كيفية حفر القاطع السريع - الفولاذ P18
من الممكن أن يقوم متخصص معالجة المعادن بالحفر في الفولاذ عالي السرعة P18. للقيام بذلك، ستحتاج إلى تدريبات يجب أن تتجاوز خصائصها المواد التي تتم معالجتها.
القاطع السريع P18 عبارة عن أداة فولاذية تستخدم في إنتاج أدوات القطع، والمثاقب، وقواطع الطحن، والمثاقب، والدبابيس، وما إلى ذلك. ويمكن استخدامها لمعالجة الفولاذ الهيكلي بقوة تصل إلى 1 ألف ميجا باسكال.
المواد والأدوات المستخدمة
لتجربتنا العملية سنحتاج إلى:
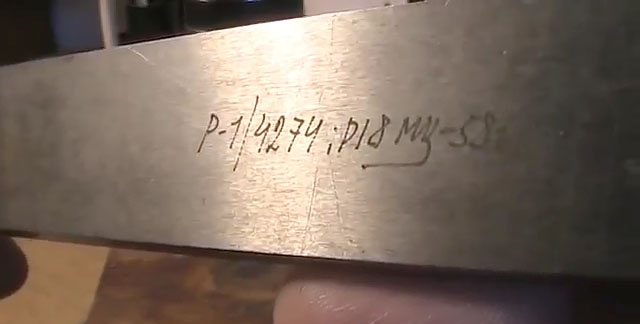
- أداة تحويل قابلة للفصل مصنوعة من الفولاذ P18، تم تصنيعها في عام 1958.
- ليس مثقاب ريشة جديد قطر 5 ملم للسيراميك والزجاج.
- آلة حفر منضدية مع سرعة دوران قابلة للتعديل.
- ماكينة صنفرة لشحذ الأدوات.
- الفرجار.
- ملف خشن للمعادن.
- قطعة من القضيب المربع مصنوعة من الفولاذ P18.
- القاطع مصنوع من الفولاذ R6M5.

عملية الاختبار
بالنسبة للتجربة، استقرينا على أداة القطع المصنوعة من الفولاذ P18، والتي تم تصنيعها خلال فترة الاتحاد السوفيتي، وهو ضمان موثوق لجودتها العالية. هذه مادة متينة إلى حد ما.بالإضافة إلى القواطع الخراطة، يتم تصنيع أدوات مختلفة منها، والتي تستخدم لمعالجة الفولاذ الإنشائي والمعادن الأخرى.
كانت أداة الاختبار عبارة عن لقمة ثقب مستعملة بقطر 5 مم مصنوعة في الصين، والتي تستخدم عادة في المعادن والسيراميك والزجاج والحجر.

لاستعادة خصائص القطع لهذا المثقاب، سنقوم بتصحيحه قليلاً على عجلة طحن ميكانيكية.


نقوم بإدخال المثقاب في ظرف آلة الحفر الموضوعة على الطاولة ونثبته بشكل آمن باستخدام المفتاح.
كمرجع، استخدم الفرجار لقياس سمك جزء القطع من أداة القطع. اتضح أنه يساوي 3.5 ملم.

نحن نتأكد من أن السكتة الدماغية العمودية للمغزل كافية لتنفيذها من خلال حفر القاطع. للقيام بذلك، تحتاج إلى التأكد من أن نهاية التدريبات تصل إلى مستوى القاعدة ولا يزال هناك بعض احتياطي الطاقة.
نبدأ الحفر، وتحرير الضغط على الأداة من وقت لآخر. يعد ذلك ضروريًا لتبريده جزئيًا على الأقل وتنظيفه من الرقائق والجزيئات المعدنية المتكونة أثناء الحفر.

في اللحظة التي يخرج فيها الجزء العلوي من الأداة من الجانب الآخر، نوقف العملية ونقلب القاطع إلى الجانب الآخر. نضع التدريبات على العلامة ونكمل العملية.

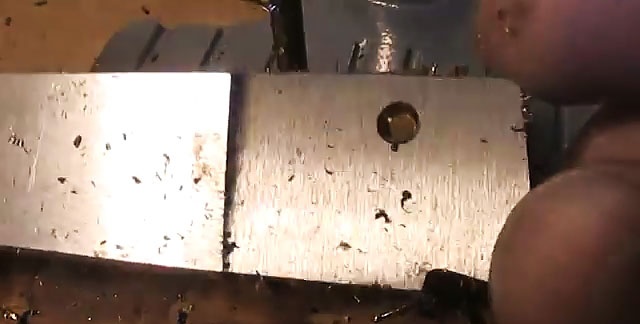
الفتحة الموجودة في منطقة جزء القطع لأداة القطع المصنوعة من الفولاذ P18 جاهزة! لقد أمضينا ما لا يزيد عن 2-3 دقائق في هذا الأمر، دون بذل الكثير من الجهد، ودون مضاعفات، ومع شحذ واحد فقط للتمرين.
إن المبرد اليدوي الخام للمعادن، بطبيعة الحال، غير مناسب لمعالجة الفولاذ P18، إلا إذا كان من الممكن استخدامه لإزالة النتوءات التي تكونت أثناء عملية الحفر.
للتحقق من النتائج التي تم الحصول عليها، نأخذ قضيبًا مربعًا مصنوعًا من الفولاذ P18 ونقوم بحفره والتأكد من بقاء عملية المعالجة ونتائجها كما هي، لا تختلف عن المرة الأولى.
دعونا نحاول استخدام نفس المثقاب دون إعادة الطحن لحفر مربع، أو الأفضل من ذلك، قاطع مصنوع من الفولاذ عالي السرعة R6M5، والذي يتمتع بخصائص قطع أعلى من الأدوات المصنوعة من الفولاذ R18، خاصة من حيث درجة حرارة التشغيل المسموح بها. ويتواءم الحفر جيدًا مع هذه المادة.
من المثير للدهشة أن المثقاب الصيني العادي الرخيص بقطر 5 مم، والذي تم تصميمه بشكل أساسي للعمل مع السيراميك والزجاج، لا يقوم بسهولة بحفر الفولاذ عالي السرعة P18 فحسب، بل يقوم أيضًا بحفر درجة P6M5 الأكثر متانة.

الاستنتاجات النهائية
نحن نؤمن أنه مع استثمار أكبر قليلًا للوقت والجهد، يمكن تحقيق نفس النتيجة باستخدام مثقاب مصنوع من نفس الفولاذ P18. علاوة على ذلك، اختيار السرعة المثلى، والتي من الواضح أنها يجب أن تكون أقل.
كما أن التشحيم الدوري للحفر سوف يسهل العملية، مما سيسهل معالجة المعادن بشكل أفضل ويبرد الأداة إلى حد ما أثناء الحفر. قد تكون هناك حاجة إلى عدة شحذ.
بالطبع، صنع ثقب واحد ليس بالأمر الصعب. ليست هناك حاجة إلى دقة خاصة، والشيء الرئيسي هو أن يكون لديك ما يكفي من المثابرة والصبر. ولكن عندما يكون من الضروري حفر ما لا يقل عن اثنتي عشرة ثقوبًا في هذا القاطع السريع، فإن جميع أوجه القصور في الشحذ ووضع الحفر ونقص التشحيم وتبريد الأداة ستلعب دورًا حاسمًا.
شاهد الفيديو
فصول رئيسية مماثلة






مثيرة للاهتمام بشكل خاص






التعليقات (8)
