Как да заварите голяма дупка или да направите широк шев - 1 трик на опитен заварчик
Ако нямате под ръка електроди с голям диаметър или тел за пълнене и трябва да заварите голям отвор, тогава можете да се справите с тънки електроди. За да направите това, достатъчно е да използвате две „тайни“, които практически не усложняват процеса на заваряване, но помагат за постигане на необходимия резултат.
Ще се нуждая
- Електроди с тънко покритие;
- железен пирон;
- машина за заваряване;
- менгеме за пейка;
- заваръчен материал;
- Български;
- чук и наковалня;
- завържете тел и клещи.
Процес на заваряване с помощта на втори гол електрод
За първия метод ние навиваме покрития електрод с масивна метална пръчка, поставена върху дебела метална плоча.

В този случай покритието на електрода ще се напука и ще се отлепи от жицата. Тези места, където покритието не е напълно отстранено, могат да бъдат изтъркани с нашата метална „точилка“.

Затягаме железния пирон и „голия“ електрод в менгеме и увиваме единия край на телта около гвоздея два или три пъти.

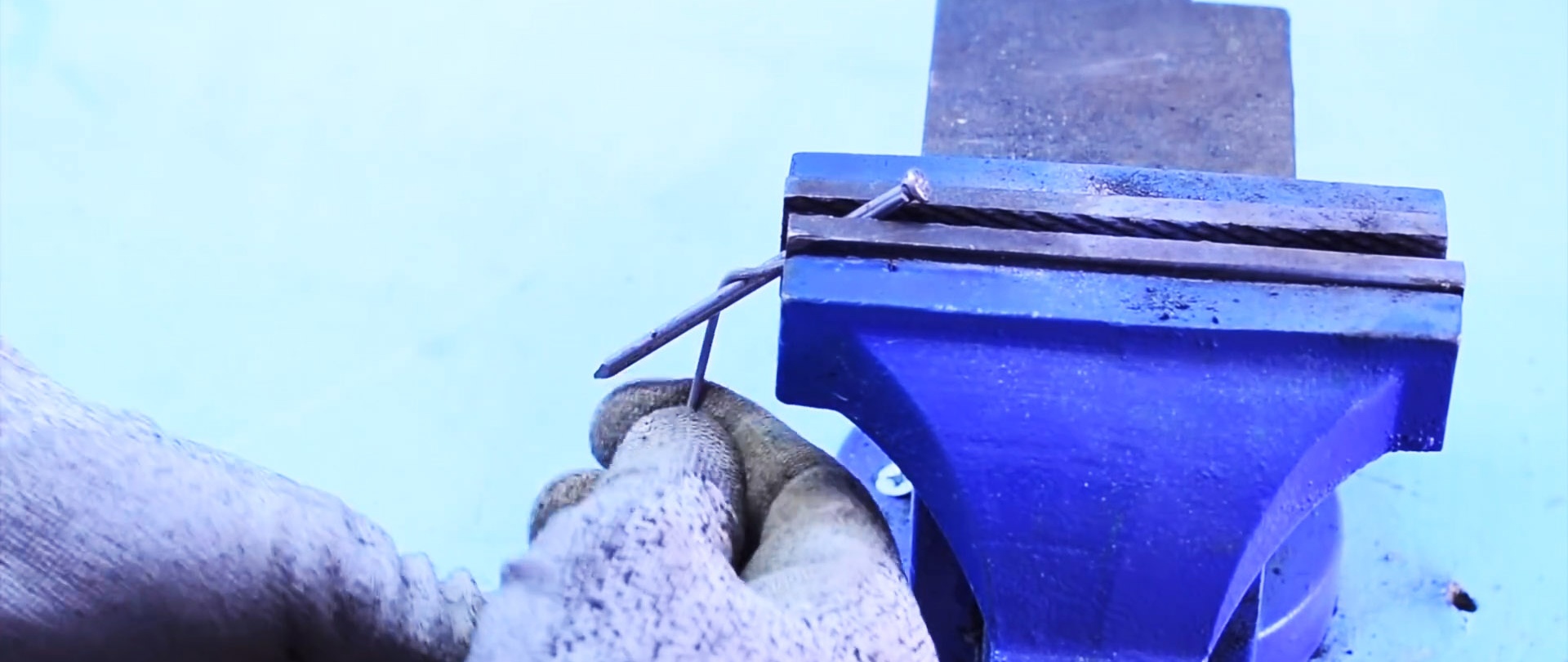
Навиваме получената спирала върху покрития електрод и, като огъваме жицата на различни места, се уверяваме, че тя е притисната към покрития електрод.

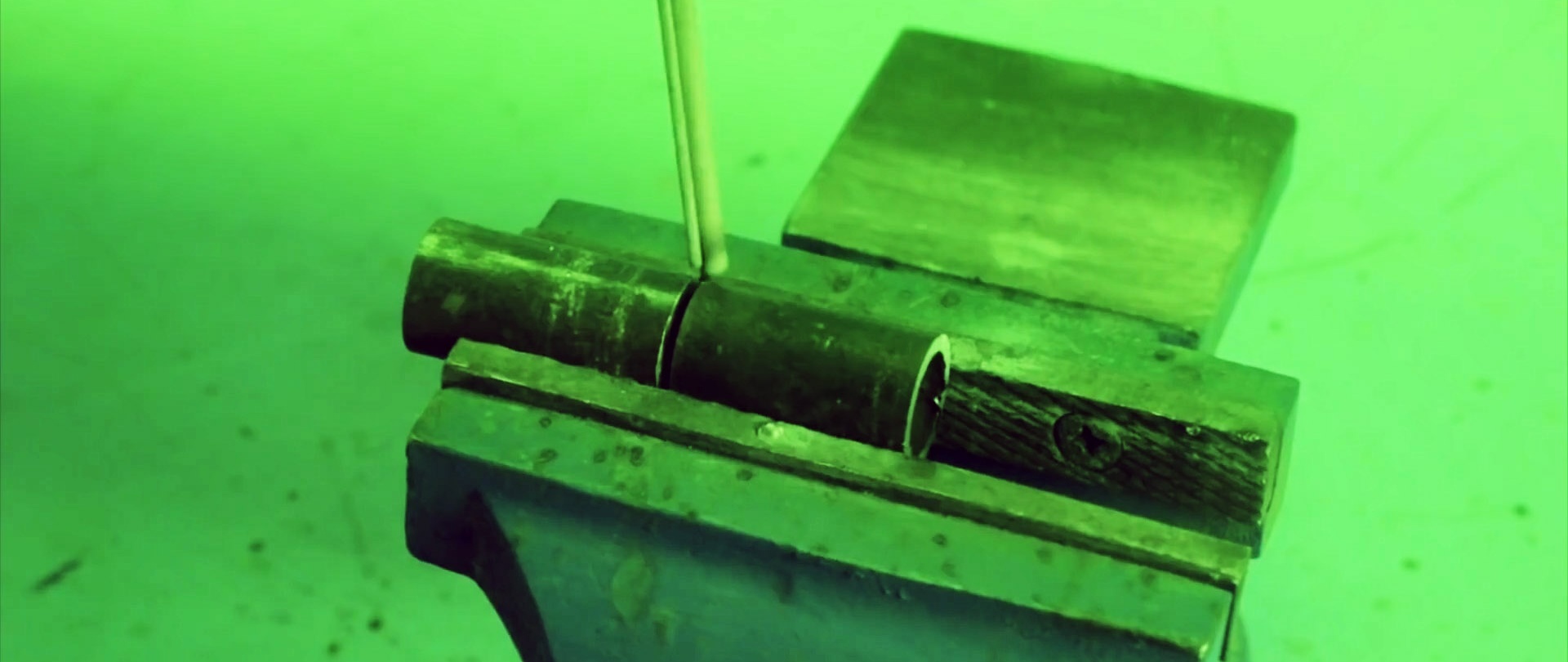
Вмъкваме краищата на двата електрода в държача (токът протича през двата електрода) и започваме да заваряваме края на тръба с достатъчно голям диаметър. Процесът протича бързо и ефективно, тъй като металът на два едновременно топящи се електрода е напълно достатъчен за заваряване на такъв голям отвор.

Ние сме убедени в това след завършване на заваряването на отвора на тръбата и смилането на мястото на заваряване с мелница.

Резултатът беше непрекъснат и херметичен „капак“.

Втората версия на заваръчния трик с помощта на втори „гол“ електрод
При втория метод ние почукваме покрития електрод с чук върху наковалня и също така постигаме пълно отлепване на покритието. С помощта на малко парче свързваща жица завинтваме горната част на „голия“ електрод към електрода с покритие точно под контактния му край без покритие.

С този „дизайн“ ще заваряваме краищата на две тръби с разстояние, по-голямо от обичайното, или отвор в тръба с диаметър няколко пъти по-голям от диаметъра на електродите, които използваме.

Тъй като токът не протича през „голия“ електрод, тъй като той е изолиран от източника на ток, неговият метал се топи по-бавно от метала на основния електрод и процесът протича в оптимален режим.

Това се вижда ясно след почистване на местата за заваряване с мелница: няма пробиви, пукнатини или петна от шлака.

Гледай видеото
Подобни майсторски класове












