2 типични грешки, които водят до прогаряне и некачествени шевове при заваряване на тънкостенна тръба
Понякога в дома или на работното място има нужда от заваряване на тънкостенна профилна тръба към дебел метален лист, например към ипотека при издигане на ограда, ограждане на предна градина и за други цели.
В този случай техниките, използвани както при заваряване на две тънкостенни части, така и на две дебелостенни, не са подходящи. Грешките са свързани главно със зададената стойност на заваръчния ток и движението на електрода по време на процеса на заваряване.
Ще се нуждая
- тънкостенна профилна тръба;
- дебела ламарина (ипотека);
- машина за заваряване;
- електроди с рутилно-целулозно покритие с диаметър до 3 mm;
- чук за биене на шлака;
- метална четка.
Заваръчни електроди за общи цели на AliExpress с отстъпка - http://alii.pub/606j2h

Процесът на заваряване на тънкостенна профилна тръба към дебел метал (вграден)
Една от основните грешки при заваряване на тънък метал с дебел метал са напречните колебателни движения на електрода след запалване на електрическата дъга, симетрични спрямо надлъжната линия на заваряване.В резултат на това дебелият метал не страда, но тънкият метал се прегрява и изгаря.



Друга грешка е свързана с настройката на нисък заваръчен ток в диапазона 60-70 A, което води до несливане на метала, въпреки факта, че движенията на електрода са същите като в първия случай. Има обикновена липса на енергия в заваръчната дъга.
Тъй като втората част е доста дебела, е необходимо да заварявате при по-висок ток и да преместите електрода, така че основната част от енергията на заваръчната дъга да се абсорбира от дебелия метал, тогава тънкият метал няма да прегрее, ще остане непокътнати и заваръчният шев ще бъде с високо качество.

Но ако с висок заваръчен ток, например 100 A, правите напречни движения с електрода от дебел метал към тънък метал, тогава отново има голяма вероятност от изгаряне през тънкия метал и вместо твърдо вещество ще се появят дупки заварка.

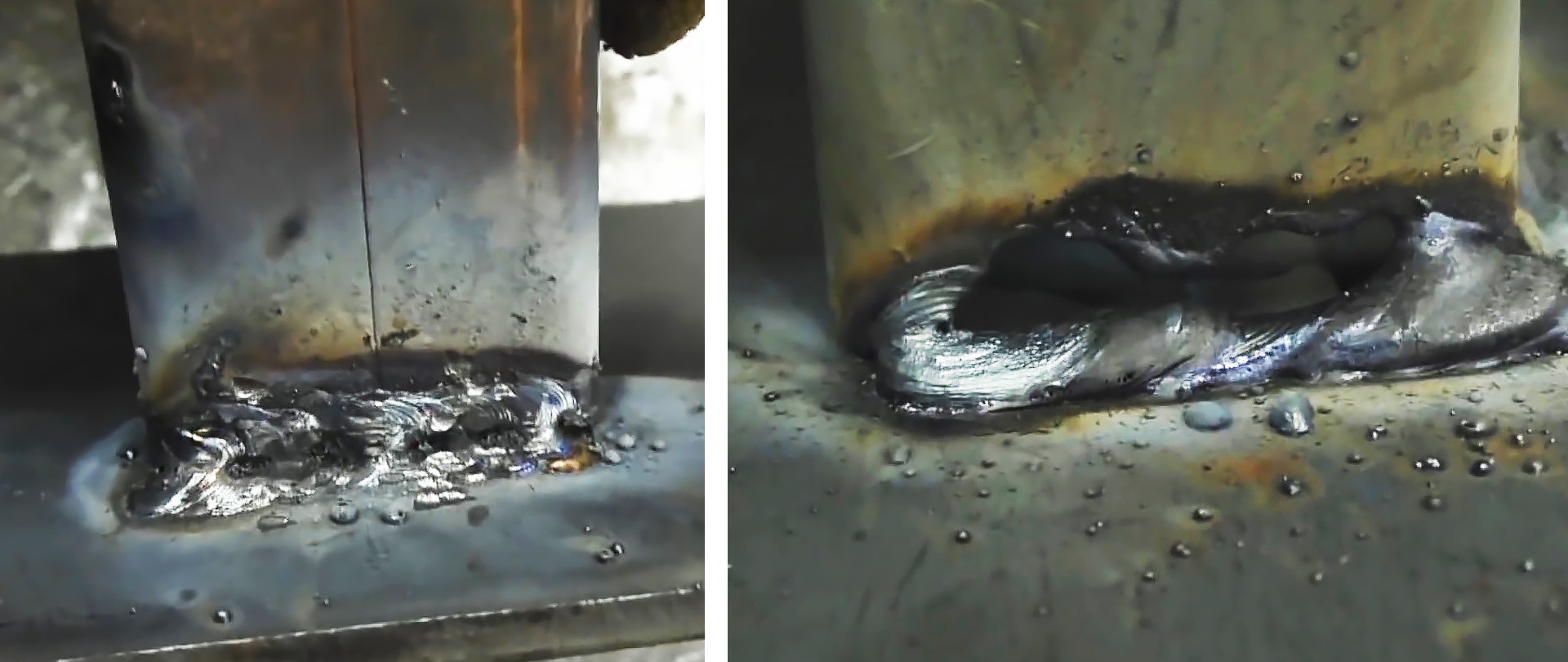
За да заваряваме качествено тънък метал към дебел метал, намаляваме заваръчния ток до 90 A и след запалване на електрическата дъга преместваме електрода по линията на заваряване по дебелия метал и само леко докосваме тънкия метал. Всякакви колебателни движения са изключени.

В този случай, поради липсата на напречни колебателни движения в края на електрода, достатъчна енергия на електрическата дъга се прехвърля в по-голяма степен към дебелия метал и тънкият метал не изгаря, а участва пълноценно в образуването на непрекъсната и издръжлива заварка.

Гледай видеото
Подобни майсторски класове












