
- một miếng bê tông;
- keo epoxy;
- một hộp sơn xịt.
Để làm việc, bạn sẽ cần một máy khoan có phụ kiện, máy khoan, máy mài, đe và búa, phó và kìm, giấy nhám, đá mài, v.v.
Quy trình làm cán dao bê tông

Chúng tôi chọn một miếng bê tông có kết cấu và kích thước phù hợp rồi dùng máy mài để loại bỏ lớp trên cùng.

Chúng tôi tạo một khu vực bằng phẳng trên đó chúng tôi sử dụng bút đánh dấu để đánh dấu chiều dài và chiều rộng của các khoảng trống lót cán dao.


Chúng tôi tách các khoảng trống theo các dấu hiệu từ một miếng bê tông, mài chúng trên máy mài và định hình chiều dài của chúng, loại bỏ phần thừa bằng máy mài có đĩa cắt.

Sử dụng máy mài, sau đó sử dụng máy mài chúng ta tạo thành các cạnh và làm tròn các góc.


Có tính đến chiều dài của lưỡi dao và chuôi của lưỡi dao, chúng tôi xác định chiều dài của miếng đệm tay cầm. Chúng tôi đánh dấu nó bằng bút đánh dấu và cắt nó bằng máy mài.


Sử dụng máy khoan, chúng tôi tạo ba cặp lỗ thẳng đứng trên thân lưỡi dao với khoảng cách bằng nhau. Chúng tôi làm sạch các cạnh của chúng ở cả hai mặt bằng đá mài.
Trộn các thành phần của keo epoxy cho đến khi thu được hỗn hợp đồng nhất và bôi nó lên các bề mặt bên trong của lớp lót tay cầm và chuôi bằng một dải gỗ.

Chúng tôi ấn các miếng đệm ở cả hai bên vào thân và dùng kìm nén chúng ở các cạnh, và để nguyên mọi thứ cho đến khi keo cứng lại.

Quá trình xử lý tiếp theo trên máy mài được thực hiện theo hướng hài hòa và khớp giữa mặt cắt lưỡi với lớp lót tay cầm. Nếu chúng nhô ra ngoài kích thước của chuôi, hãy kẹp chúng vào một cái kẹp và cắt chúng bằng đĩa cắt.

Để đảm bảo con dao vừa vặn thoải mái trong tay, chúng tôi thực hiện lựa chọn vật liệu trơn tru từ dưới cùng của tay cầm, bắt đầu từ hai đầu và đạt mức tối đa ở giữa. Chúng tôi đánh dấu nó bằng bút đánh dấu, sau đó loại bỏ vật liệu bằng máy mài. Chúng tôi đang hoàn thiện hồ sơ của tay cầm trên máy mài.

Chúng tôi mài dao trên cùng một máy. Ở đây chúng ta bắt đầu định hình lưỡi dao, dần dần thay đổi độ mài mòn thành độ mịn ngày càng mịn hơn. Chúng tôi hoàn thiện nó bằng tay bằng giấy nhám.
Chúng tôi lau con dao bằng vải và mài nó trên đá mài. Sau đó, chúng tôi bọc lưỡi dao bằng màng và sơn tay cầm nhiều lần từ bình xịt, có những khoảng ngắt để sơn ngấm vào bê tông.

Đó là tất cả. Nhưng tại sao không buộc chặt lớp lót vào chuôi lưỡi dao bằng đinh tán bằng đồng hoặc nhôm? Hơn nữa, các lỗ được khoan trong đó. Không làm phức tạp công việc và gây nguy hiểm cho lớp lót, có thể bị nứt trong quá trình khoan. Chức năng của đinh tán được thực hiện bằng keo epoxy, xuyên qua các lỗ trên thân đinh tán và kết nối chắc chắn các lớp lót với nhau.
Ngoài ra, để thuận tiện cho việc xử lý lưỡi dao, phôi cắt từ xẻng có thể được giải phóng và sau khi quá trình hình thành hoàn tất, nó có thể được làm cứng lại.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (2)
