كيفية صنع سكين رافعة قوية للمعادن
يقوم هذا المنتج محلي الصنع بقطع القضبان المعدنية بشكل أسرع وأسهل من المنشار اليدوي للمعادن. لا يتطلب إنتاجه مواد خاصة أو معدات خاصة أو مؤهلات عالية.

قبل البدء في العمل، نقوم بإعداد المواد والمنتجات التالية:
نصنع القاعدة محلية الصنع من زاويتين فولاذيتين مقاس 50 × 50 × 6 مم وطول 400 مم. نضعها على الرفوف عموديًا على سطح مستوٍ ونغلق الرفوف الأفقية بالطول ونخمرها.


نغلق أحد الأطراف عموديًا بلوحة فولاذية ، ومن ناحية أخرى نصنع شطبًا بمطحنة ونلحم اللوحة أيضًا.

نقوم بتنظيف وطحن اللحامات.


في الأطراف السفلية للقاعدة قمنا بلحام صفائح مستطيلة بسمك 8 مم مع نتوء 10 مم حول المحيط.


نقوم بمعالجة دائرتين فولاذيتين من الدرجة 40ХГМ بقطر 100 مم وارتفاع 35 مم.نقوم بقصها وطحنها بالحجم المطلوب. في أحد الأطراف نصنع شطبًا واسعًا ونحفر ثقبًا في المنتصف.


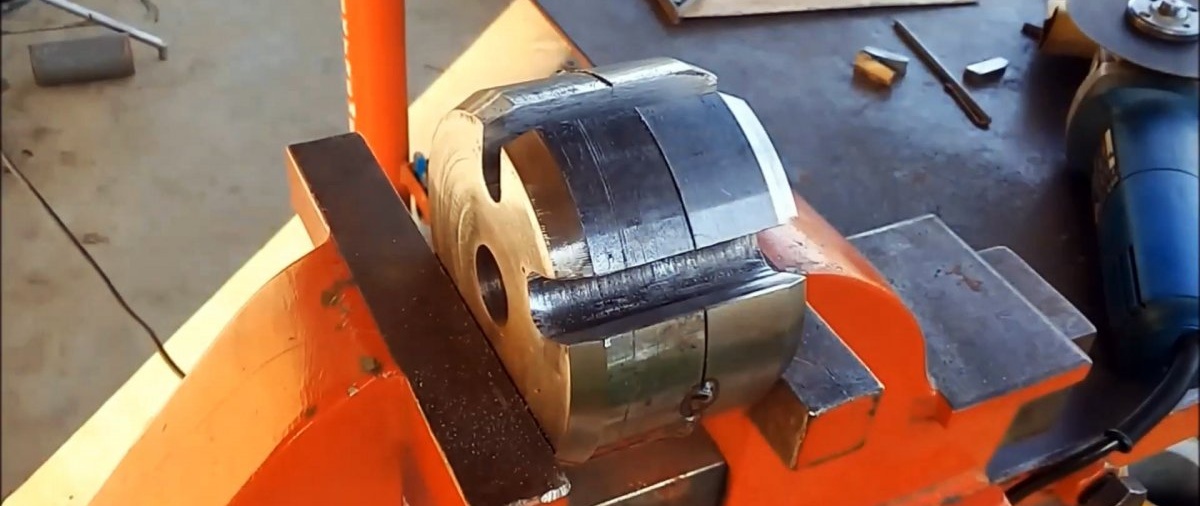
لمعالجة قطع العمل معًا، نقوم بلحامها في مكانين، وربطها وتوسيطها.

على طول الجزء العلوي من المجسم المائل، نضع النوى على مسافة 35 مم على طول الوتر - وهذه هي مراكز الثقوب المستقبلية التي يبلغ قطرها 16 و11 مم، المصنوعة على آلة الحفر. باستخدام مربع وخطاط، نرسم خطوط ظل شعاعية من الثقوب المحفورة إلى النقطة المركزية عند الطرفين ونربطها على طول المولد.


باستخدام المطحنة، قمنا بقطع اثنين من الأخاديد الشعاعية وفقًا للعلامات من سطح الدوائر إلى الفتحة المقابلة. نقوم بطحن الأخاديد بملف يدوي وإزالة المسامير الملحومة.
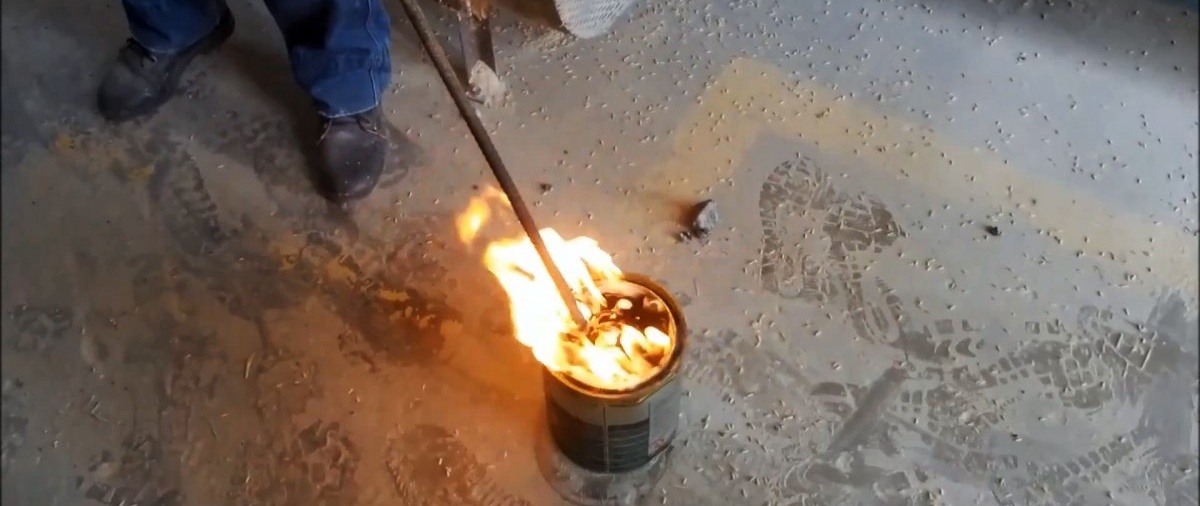
نقوم بتسخين الفراغات في الفرن حتى تصبح حمراء ونضعها بسرعة في وعاء من الزيت. نحتفظ بها هناك لفترة من الوقت، ثم نخرجها ونبردها في الهواء.


نقوم بتنظيف الدوائر من الرواسب الداكنة ونطبق إحداها على لوح مستطيل مقاس 80 × 50 × 20 ملم بحيث يصل مولد الدائرة بين الزوايا. باستخدام الخطاط على اللوحة، نرسم قوسًا دائريًا من الزاوية إلى الزاوية ونقطع التجويف بمطحنة.

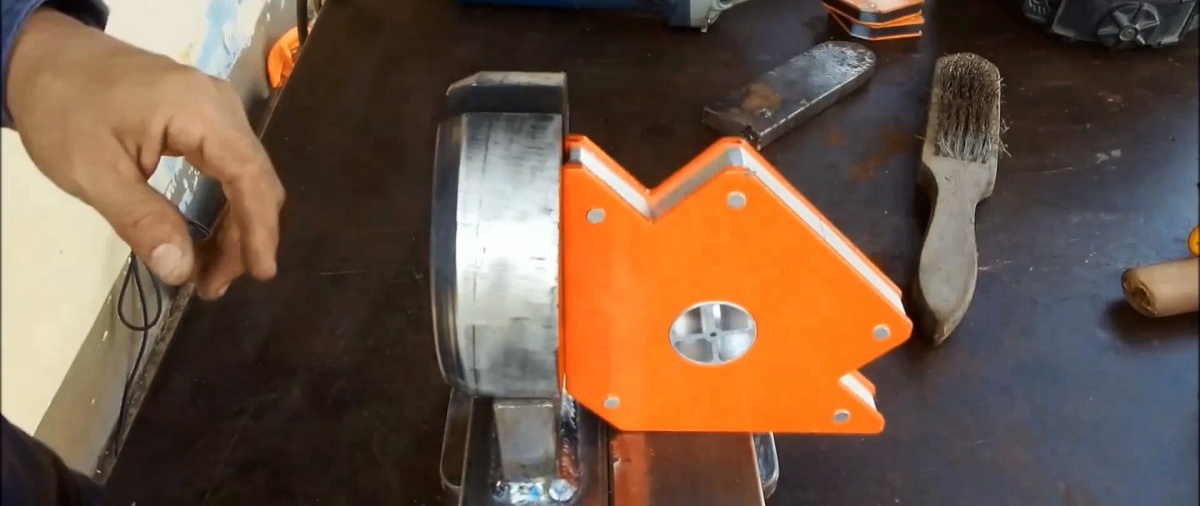
نقوم بتثبيت اللوحة في زاوية القاعدة الموازية للجانب الطويل ونلحمها هناك. نضع إحدى الدوائر في التجويف، ونوجه الأخدود العريض للأعلى بشكل مستقيم، ونلحمه أيضًا.
لنبدأ في تجميع محرك الرافعة. في صفيحة فولاذية مقاس 230 × 45 مم، نقوم بحفر فتحة مقاس 12 مم من إحدى الحواف، ومن ناحية أخرى نقوم بعمل فجوة للقطر الخارجي للدائرة ونلحمها هناك.


في لوحين فولاذيين بسمك 12 مم، وطول 180 مم، وعرض 50 مم في أحد الطرفين، و35 مم في الطرف الآخر، قم بحفر فتحة بقطر 12 مم من الجانب الضيق. في صفيحة بنفس السماكة، طولها 250 مم وعرضها 45 مم، نصنع فتحتين بقطر 12 مم وفتحة بقطر 25 مم حسب العلامات.

باستخدام الترباس والغسالات والجوز، نقوم بتجميع هذه الأجزاء الثلاثة معًا، ونضع صفيحة طويلة بين قطعتين قصيرتين، نضعهما بأطرافهما العريضة على القاعدة ونلحمهما.


باستخدام زوج من الألواح مقاس 110 × 25 مم مع فتحتين مقاس 12 مم في الأطراف، نقوم بتوصيل رافعة الدائرة المتحركة برافعة المحرك اليدوي.


في نهايته، حتى الحفرة الكبيرة، قمنا بقطع الأخدود بمطحنة، وإدخال ذراع قضيب فولاذي مع شق في النهاية وتأمينه باللحام.
نرسم الأجزاء الثابتة بلون، والأجزاء المتحركة بلون آخر.


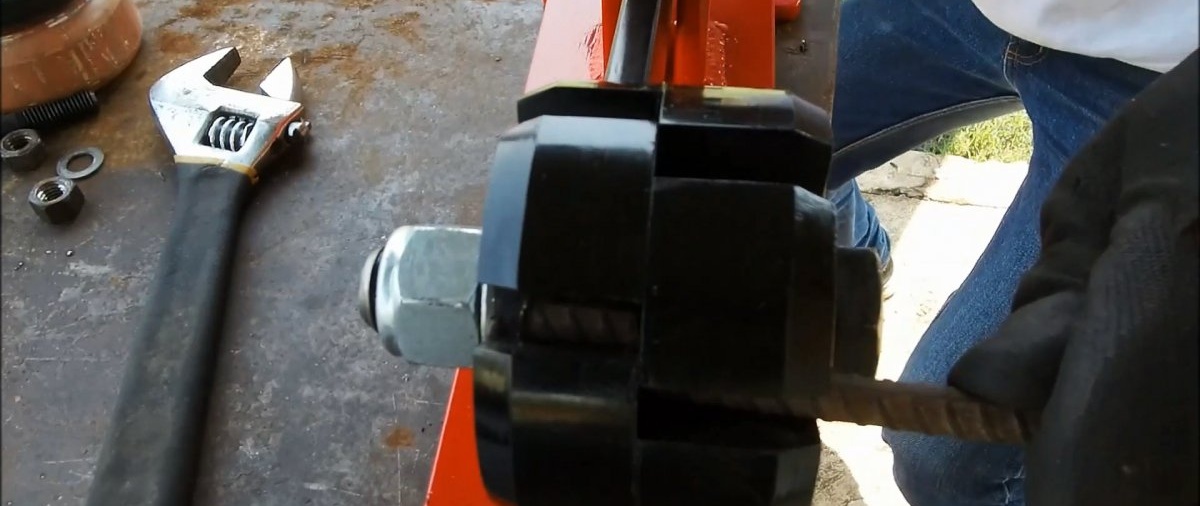
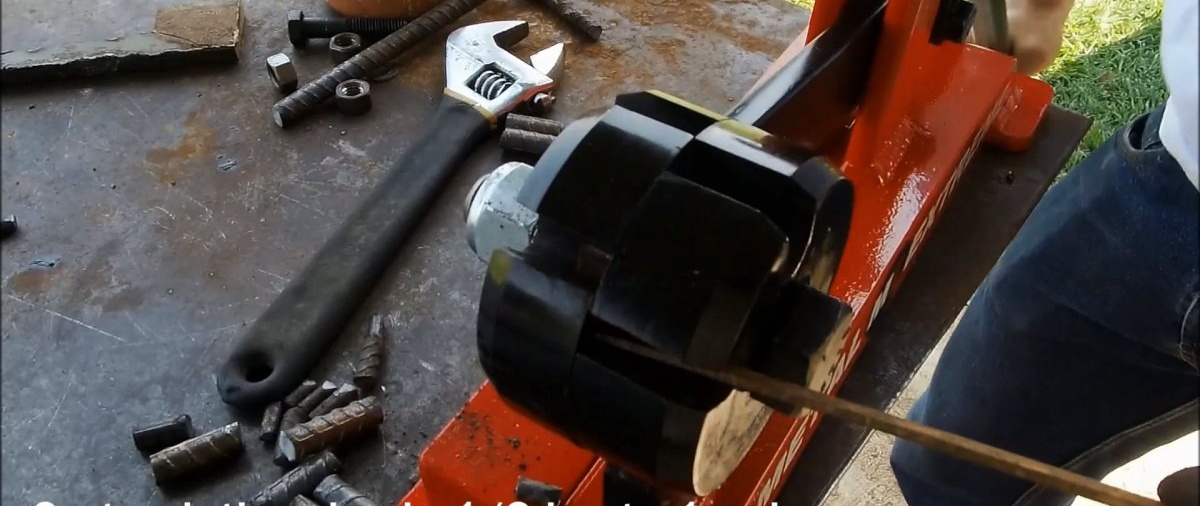
بعد أن يجف الطلاء، نقوم بتجميع واختبار الجهاز أثناء العمل، وقطع القضبان والتعزيزات والألواح.

علاوة على ذلك، فإننا نضع المادة الرقيقة في أخدود ضيق، والمواد السميكة في أخدود واسع.



سوف تحتاج
قبل البدء في العمل، نقوم بإعداد المواد والمنتجات التالية:
- زاوية متساوية؛
- صفائح معدنية بسماكات مختلفة؛
- دائرة الصلب
- زيت التبريد
- قضيب من الصلب؛
- البراغي والصواميل والغسالات.
- الطلاء بلونين.
- ستحتاج أيضًا إلى آلة لحام ومخرطة وآلات حفر ومطحنة وملف وفرن لتسخين المعادن ومفاتيح ربط ومسدس رش وما إلى ذلك.
عملية صنع السكين
نصنع القاعدة محلية الصنع من زاويتين فولاذيتين مقاس 50 × 50 × 6 مم وطول 400 مم. نضعها على الرفوف عموديًا على سطح مستوٍ ونغلق الرفوف الأفقية بالطول ونخمرها.


نغلق أحد الأطراف عموديًا بلوحة فولاذية ، ومن ناحية أخرى نصنع شطبًا بمطحنة ونلحم اللوحة أيضًا.

نقوم بتنظيف وطحن اللحامات.


في الأطراف السفلية للقاعدة قمنا بلحام صفائح مستطيلة بسمك 8 مم مع نتوء 10 مم حول المحيط.


نقوم بمعالجة دائرتين فولاذيتين من الدرجة 40ХГМ بقطر 100 مم وارتفاع 35 مم.نقوم بقصها وطحنها بالحجم المطلوب. في أحد الأطراف نصنع شطبًا واسعًا ونحفر ثقبًا في المنتصف.


لمعالجة قطع العمل معًا، نقوم بلحامها في مكانين، وربطها وتوسيطها.

على طول الجزء العلوي من المجسم المائل، نضع النوى على مسافة 35 مم على طول الوتر - وهذه هي مراكز الثقوب المستقبلية التي يبلغ قطرها 16 و11 مم، المصنوعة على آلة الحفر. باستخدام مربع وخطاط، نرسم خطوط ظل شعاعية من الثقوب المحفورة إلى النقطة المركزية عند الطرفين ونربطها على طول المولد.

باستخدام المطحنة، قمنا بقطع اثنين من الأخاديد الشعاعية وفقًا للعلامات من سطح الدوائر إلى الفتحة المقابلة. نقوم بطحن الأخاديد بملف يدوي وإزالة المسامير الملحومة.
نقوم بتسخين الفراغات في الفرن حتى تصبح حمراء ونضعها بسرعة في وعاء من الزيت. نحتفظ بها هناك لفترة من الوقت، ثم نخرجها ونبردها في الهواء.

نقوم بتنظيف الدوائر من الرواسب الداكنة ونطبق إحداها على لوح مستطيل مقاس 80 × 50 × 20 ملم بحيث يصل مولد الدائرة بين الزوايا. باستخدام الخطاط على اللوحة، نرسم قوسًا دائريًا من الزاوية إلى الزاوية ونقطع التجويف بمطحنة.

نقوم بتثبيت اللوحة في زاوية القاعدة الموازية للجانب الطويل ونلحمها هناك. نضع إحدى الدوائر في التجويف، ونوجه الأخدود العريض للأعلى بشكل مستقيم، ونلحمه أيضًا.
لنبدأ في تجميع محرك الرافعة. في صفيحة فولاذية مقاس 230 × 45 مم، نقوم بحفر فتحة مقاس 12 مم من إحدى الحواف، ومن ناحية أخرى نقوم بعمل فجوة للقطر الخارجي للدائرة ونلحمها هناك.


في لوحين فولاذيين بسمك 12 مم، وطول 180 مم، وعرض 50 مم في أحد الطرفين، و35 مم في الطرف الآخر، قم بحفر فتحة بقطر 12 مم من الجانب الضيق. في صفيحة بنفس السماكة، طولها 250 مم وعرضها 45 مم، نصنع فتحتين بقطر 12 مم وفتحة بقطر 25 مم حسب العلامات.

باستخدام الترباس والغسالات والجوز، نقوم بتجميع هذه الأجزاء الثلاثة معًا، ونضع صفيحة طويلة بين قطعتين قصيرتين، نضعهما بأطرافهما العريضة على القاعدة ونلحمهما.


باستخدام زوج من الألواح مقاس 110 × 25 مم مع فتحتين مقاس 12 مم في الأطراف، نقوم بتوصيل رافعة الدائرة المتحركة برافعة المحرك اليدوي.


في نهايته، حتى الحفرة الكبيرة، قمنا بقطع الأخدود بمطحنة، وإدخال ذراع قضيب فولاذي مع شق في النهاية وتأمينه باللحام.
نرسم الأجزاء الثابتة بلون، والأجزاء المتحركة بلون آخر.


بعد أن يجف الطلاء، نقوم بتجميع واختبار الجهاز أثناء العمل، وقطع القضبان والتعزيزات والألواح.

علاوة على ذلك، فإننا نضع المادة الرقيقة في أخدود ضيق، والمواد السميكة في أخدود واسع.
شاهد الفيديو
فصول رئيسية مماثلة






مثيرة للاهتمام بشكل خاص






التعليقات (1)
