Chế tạo chiếc máy này và quên đi những cuộc tập trận ngu ngốc mãi mãi
Để mài mũi khoan nhanh chóng và chính xác, bạn có thể lắp ráp một chiếc máy đơn giản cho phép bạn chỉnh sửa chúng ở góc chính xác. Một chiếc máy mini tự chế hầu như không chiếm diện tích trong xưởng. Khi cất giữ, nó có thể được đặt trong ngăn bàn hoặc trên kệ.


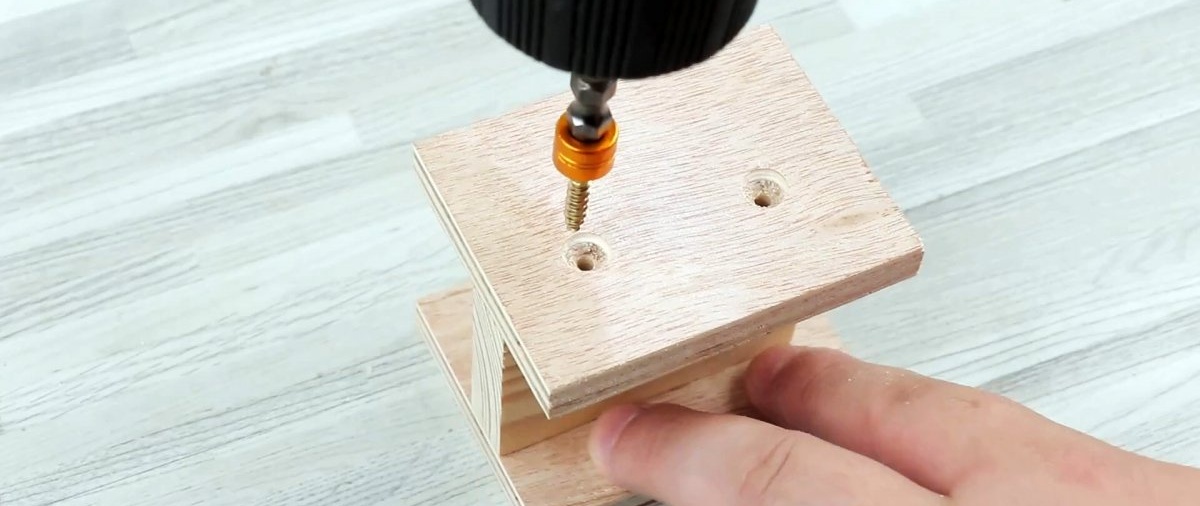
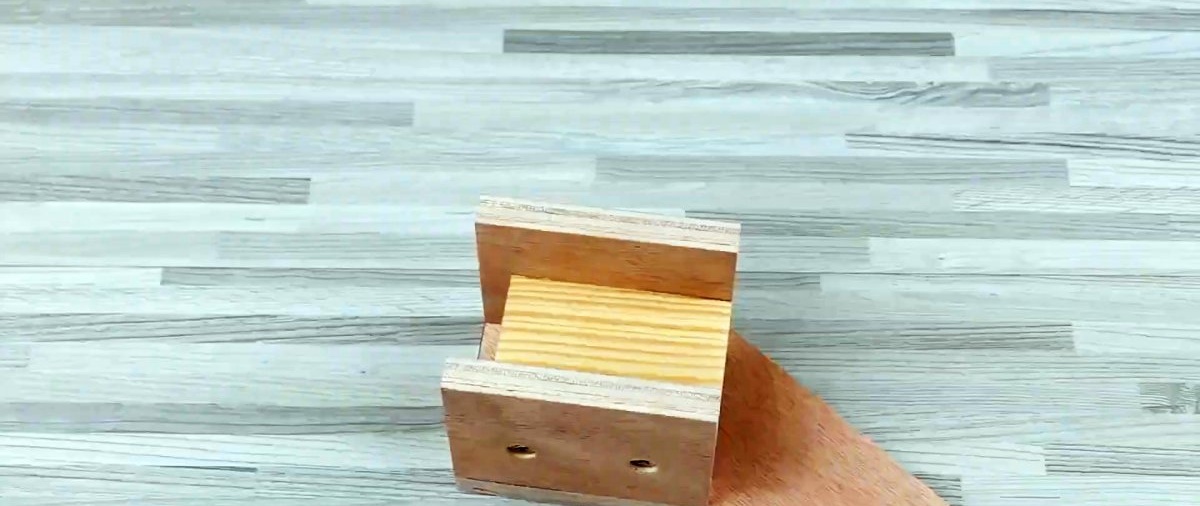
Từ ván ép hoặc ván dày 10 mm, bạn cần cắt 2 khoảng trống 70x55 mm và một khoảng 60x40 mm. Sử dụng vít tự khai thác, chúng được kết nối vào bệ máy hình chữ H.

Sau đó đế được cắt ra khỏi ván ép. Nó phải có hình dạng góc cạnh. Khi vẽ, nên sử dụng thước đo góc để tạo thành góc mà mũi khoan sẽ được mài sắc. Ví dụ, nếu bạn cần mài mũi khoan cho kim loại cứng thì bạn cần một góc 116-118 độ. Đế được bắt vít vào đế bằng vít tự khai thác.Nếu ban đầu bạn không đặt góc chính xác thì sau này, khi đặt điểm dừng cho mũi khoan, nó sẽ được lắp đặt không đối xứng. Điều này không quan trọng, nhưng nó sẽ trông kém gọn gàng hơn mức có thể.


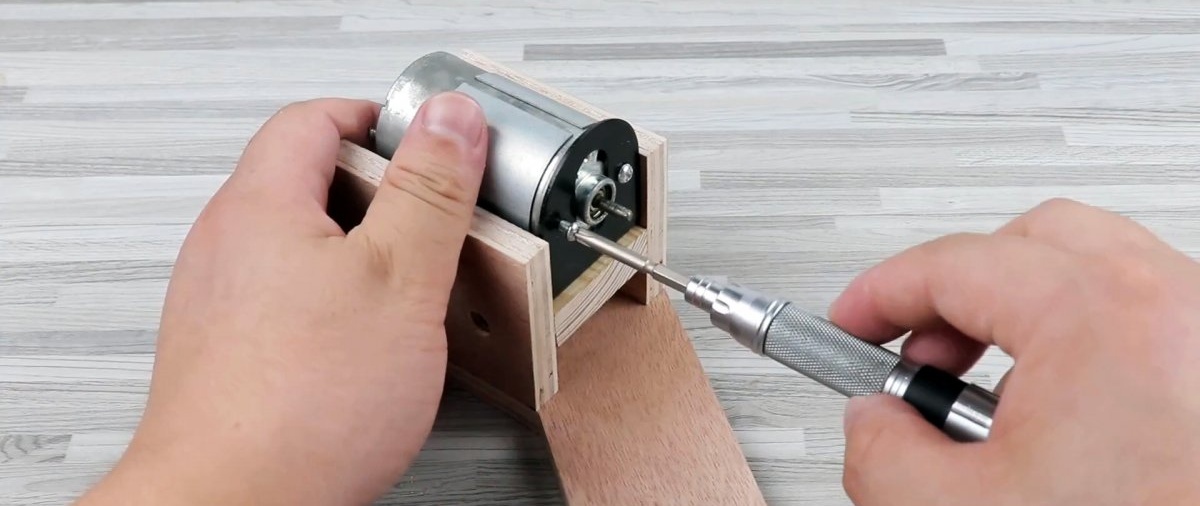
Một giá đỡ được lắp đặt trên bệ máy và động cơ được vặn vào đó. Bộ chuyển đổi cho đĩa cắt được kẹp vào trục động cơ.


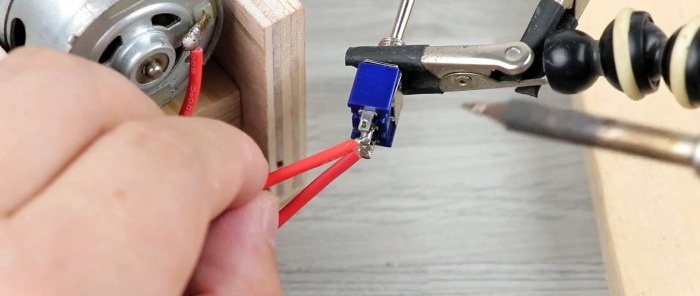
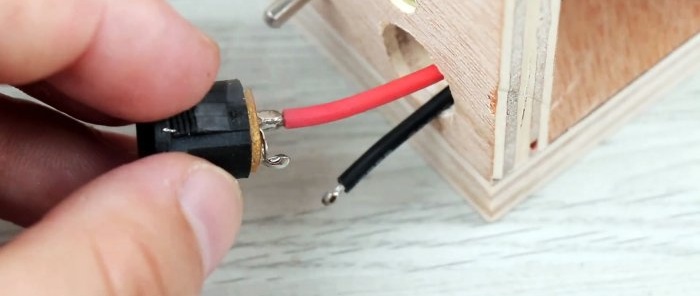
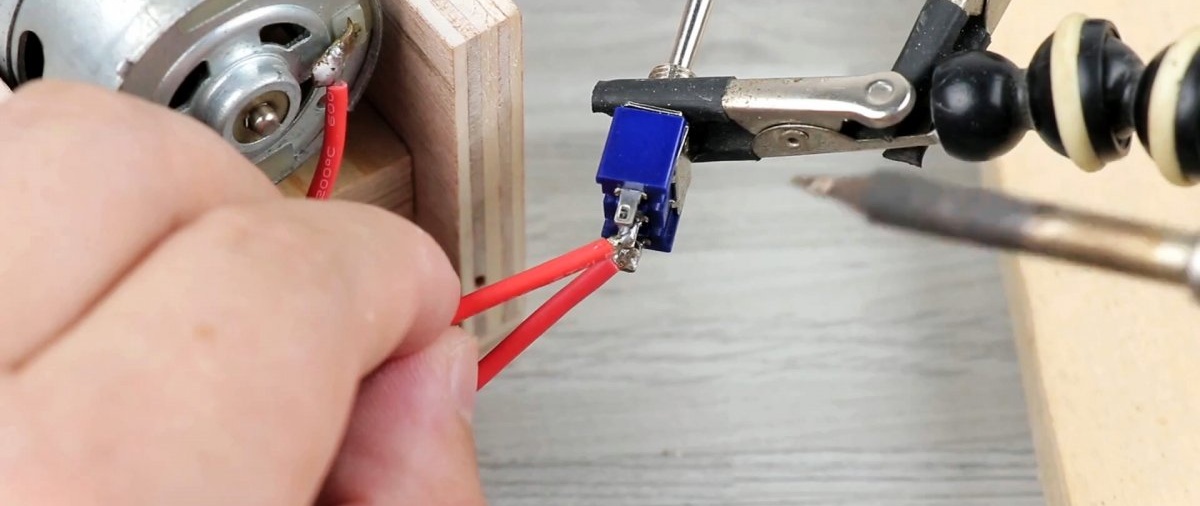
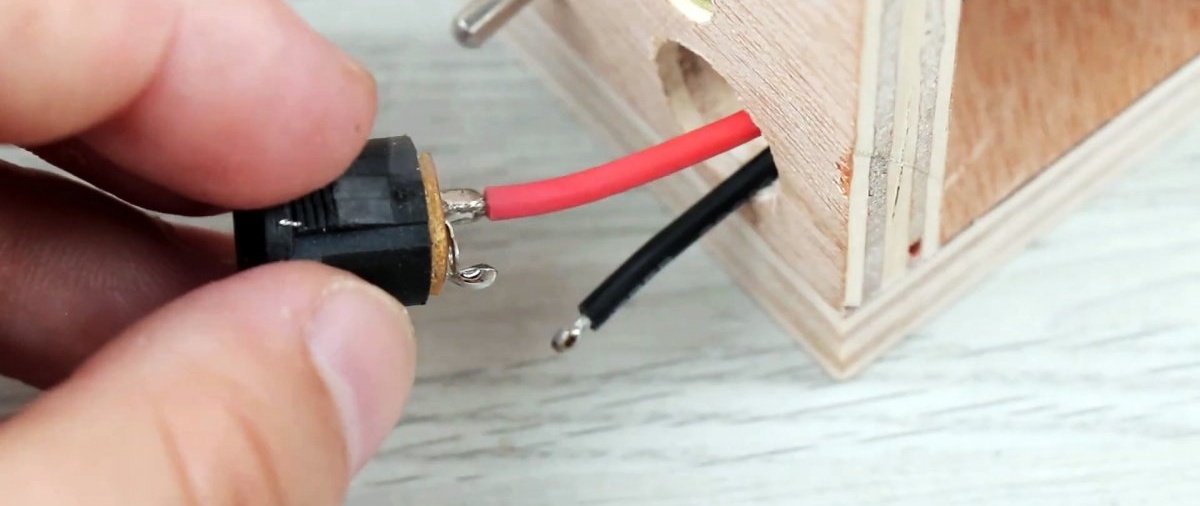
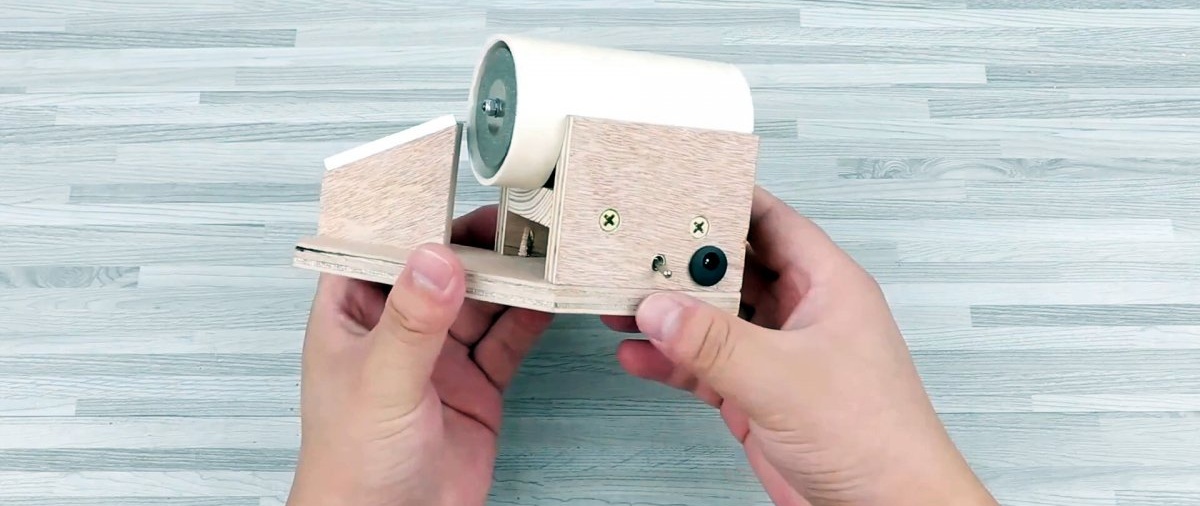
Các lỗ được khoan ở bên dưới đáy đế để lắp đầu nối nguồn và công tắc bật tắt. Phần điện của máy được hàn và dán keo tại chỗ.

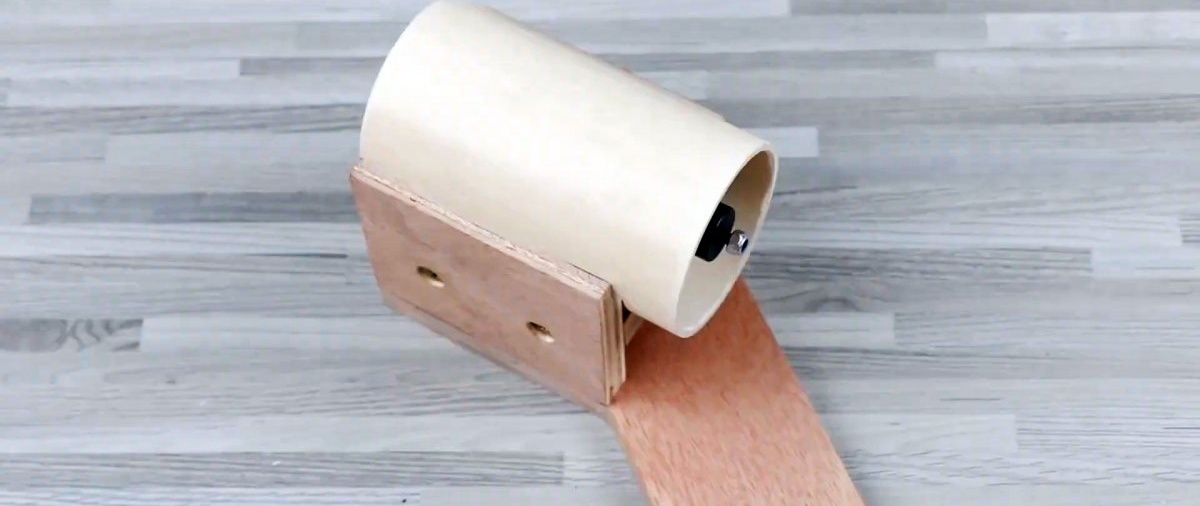
Tiếp theo, một đoạn ống PVC dài 86 mm được cắt. Nó cần phải được cắt theo chiều dọc như trong ảnh. Kết quả là một lớp vỏ để bảo vệ động cơ. Nó được dán vào bệ máy phía trên động cơ. Điều quan trọng là vỏ phải có đủ khe để cho phép tiếp cận bộ chuyển đổi trên trục động cơ bằng cờ lê, cần thiết để kẹp bánh mài.


Một đĩa kim cương 40 mm được lắp vào bộ chuyển đổi trên trục động cơ.

Sau đó, một mũi khoan cắt từ ván ép được vặn vào phần nhô ra của đế. Nó được định vị sao cho mũi khoan nằm trên đó chạm đầu vào đĩa một góc 116-118 độ.

Mặt trên của nó cũng được làm ở một góc tương ứng với góc mài. Để ngăn mũi khoan bị trượt, một giá đỡ làm bằng nhôm hình chữ U được dán vào điểm dừng phía trên.

Nhờ đó, cạnh được mài sẽ luôn song song hoàn toàn với mặt phẳng của đĩa mài.





Nguyên vật liệu:
- động cơ điện DC 555 -
- khung động cơ;
- đầu nối nguồn;
- bộ chuyển đổi từ trục động cơ sang đĩa cắt;
- công tắc điện;
- đĩa kim cương 40 mm;
- nguồn điện 12-24V;
- ván ép 10 mm;
- Ống PVC 50mm.

Quy trình sản xuất máy mài mũi khoan
Từ ván ép hoặc ván dày 10 mm, bạn cần cắt 2 khoảng trống 70x55 mm và một khoảng 60x40 mm. Sử dụng vít tự khai thác, chúng được kết nối vào bệ máy hình chữ H.
Sau đó đế được cắt ra khỏi ván ép. Nó phải có hình dạng góc cạnh. Khi vẽ, nên sử dụng thước đo góc để tạo thành góc mà mũi khoan sẽ được mài sắc. Ví dụ, nếu bạn cần mài mũi khoan cho kim loại cứng thì bạn cần một góc 116-118 độ. Đế được bắt vít vào đế bằng vít tự khai thác.Nếu ban đầu bạn không đặt góc chính xác thì sau này, khi đặt điểm dừng cho mũi khoan, nó sẽ được lắp đặt không đối xứng. Điều này không quan trọng, nhưng nó sẽ trông kém gọn gàng hơn mức có thể.

Một giá đỡ được lắp đặt trên bệ máy và động cơ được vặn vào đó. Bộ chuyển đổi cho đĩa cắt được kẹp vào trục động cơ.

Các lỗ được khoan ở bên dưới đáy đế để lắp đầu nối nguồn và công tắc bật tắt. Phần điện của máy được hàn và dán keo tại chỗ.

Tiếp theo, một đoạn ống PVC dài 86 mm được cắt. Nó cần phải được cắt theo chiều dọc như trong ảnh. Kết quả là một lớp vỏ để bảo vệ động cơ. Nó được dán vào bệ máy phía trên động cơ. Điều quan trọng là vỏ phải có đủ khe để cho phép tiếp cận bộ chuyển đổi trên trục động cơ bằng cờ lê, cần thiết để kẹp bánh mài.

Một đĩa kim cương 40 mm được lắp vào bộ chuyển đổi trên trục động cơ.

Sau đó, một mũi khoan cắt từ ván ép được vặn vào phần nhô ra của đế. Nó được định vị sao cho mũi khoan nằm trên đó chạm đầu vào đĩa một góc 116-118 độ.

Mặt trên của nó cũng được làm ở một góc tương ứng với góc mài. Để ngăn mũi khoan bị trượt, một giá đỡ làm bằng nhôm hình chữ U được dán vào điểm dừng phía trên.
Nhờ đó, cạnh được mài sẽ luôn song song hoàn toàn với mặt phẳng của đĩa mài.




Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (4)
