Как да пробиете всяка бързорежеща стомана със свредло за плочки
Как се пробива бързорежеща стомана клас P6M5 или HSS според европейското обозначение? Например, направихме нож от острие от механичен трион и трябва да пробием дупки в него с диаметър 5-6 mm за щифтове, за да монтираме и закрепим подложките на дръжката.
Същата операция може да е необходима за пробиване на ножовка за метал от стомана 1Х6ВФ, от която можете да направите някои полезни продукти. Парче острие от механичен трион от стомана 9HF е подходящо не само за направата на ножове, но, например, и на нестандартни ключодържатели.

Всички разглеждани и други марки бързорежещи стомани се пробиват с помощта на копиевидни (перови) свредла за плочки с различен дизайн. Например стеблата се правят кръгли или шестоъгълни, което не е от основно значение за основната работа - пробиване.

Те се продават свободно в почти всички строителни магазини или обекти за продажба на всякакви инструменти.И което е много важно, бормашините от този тип и предназначение са привлекателни, защото са евтини.
Също така, за пробиване на високоскоростни стомани ще ви трябват фрези с различни форми и дизайн. С тяхна помощ се осигуряват точността, чистотата, формата и необходимият диаметър на пробития отвор.

Трябва да пробием следните проби:
Нека започнем с ножовка за метал. Като инструмент ще изберем използвано свредло за плочки, което вече е заточено повече от веднъж на диамантено колело. Тоест, дълго време не остана нищо от фабричното заточване, което несъмнено би дало най-добър резултат.
Вкарваме нашия инструмент в патронника на електрическа бормашина и започваме да пробиваме без използване на смазка или охлаждане. Избираме ниска скорост като режим на работа. Забелязваме, че процесът е бавен, но с известно търпение след известно време върху острието се появява конична вдлъбнатина, нещо като зенкер, причинено от формата на нашето свредло.

Пробиваме, докато от другата страна се появи туберкул.

След това обръщаме платното и продължаваме процеса, като се фокусираме върху туберкула.


Алтернативно пробивайки от едната страна на другата, постигаме увеличаване на диаметъра на отвора, докато получим желания размер.

Следващата проба е острие от рамков трион. Избираме мястото за пробиване в основата на зъбите, където материалът има най-голяма твърдост.

Процесът също не протича много бързо, но стабилно. Това се вижда от постепенно увеличаващия се обем на стружки около свредлото.

Забелязваме, че работата върви по-бързо, ако леко разклатите инструмента от едната към другата страна. Това помага за отстраняването на стружките от зоната на рязане.
Продължаваме да пробиваме от едната страна, докато върхът на инструмента премине цялата дебелина на метала и образува малък туберкул от другата страна на нашата проба.

Тъй като дебелината на метала е по-голяма от тази на метално острие, ще трябва да сменим свредлото по средата на процеса или да наточим повторно това, което използваме. След това обръщаме пробата и продължаваме да пробиваме.


Само след няколко завъртания на свредлото се образува проходен отвор. Продължавайки процеса, постигаме необходимия диаметър за свързващата част.
Направете дупката с помощта на подходящ нож.

В нашия случай е най-удобно да използвате инструмент с конична форма. По-лесно и по-бързо е да постигнете необходимия размер на отвора и да му придадете цилиндрична форма.

В края на краищата, след използване на перо свредло с голям конус, дупката се оказва с различен диаметър: по-близо до повърхността на пробата е по-голяма, а в центъра е по-малка.

Нека започнем да пробиваме острието от механичен трион.

За да направите това, ние също избираме зона по-близо до зъбите, тъй като на това място металът е по-твърд поради специално втвърдяване.


Процесът изглежда е по-бърз в сравнение с предишните две проби. Това може да се види от интензивността на образуване на стружки и производството на проходен отвор без пробиване от обратната страна.

Един от фрезите ще ви помогне да приведете отвора до желания диаметър и да му придадете цилиндрична форма, както в предишните случаи.




На практика сме се убедили, че всеки клас бързорежеща стомана може да се пробие с обикновени китайски перови свредла за плочки, чиито основни предимства са достъпността и ниската цена.Също така в този случай са полезни стандартни фрези, с помощта на които се уточнява диаметърът на отворите и им се придава цилиндрична форма.
Използвайки ленено масло за пробиване (използва се при работа с неръждаема стомана и съдържа олеинова киселина), ще бъде възможно да се увеличи производителността, да се заточва инструментът по-рядко и да се подобри чистотата на обработката.
Практиката показва, че процесът на пробиване на бързорежещи стомани ще стане по-продуктивен, ако първо използвате свредла с по-малък диаметър, а след това с по-голям.
Някои занаятчии използват винтове или винтове, произведени в Германия и използвани за бетонова работа, като инструменти за пробиване на бързорежещи стомани. Тяхната отличителна черта е, че на главата има буквата "H" (Hardened - закалена).
Същата операция може да е необходима за пробиване на ножовка за метал от стомана 1Х6ВФ, от която можете да направите някои полезни продукти. Парче острие от механичен трион от стомана 9HF е подходящо не само за направата на ножове, но, например, и на нестандартни ключодържатели.

Необходими инструменти и мостри
Всички разглеждани и други марки бързорежещи стомани се пробиват с помощта на копиевидни (перови) свредла за плочки с различен дизайн. Например стеблата се правят кръгли или шестоъгълни, което не е от основно значение за основната работа - пробиване.

Те се продават свободно в почти всички строителни магазини или обекти за продажба на всякакви инструменти.И което е много важно, бормашините от този тип и предназначение са привлекателни, защото са евтини.
Също така, за пробиване на високоскоростни стомани ще ви трябват фрези с различни форми и дизайн. С тяхна помощ се осигуряват точността, чистотата, формата и необходимият диаметър на пробития отвор.

Трябва да пробием следните проби:
- парче от рамков трион от стомана 9HF.
- острие от ножовка за метал от стомана клас 1Х6ВФ.
- Механичен трион от HSS стомана.
Процесът на пробиване на проби от високоскоростна стомана
Нека започнем с ножовка за метал. Като инструмент ще изберем използвано свредло за плочки, което вече е заточено повече от веднъж на диамантено колело. Тоест, дълго време не остана нищо от фабричното заточване, което несъмнено би дало най-добър резултат.
Вкарваме нашия инструмент в патронника на електрическа бормашина и започваме да пробиваме без използване на смазка или охлаждане. Избираме ниска скорост като режим на работа. Забелязваме, че процесът е бавен, но с известно търпение след известно време върху острието се появява конична вдлъбнатина, нещо като зенкер, причинено от формата на нашето свредло.

Пробиваме, докато от другата страна се появи туберкул.

След това обръщаме платното и продължаваме процеса, като се фокусираме върху туберкула.

Алтернативно пробивайки от едната страна на другата, постигаме увеличаване на диаметъра на отвора, докато получим желания размер.

Следващата проба е острие от рамков трион. Избираме мястото за пробиване в основата на зъбите, където материалът има най-голяма твърдост.

Процесът също не протича много бързо, но стабилно. Това се вижда от постепенно увеличаващия се обем на стружки около свредлото.

Забелязваме, че работата върви по-бързо, ако леко разклатите инструмента от едната към другата страна. Това помага за отстраняването на стружките от зоната на рязане.
Продължаваме да пробиваме от едната страна, докато върхът на инструмента премине цялата дебелина на метала и образува малък туберкул от другата страна на нашата проба.

Тъй като дебелината на метала е по-голяма от тази на метално острие, ще трябва да сменим свредлото по средата на процеса или да наточим повторно това, което използваме. След това обръщаме пробата и продължаваме да пробиваме.


Само след няколко завъртания на свредлото се образува проходен отвор. Продължавайки процеса, постигаме необходимия диаметър за свързващата част.
Направете дупката с помощта на подходящ нож.

В нашия случай е най-удобно да използвате инструмент с конична форма. По-лесно и по-бързо е да постигнете необходимия размер на отвора и да му придадете цилиндрична форма.

В края на краищата, след използване на перо свредло с голям конус, дупката се оказва с различен диаметър: по-близо до повърхността на пробата е по-голяма, а в центъра е по-малка.

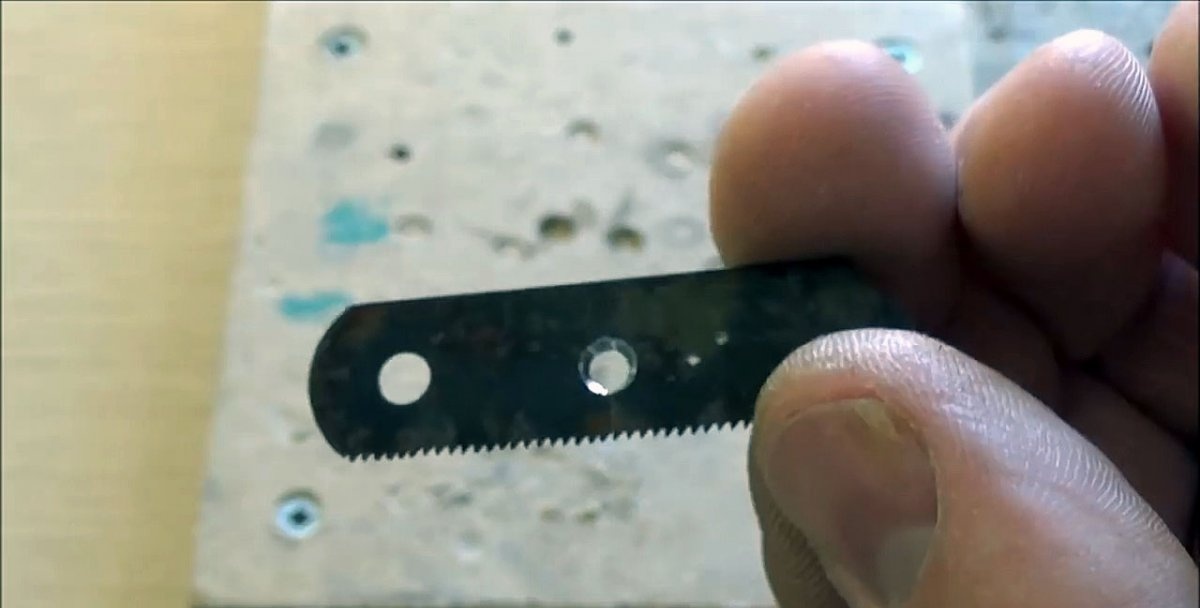
Нека започнем да пробиваме острието от механичен трион.

За да направите това, ние също избираме зона по-близо до зъбите, тъй като на това място металът е по-твърд поради специално втвърдяване.


Процесът изглежда е по-бърз в сравнение с предишните две проби. Това може да се види от интензивността на образуване на стружки и производството на проходен отвор без пробиване от обратната страна.

Един от фрезите ще ви помогне да приведете отвора до желания диаметър и да му придадете цилиндрична форма, както в предишните случаи.




На практика сме се убедили, че всеки клас бързорежеща стомана може да се пробие с обикновени китайски перови свредла за плочки, чиито основни предимства са достъпността и ниската цена.Също така в този случай са полезни стандартни фрези, с помощта на които се уточнява диаметърът на отворите и им се придава цилиндрична форма.
Последни съвети и бележки
Използвайки ленено масло за пробиване (използва се при работа с неръждаема стомана и съдържа олеинова киселина), ще бъде възможно да се увеличи производителността, да се заточва инструментът по-рядко и да се подобри чистотата на обработката.
Практиката показва, че процесът на пробиване на бързорежещи стомани ще стане по-продуктивен, ако първо използвате свредла с по-малък диаметър, а след това с по-голям.
Някои занаятчии използват винтове или винтове, произведени в Германия и използвани за бетонова работа, като инструменти за пробиване на бързорежещи стомани. Тяхната отличителна черта е, че на главата има буквата "H" (Hardened - закалена).
Гледай видеото
Подобни майсторски класове






Особено интересно






Коментари (23)
