كيفية تحويل الترباس إلى قفل مركب
بعض الحرف مثيرة للاهتمام ليس فقط لغرضها، ولكن أيضًا لتصميمها الفني الأصلي. وتشمل هذه، بالطبع، قفلًا مركبًا.

ويتطلب تصنيعها وقتاً وجهداً كبيراً وعناية فائقة والمواد التالية:

المعدات التي لا يمكننا الاستغناء عنها:
يتكون العمل من ثلاث مراحل: إنتاج الأجزاء والتجميعات، وتجميع وتركيب مجموعة التعليمات البرمجية من الأرقام.
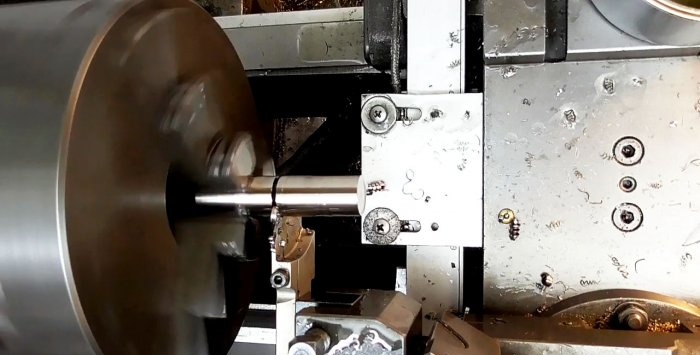
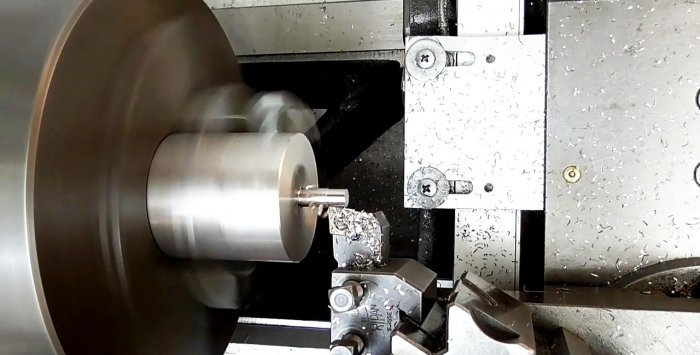
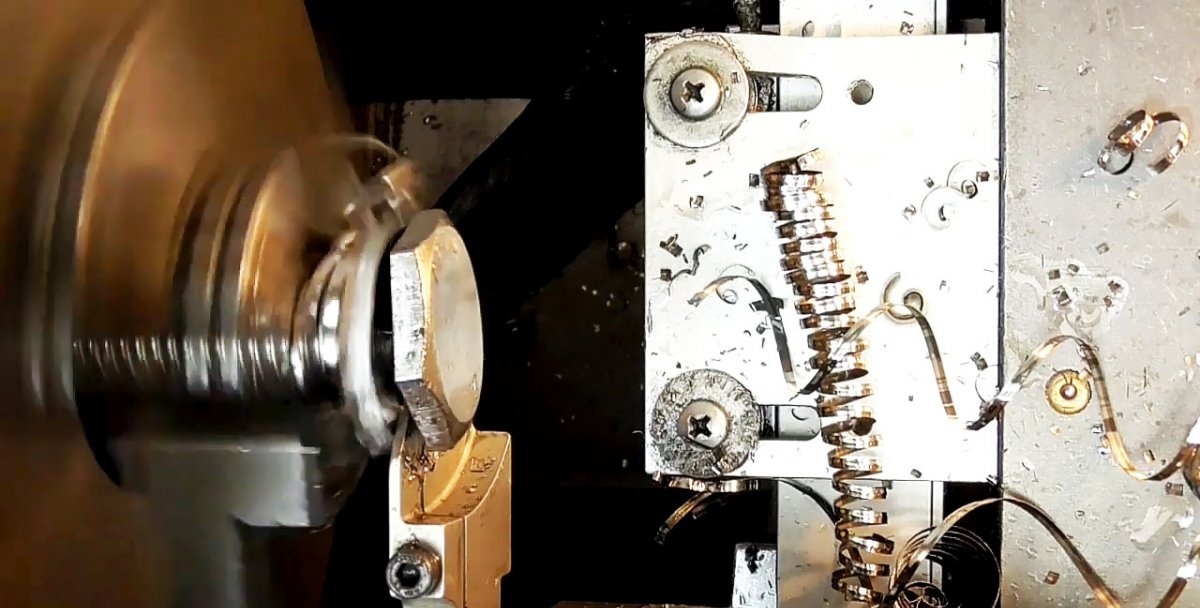
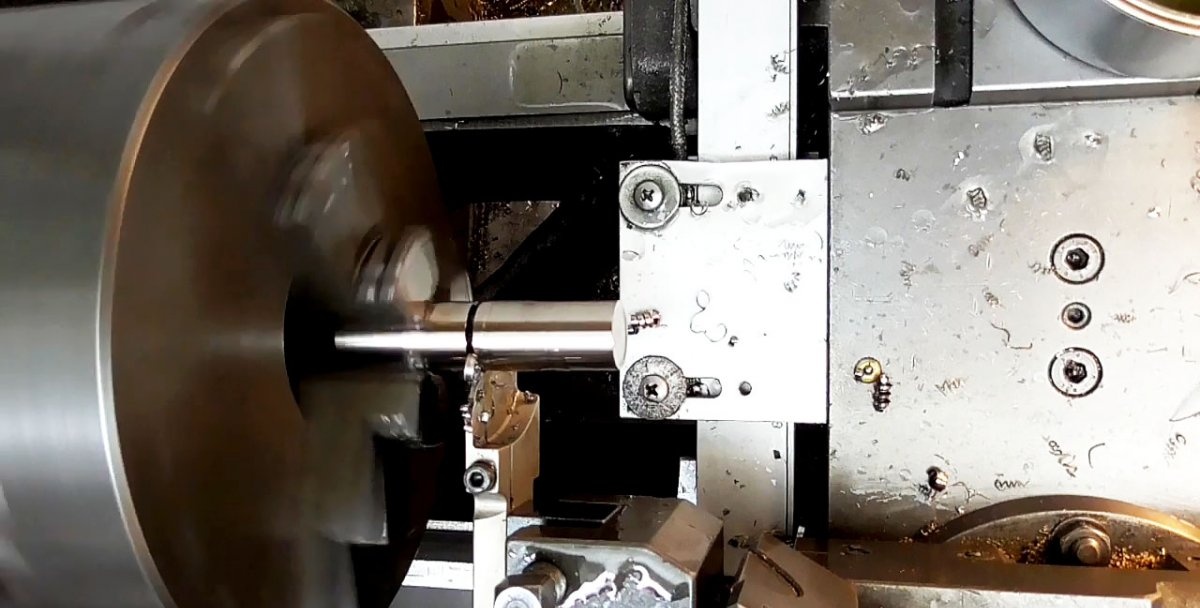
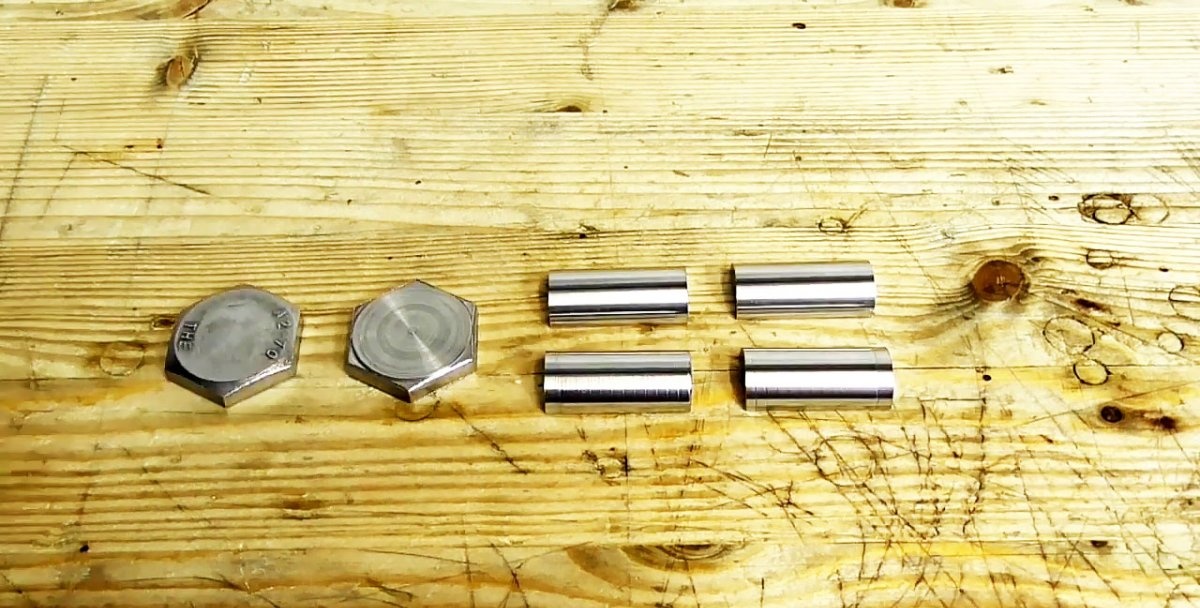
على مخرطة، نقسم رأس الترباس إلى نصفين، ونطحن القضيب إلى عمق ملف تعريف الخيط.

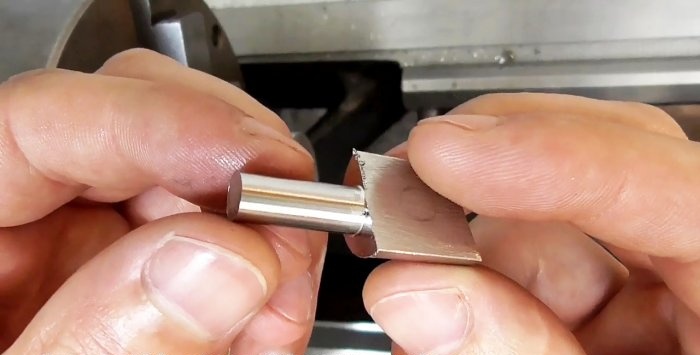
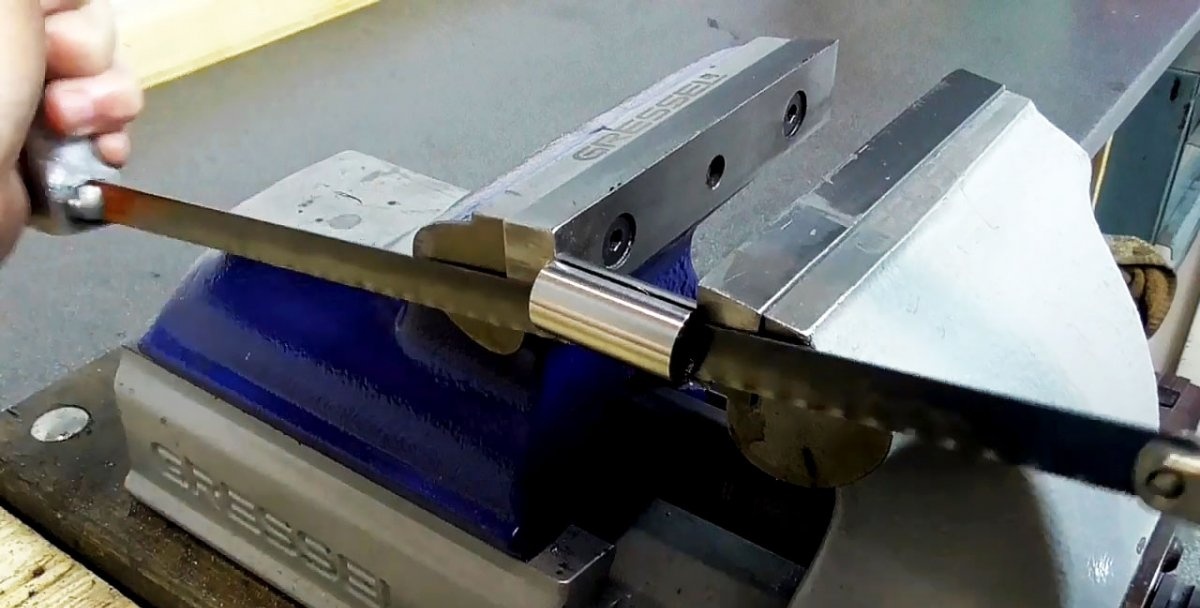
نقوم بتثبيت جزء واحد من القضيب في الرذيلة وننشره بمنشار معدني إلى نصفين طوليين.


على إحدى اللوحات السداسية، باستخدام قالب وعلامة، ارسم الخطوط العريضة للبطانة الجانبية للقفل.

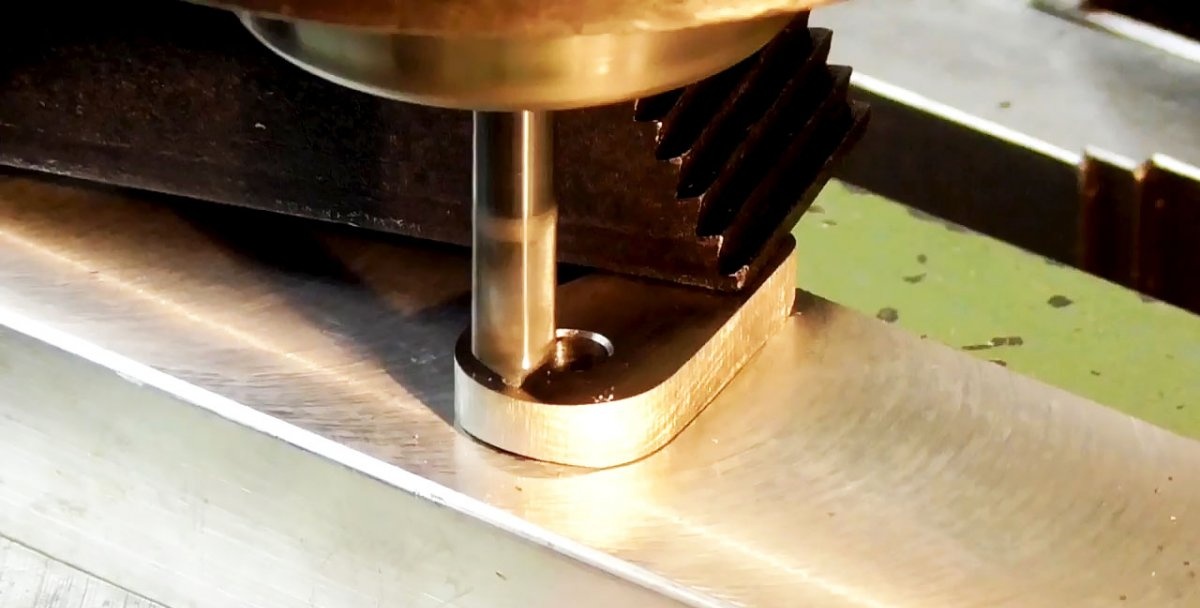
نقوم بطحن الأشكال السداسية الملصقة على مطحنة على طول الكفاف المحدد للبطانة الجانبية للقفل وحفر الثقوب في الأطراف.


نقوم بإدخال "أرجل" القوالب المستديرة في الثقوب والتي تستخدم فقط لرسم الخطوط العريضة للوسادات الجانبية للقفل على المطحنة.

على آلة الحفر، باستخدام المثقاب ومطحنة النهاية، نقوم بتشكيل المظهر الجانبي النهائي للفتحات الموجودة في الألواح الجانبية. حول الحفرة الكبيرة، نقوم بعمل 9 فجوات بالتساوي في دائرة باستخدام مطحنة نهاية.

باستخدام عجلة ناعمة، قم بتلميع جميع أسطح البطانات الجانبية للقفل.


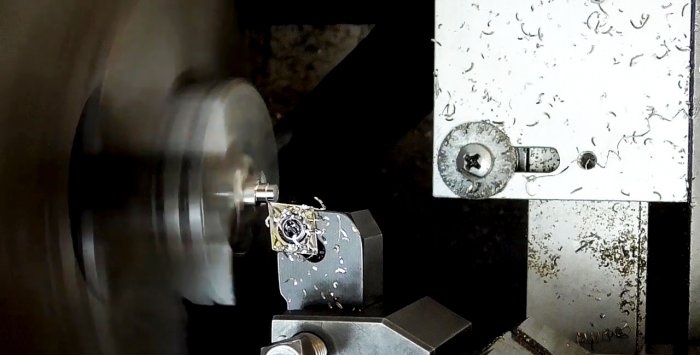
من 4 أنصاف أسطوانات، باستخدام مشبك خاص، نقوم بشحذ قضيب دائري على مخرطة حتى منتصف قطعة العمل.



الدبوس الأول مخصص للعجلات الموجودة على جانب التثبيت. تحتوي على مقعد للثقب من جانب، وأخدود حلقي لحلقة الاحتفاظ وثقب أعمى من الجانب الآخر.


باستخدام قاطعة الطحن نصنع أخدودًا طوليًا على طول الفتحة العمياء بالكامل.




يشبه الدبوس الثاني من جانب التثبيت قضيبًا مستديرًا صلبًا به مقعد لفتحة في اللوحة الجانبية للقفل وحفر طولي أعمى.






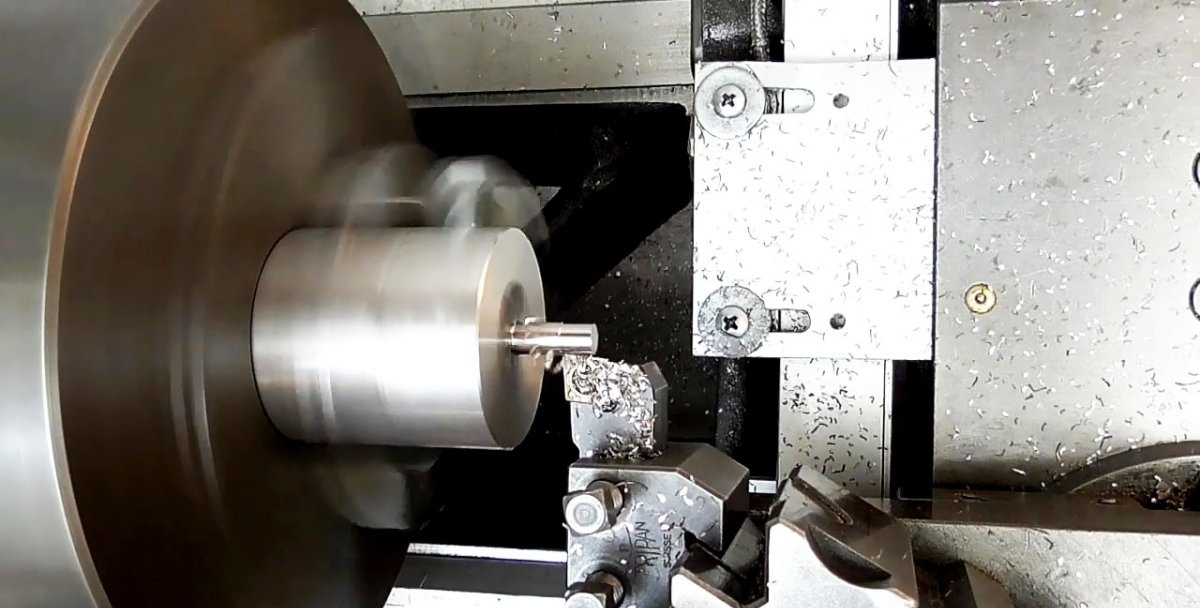
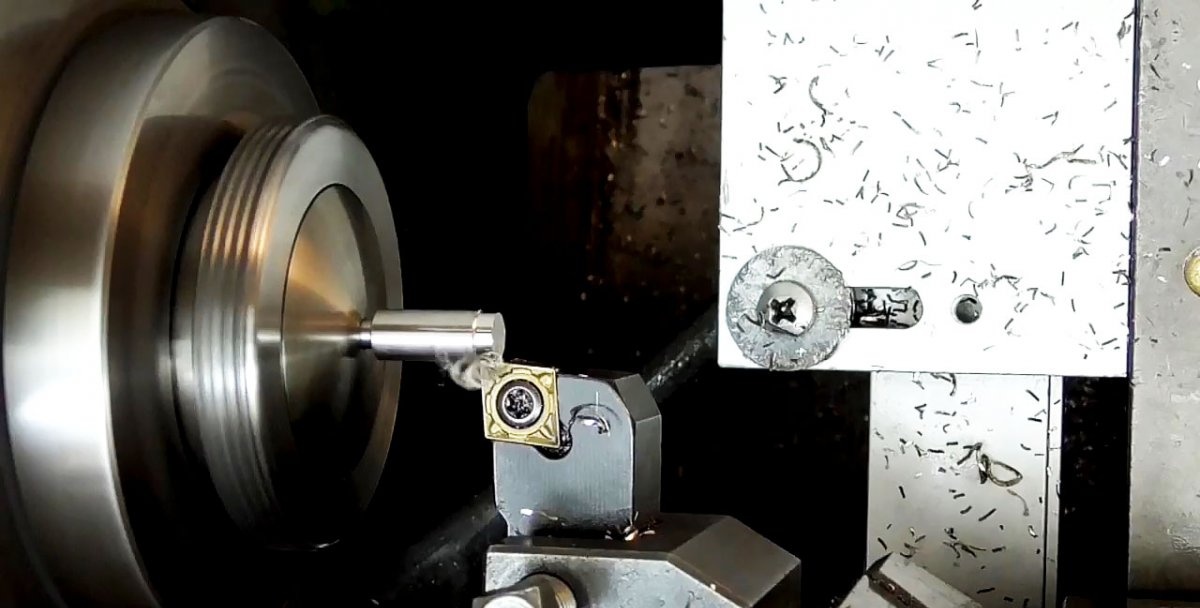
يتم أيضًا تشكيل دبوس المفتاح الثالث على الجانب المتحرك أسفل الأسطوانة الصلبة. ثم يتم تثبيت جانب واحد في الخرطوشة بحشية لتحويل محور الأسطوانة بعيدًا عن محور دوران الخرطوشة. ونتيجة لذلك، عند معالجتها باستخدام القاطع، يتم تشكيل لسان دائري بقطر أصغر، ولا يتطابق مركزه مع مركز الدبوس.


ثم، عن طريق الطحن، نشكل رفين على جانبي لسان الإزاحة. والنتيجة هي قضيب ذو وجهين متصلين بأقواس دائرية.

باستخدام نفس القاطع، نقوم بتقليل المقطع العرضي للقضيب على الجانب الأكبر باستخدام المعالجة المتناظرة.

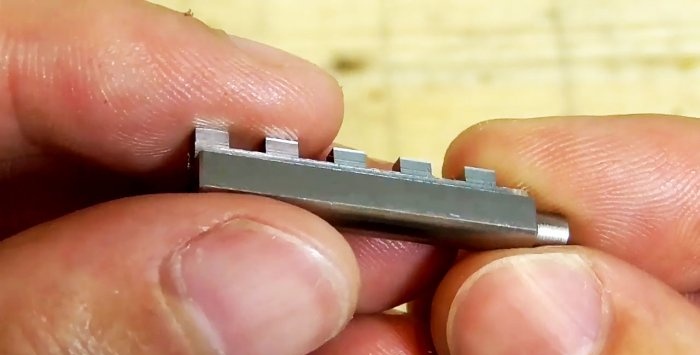
باستخدام مطحنة نهاية نقوم بعمل 5 أخاديد مستطيلة ومتساوية. ونتيجة لذلك، يتم تشكيل 5 نتوءات متساوية أيضا.
باستخدام الملفات، وملفات الإبر وورق الصنفرة، يتم إعطاء القضيب مع جميع النتوءات الشكل المطلوب ويتم تقريب الحواف والأضلاع. أخيرًا، قم بتلميع هذا وجميع القضبان الأخرى بعجلة ناعمة.



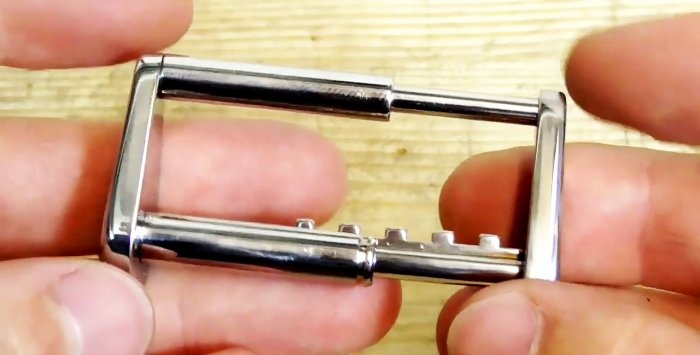
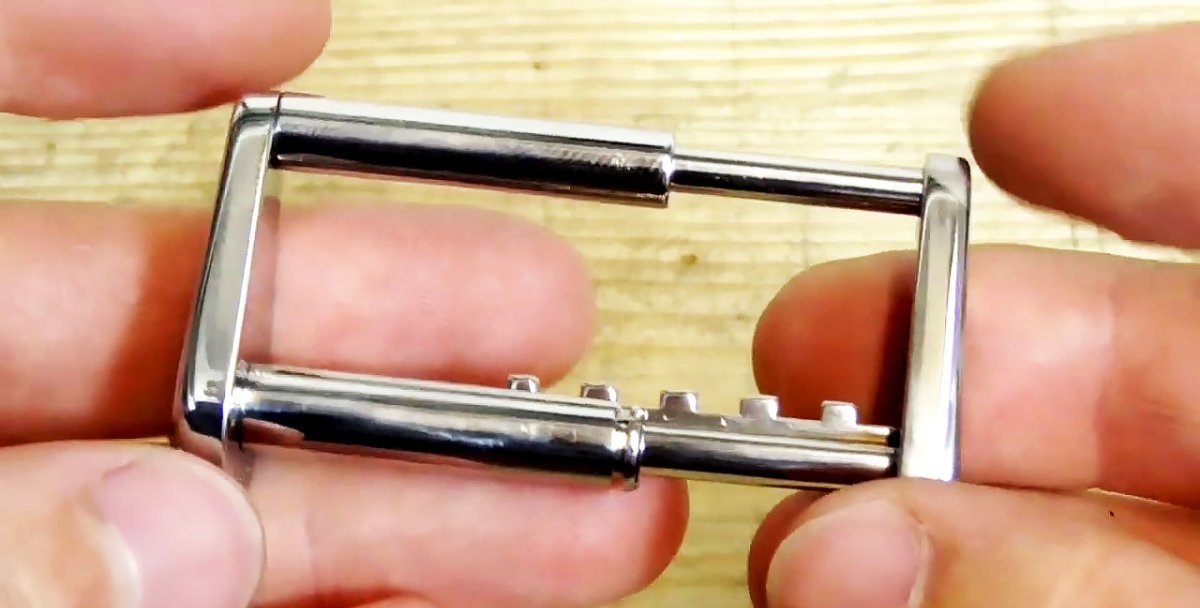
نقوم بإدخال القضيب في مكانه في اللوحة الجانبية للقفل.
الدبوس الرابع، الذي يؤدي وظيفة العمود العلوي على الجانب المتحرك، يتم تشكيله بحجم الفتحة الموجودة في اللوحة الجانبية للقفل، وعلى أحد الجانبين، يتم تشكيله على شكل نصف كرة باستخدام ملف ودائرة ناعمة . نقوم أيضًا بإدخاله في مكانه.



نقوم بلحام جميع المسامير الموجودة على الجانب الخلفي بالألواح الجانبية للقفل.

نقوم بطحن اللحامات وتلميعها على مطحنة، ونقوم بتدوير الحواف بملف، وننتهي بورق الصنفرة ونصقلها بعجلة ناعمة.

باستخدام مجموعة من الملفات نقوم بتشكيل أخدود في نهاية الدبوس بفتحة طولية. نحاول إدخال المسامير المتحركة في فتحات المسامير الثابتة.


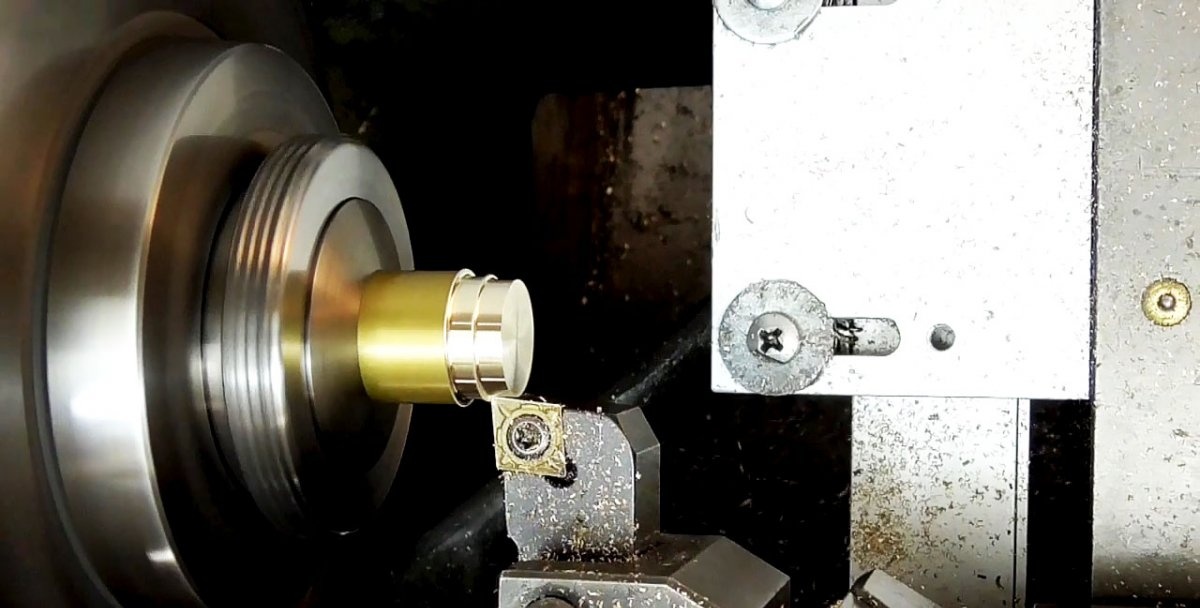
نصنع 4 عجلات نحاسية بالأرقام. بعد قطعها حسب الحجم، نقوم بقطع الفراغات الخاصة بها على مخرطة، ونقوم أولاً بحفر ثقب في المنتصف وتوسيعه، من ناحية، إلى عمق معين.





تختلف العجلة الخامسة عن غيرها بوجود أخدود مركزي على كلا الجانبين، أحدهما أعمق من الآخر.
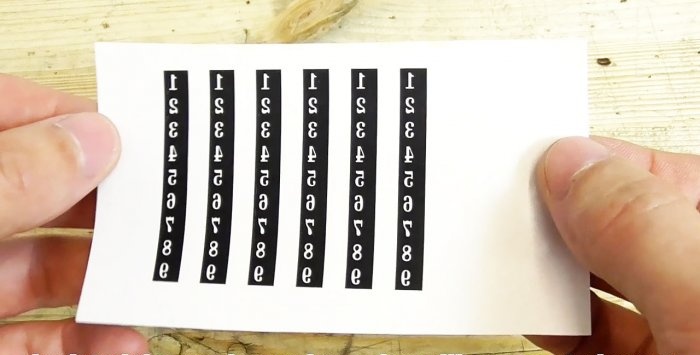
تتم طباعة أعمدة الأرقام المستخدمة على عجلات التشكيل على ورق مطلي بالسيليكون في صورة معكوسة.
نقطع شرائح عمودية من الأرقام بالمقص ونلصقها على عجلات التشكيل.

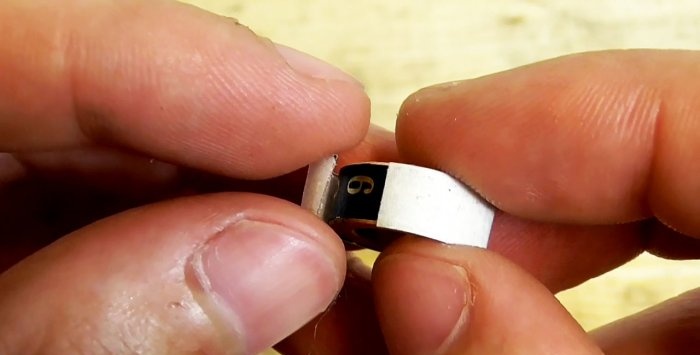
نقوم بنقل الأرقام إلى سطح عجلات التشكيل، وتدحرجها على طول نعل الحديد الساخن. ونتيجة لذلك، تنفصل الورقة، وتلتصق بالحلقة طبقة من السيليكون عليها أرقام.

لحماية كافة أسطح العجلات ماعدا تلك التي تحمل أرقام نقوم بتغطيتها بطلاء الأظافر.

نقوم بربط العجلات على سلك، ونضعها في أسفل خندق مائل ونملأها بمحلول كلوريد الحديديك للحفر لمدة 45 دقيقة، مما يجعل العجلات جذابة والأرقام متناقضة.


بعد ذلك، نقوم بربط العجلات على مغزل خاص، ونشددها بالجوز ونثبتها في ظرف المخرطة. بعد ذلك، نقوم بمعالجة كتلة العجلة بورق الصنفرة وتلميعها بقطعة قماش قيلولة.
نقوم بتثبيت العجلات في حامل خاص ونستخدم آلة الطحن لعمل أخدود نصف دائري باستخدام القاطع حتى يخرج إلى حفرة كبيرة.
في نهايات العجلات نقوم بعمل 9 مسافات بادئة بالتساوي في دائرة.


نقوم بإصلاح العجلات واحدة تلو الأخرى على الشياق ونثبتها في ظرف المخرطة. نأتي بالتخريش المعدل إلى العجلة ونقوم بتشحيمه بالزيت وتشغيل الماكينة. يتم لف شق دائري على العجلة في النهاية بشريط ضيق.


استخدم القاطع لإزالة النتوءات من نهاية الشق.
نقوم بحفر ثقوب عمياء بقطر 0.8 مم في نهايات العجلات بشق مقابل الأخدود نصف الدائري.

مرة أخرى، نضع العجلات على الشياق واحدة تلو الأخرى ونطبق طلاءًا أسود على التجاويف الرقمية، ونزيل الفائض بسطح مستوٍ، ونضغطه على العجلة الدوارة، ثم بقطعة قماش ناعمة.



باستخدام شياق خاص للينابيع المتعرجة، المثبتة على مخرطة، نصنع 5 نوابض مماثلة من سلك فولاذي زنبركي 0.3 مم.

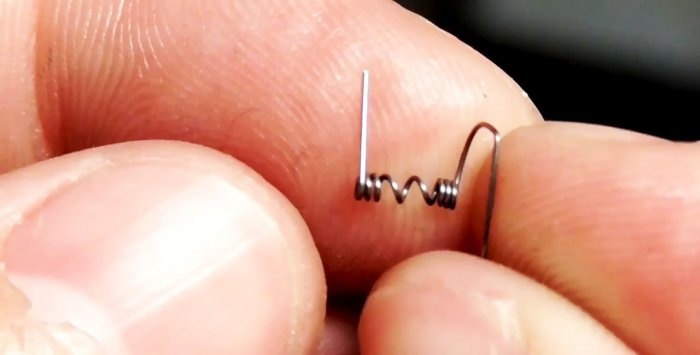
لتثبيت السلك على الشياق عند لف الزنبركات، نستخدم الزردية، ولقطع الأطراف نستخدم مقصًا معدنيًا.
لتجميع العجلات بالأرقام، بالإضافة إلى النوابض، سنحتاج إلى 5 كرات فولاذية مقاس 2 مم.

نقوم بإدخال زنبرك في الفتحات العمياء في العجلات ونغطيها بالكرة في الأعلى.


ثم نقوم بربط جميع العجلات الخمس بالينابيع والكرات على العمود العلوي.
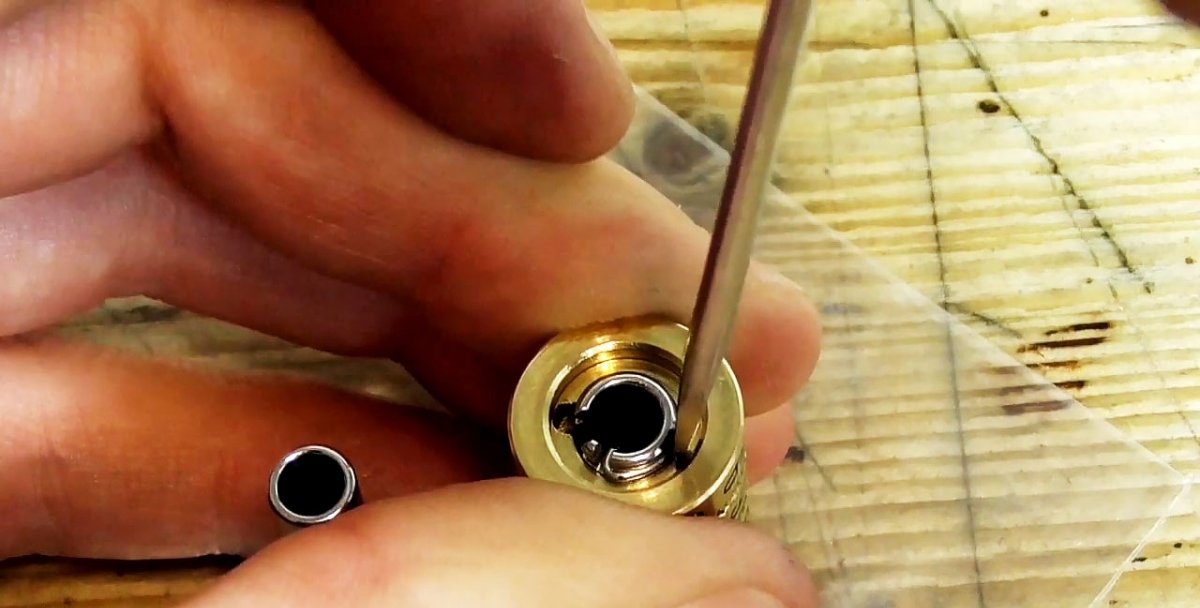
باستخدام سلك فولاذي زنبركي مقاس 0.8 مم على شياق بسيط مثبت في الرذيلة، باستخدام الزردية وقواطع الأسلاك، نقوم بعمل قفل إيقاف للضغط على العجلات وإمساكها بالأرقام الموجودة على القضيب.
نقوم بإدخال أحد طرفي السدادة في الأخدود الموجود في نهاية القضيب باستخدام الملقط، ونضغط على السدادة في المنتصف، ثم تغطي الحافة الثانية بشكل آمن وتحمل كل ما هو تحتها.



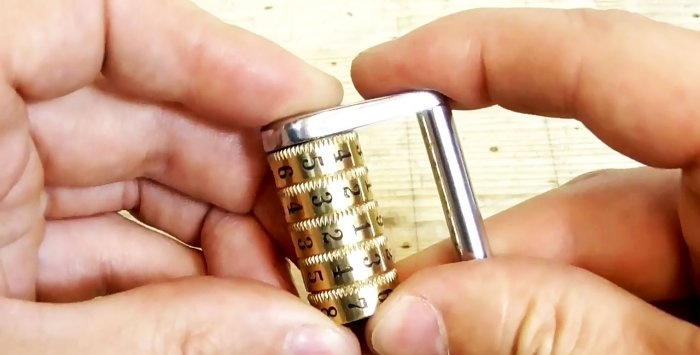
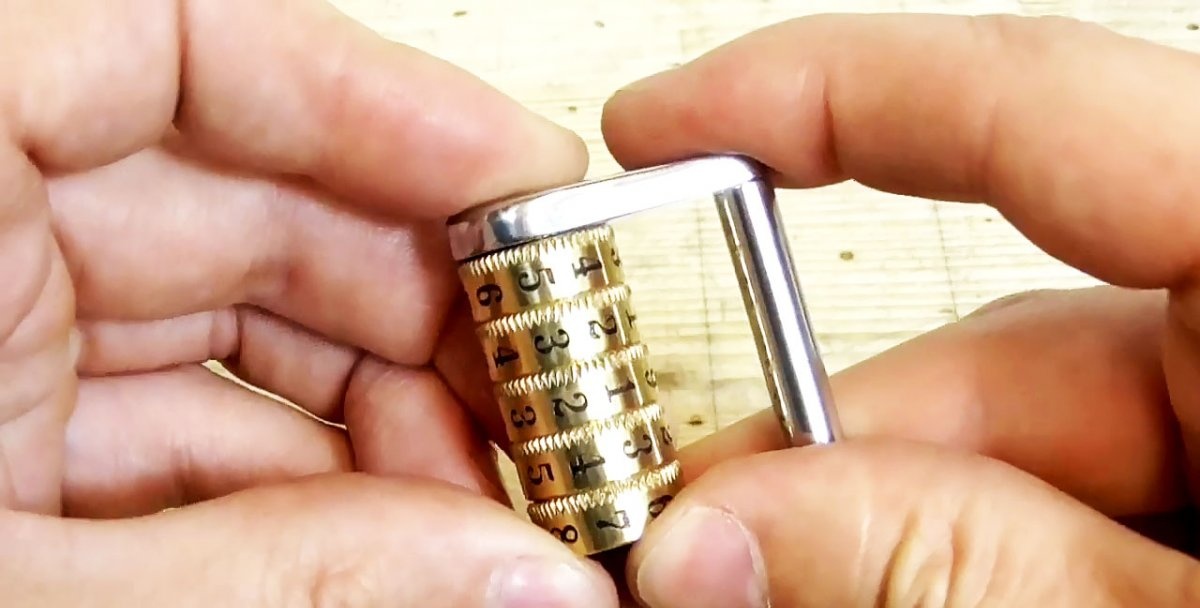
كل ما تبقى هو إدخال الجانب الثاني من القفل المركب مع وضع القضبان في مكانه ويكون الجهاز جاهزًا للاستخدام. لكن القفل مغلق حاليًا، لأنه تم تعيين مجموعة عشوائية من الأرقام. يتم تحديد مجموعة الرموز من خلال موقع عناصر القفل على العجلات وهي حصرية لكل قفل.



سوف تحتاج
ويتطلب تصنيعها وقتاً وجهداً كبيراً وعناية فائقة والمواد التالية:

- الترباس الفولاذ المقاوم للصدأ M20 × 70؛
- عجلة التخريش
- وسائل لتطبيق الأرقام على العجلات؛
- خصية فولاذية؛
- سلك فولاذي زنبركي (0.3 و 0.8 مم).
المعدات التي لا يمكننا الاستغناء عنها:
- آلة المخرطة والحفر والطحن.
- نائب مقاعد البدلاء
- كماشة؛
- مناشير للمعادن؛
- طاحونة؛
- مقص لقطع المعادن والورق؛
- شياق لف الينابيع وحلقات الاحتفاظ.
تكنولوجيا التصنيع
يتكون العمل من ثلاث مراحل: إنتاج الأجزاء والتجميعات، وتجميع وتركيب مجموعة التعليمات البرمجية من الأرقام.
تصنيع الأجزاء والتجمعات
منصات قفل جانبية
على مخرطة، نقسم رأس الترباس إلى نصفين، ونطحن القضيب إلى عمق ملف تعريف الخيط.
نقوم بتثبيت جزء واحد من القضيب في الرذيلة وننشره بمنشار معدني إلى نصفين طوليين.
على إحدى اللوحات السداسية، باستخدام قالب وعلامة، ارسم الخطوط العريضة للبطانة الجانبية للقفل.

نقوم بطحن الأشكال السداسية الملصقة على مطحنة على طول الكفاف المحدد للبطانة الجانبية للقفل وحفر الثقوب في الأطراف.


نقوم بإدخال "أرجل" القوالب المستديرة في الثقوب والتي تستخدم فقط لرسم الخطوط العريضة للوسادات الجانبية للقفل على المطحنة.

على آلة الحفر، باستخدام المثقاب ومطحنة النهاية، نقوم بتشكيل المظهر الجانبي النهائي للفتحات الموجودة في الألواح الجانبية. حول الحفرة الكبيرة، نقوم بعمل 9 فجوات بالتساوي في دائرة باستخدام مطحنة نهاية.
باستخدام عجلة ناعمة، قم بتلميع جميع أسطح البطانات الجانبية للقفل.


دبابيس
من 4 أنصاف أسطوانات، باستخدام مشبك خاص، نقوم بشحذ قضيب دائري على مخرطة حتى منتصف قطعة العمل.




الدبوس الأول مخصص للعجلات الموجودة على جانب التثبيت. تحتوي على مقعد للثقب من جانب، وأخدود حلقي لحلقة الاحتفاظ وثقب أعمى من الجانب الآخر.

باستخدام قاطعة الطحن نصنع أخدودًا طوليًا على طول الفتحة العمياء بالكامل.




يشبه الدبوس الثاني من جانب التثبيت قضيبًا مستديرًا صلبًا به مقعد لفتحة في اللوحة الجانبية للقفل وحفر طولي أعمى.




يتم أيضًا تشكيل دبوس المفتاح الثالث على الجانب المتحرك أسفل الأسطوانة الصلبة. ثم يتم تثبيت جانب واحد في الخرطوشة بحشية لتحويل محور الأسطوانة بعيدًا عن محور دوران الخرطوشة. ونتيجة لذلك، عند معالجتها باستخدام القاطع، يتم تشكيل لسان دائري بقطر أصغر، ولا يتطابق مركزه مع مركز الدبوس.


ثم، عن طريق الطحن، نشكل رفين على جانبي لسان الإزاحة. والنتيجة هي قضيب ذو وجهين متصلين بأقواس دائرية.

باستخدام نفس القاطع، نقوم بتقليل المقطع العرضي للقضيب على الجانب الأكبر باستخدام المعالجة المتناظرة.

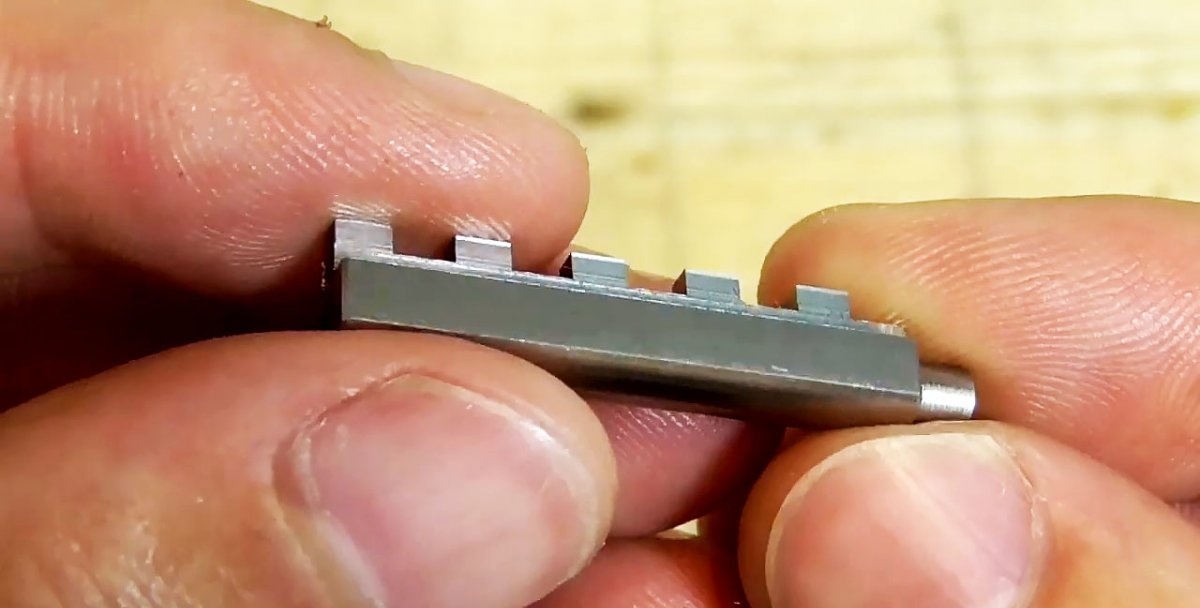
باستخدام مطحنة نهاية نقوم بعمل 5 أخاديد مستطيلة ومتساوية. ونتيجة لذلك، يتم تشكيل 5 نتوءات متساوية أيضا.
باستخدام الملفات، وملفات الإبر وورق الصنفرة، يتم إعطاء القضيب مع جميع النتوءات الشكل المطلوب ويتم تقريب الحواف والأضلاع. أخيرًا، قم بتلميع هذا وجميع القضبان الأخرى بعجلة ناعمة.



نقوم بإدخال القضيب في مكانه في اللوحة الجانبية للقفل.
الدبوس الرابع، الذي يؤدي وظيفة العمود العلوي على الجانب المتحرك، يتم تشكيله بحجم الفتحة الموجودة في اللوحة الجانبية للقفل، وعلى أحد الجانبين، يتم تشكيله على شكل نصف كرة باستخدام ملف ودائرة ناعمة . نقوم أيضًا بإدخاله في مكانه.


اللحام، الطحن، التلميع
نقوم بلحام جميع المسامير الموجودة على الجانب الخلفي بالألواح الجانبية للقفل.

نقوم بطحن اللحامات وتلميعها على مطحنة، ونقوم بتدوير الحواف بملف، وننتهي بورق الصنفرة ونصقلها بعجلة ناعمة.

باستخدام مجموعة من الملفات نقوم بتشكيل أخدود في نهاية الدبوس بفتحة طولية. نحاول إدخال المسامير المتحركة في فتحات المسامير الثابتة.


عجلات نحاسية بأرقام
نصنع 4 عجلات نحاسية بالأرقام. بعد قطعها حسب الحجم، نقوم بقطع الفراغات الخاصة بها على مخرطة، ونقوم أولاً بحفر ثقب في المنتصف وتوسيعه، من ناحية، إلى عمق معين.




تختلف العجلة الخامسة عن غيرها بوجود أخدود مركزي على كلا الجانبين، أحدهما أعمق من الآخر.
تتم طباعة أعمدة الأرقام المستخدمة على عجلات التشكيل على ورق مطلي بالسيليكون في صورة معكوسة.
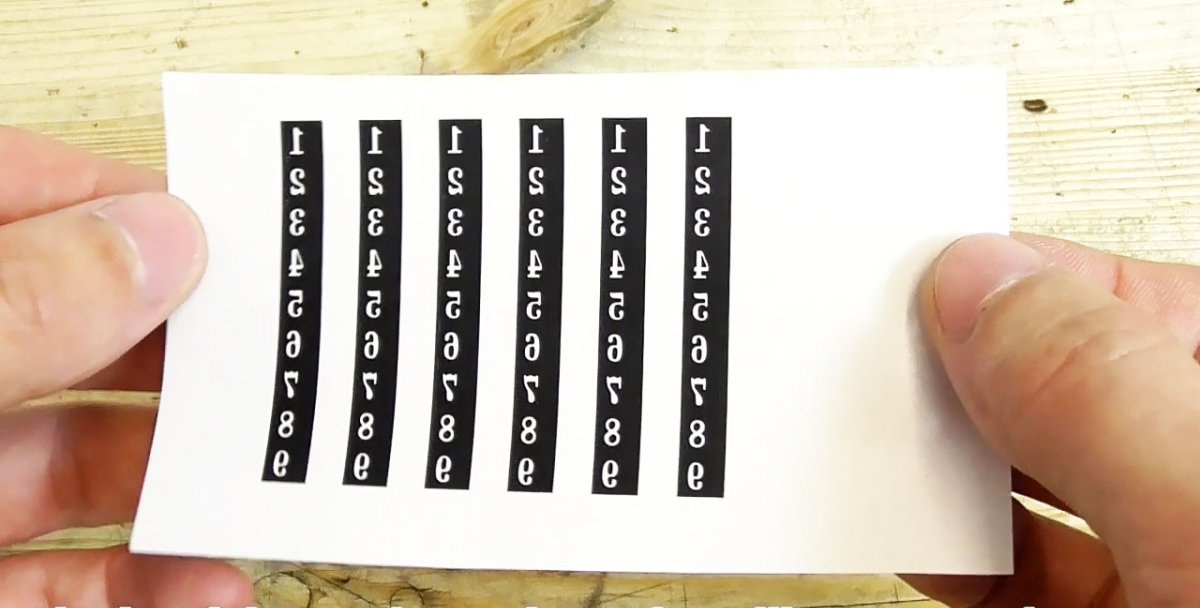
نقطع شرائح عمودية من الأرقام بالمقص ونلصقها على عجلات التشكيل.

نقوم بنقل الأرقام إلى سطح عجلات التشكيل، وتدحرجها على طول نعل الحديد الساخن. ونتيجة لذلك، تنفصل الورقة، وتلتصق بالحلقة طبقة من السيليكون عليها أرقام.


لحماية كافة أسطح العجلات ماعدا تلك التي تحمل أرقام نقوم بتغطيتها بطلاء الأظافر.

نقوم بربط العجلات على سلك، ونضعها في أسفل خندق مائل ونملأها بمحلول كلوريد الحديديك للحفر لمدة 45 دقيقة، مما يجعل العجلات جذابة والأرقام متناقضة.


بعد ذلك، نقوم بربط العجلات على مغزل خاص، ونشددها بالجوز ونثبتها في ظرف المخرطة. بعد ذلك، نقوم بمعالجة كتلة العجلة بورق الصنفرة وتلميعها بقطعة قماش قيلولة.
نقوم بتثبيت العجلات في حامل خاص ونستخدم آلة الطحن لعمل أخدود نصف دائري باستخدام القاطع حتى يخرج إلى حفرة كبيرة.
في نهايات العجلات نقوم بعمل 9 مسافات بادئة بالتساوي في دائرة.


نقوم بإصلاح العجلات واحدة تلو الأخرى على الشياق ونثبتها في ظرف المخرطة. نأتي بالتخريش المعدل إلى العجلة ونقوم بتشحيمه بالزيت وتشغيل الماكينة. يتم لف شق دائري على العجلة في النهاية بشريط ضيق.


استخدم القاطع لإزالة النتوءات من نهاية الشق.
نقوم بحفر ثقوب عمياء بقطر 0.8 مم في نهايات العجلات بشق مقابل الأخدود نصف الدائري.

مرة أخرى، نضع العجلات على الشياق واحدة تلو الأخرى ونطبق طلاءًا أسود على التجاويف الرقمية، ونزيل الفائض بسطح مستوٍ، ونضغطه على العجلة الدوارة، ثم بقطعة قماش ناعمة.



الأجزاء الإضافية والتجميع والترميز
باستخدام شياق خاص للينابيع المتعرجة، المثبتة على مخرطة، نصنع 5 نوابض مماثلة من سلك فولاذي زنبركي 0.3 مم.

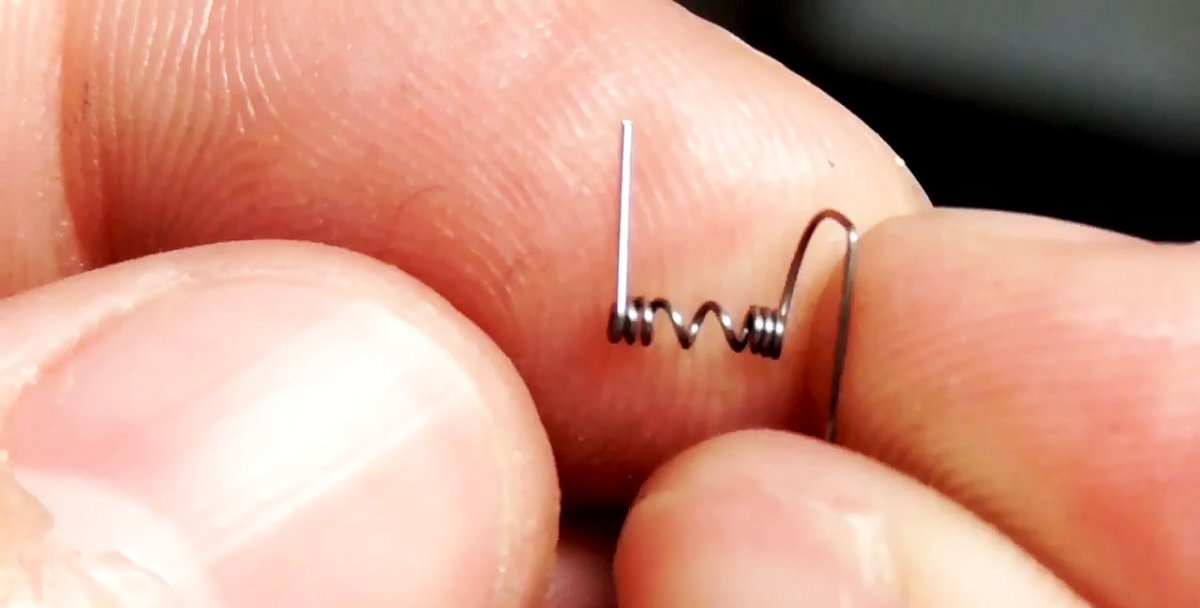
لتثبيت السلك على الشياق عند لف الزنبركات، نستخدم الزردية، ولقطع الأطراف نستخدم مقصًا معدنيًا.
لتجميع العجلات بالأرقام، بالإضافة إلى النوابض، سنحتاج إلى 5 كرات فولاذية مقاس 2 مم.

نقوم بإدخال زنبرك في الفتحات العمياء في العجلات ونغطيها بالكرة في الأعلى.


ثم نقوم بربط جميع العجلات الخمس بالينابيع والكرات على العمود العلوي.
باستخدام سلك فولاذي زنبركي مقاس 0.8 مم على شياق بسيط مثبت في الرذيلة، باستخدام الزردية وقواطع الأسلاك، نقوم بعمل قفل إيقاف للضغط على العجلات وإمساكها بالأرقام الموجودة على القضيب.
نقوم بإدخال أحد طرفي السدادة في الأخدود الموجود في نهاية القضيب باستخدام الملقط، ونضغط على السدادة في المنتصف، ثم تغطي الحافة الثانية بشكل آمن وتحمل كل ما هو تحتها.


كل ما تبقى هو إدخال الجانب الثاني من القفل المركب مع وضع القضبان في مكانه ويكون الجهاز جاهزًا للاستخدام. لكن القفل مغلق حاليًا، لأنه تم تعيين مجموعة عشوائية من الأرقام. يتم تحديد مجموعة الرموز من خلال موقع عناصر القفل على العجلات وهي حصرية لكل قفل.


شاهد الفيديو
فصول رئيسية مماثلة






مثيرة للاهتمام بشكل خاص






التعليقات (2)
