2 typiske fejl, der resulterer i gennembrænding og dårlige sømme ved svejsning af et tyndvægget rør
Nogle gange er der i hjemmet eller på arbejdspladsen behov for at svejse et tyndvægget profilrør til en tyk metalplade, for eksempel til et realkreditlån ved opsætning af et hegn, indhegning af en forhave og til andre formål.
I dette tilfælde er de anvendte teknikker både ved svejsning af to tyndvæggede dele og to tykvæggede ikke egnede. Fejl er hovedsageligt relateret til den indstillede svejsestrømværdi og elektrodens bevægelse under svejseprocessen.
Vil behøve
- tyndvægget profilrør;
- tyk metalplade (pant);
- svejsemaskine;
- elektroder med rutil-cellulosebelægning med en diameter på op til 3 mm;
- hammer til at slå slagger;
- metal børste.
Svejseelektroder til generelle formål på AliExpress med rabat - http://alii.pub/606j2h

Processen med at svejse et tyndvægget profilrør til et tykt metal (indlejret)
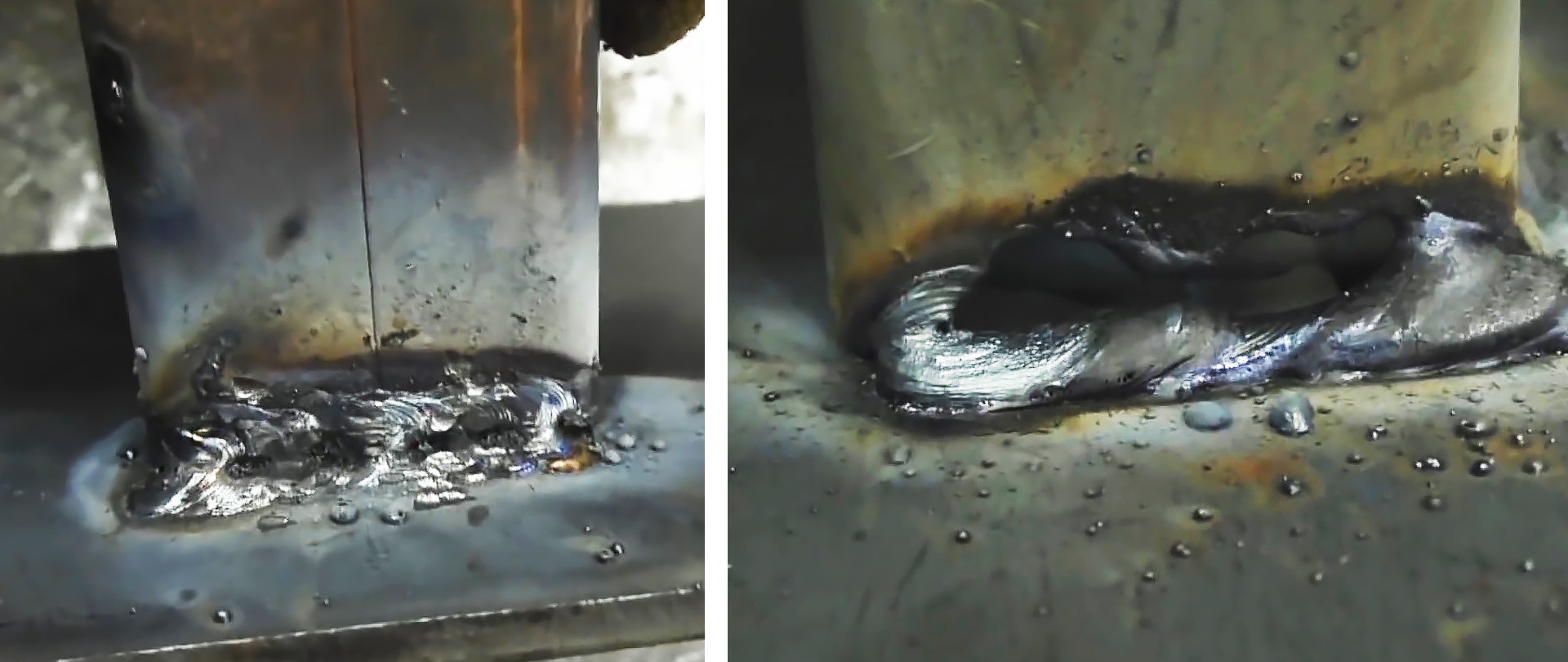
En af hovedfejlene ved svejsning af tyndt metal med tykt metal er elektrodens tværgående oscillerende bevægelser efter tænding af den elektriske lysbue, symmetrisk i forhold til den langsgående svejselinje.Som et resultat lider tykt metal ikke, men tyndt metal overophedes og brænder ud.



En anden fejl er forbundet med indstilling af en lav svejsestrøm i området 60-70 A, hvilket fører til manglende smeltning af metallet på trods af, at elektrodebevægelserne var de samme som i det første tilfælde. Der er en simpel mangel på energi i svejsebuen.
Da den anden del er ret tyk, er det nødvendigt at svejse ved en højere strøm og flytte elektroden, så hoveddelen af energien fra svejsebuen absorberes af det tykke metal, så vil det tynde metal ikke overophedes, forblive intakt og svejsningen vil være af høj kvalitet.

Men hvis du med en høj svejsestrøm, for eksempel 100 A, laver tværgående bevægelser med elektroden fra tykt metal til tyndt metal, så er der igen stor sandsynlighed for at brænde igennem det tynde metal, og der opstår huller i stedet for et fast metal svejsning.

For kvalitativt at svejse tyndt metal til tykt metal reducerer vi svejsestrømmen til 90 A, og efter antændelse af lysbuen bevæger vi elektroden langs svejselinjen langs det tykke metal og rører kun let det tynde metal. Eventuelle oscillerende bevægelser er udelukket.

I dette tilfælde, på grund af fraværet af tværgående oscillerende bevægelser ved enden af elektroden, overføres tilstrækkelig energi af den elektriske lysbue i større grad til det tykke metal, og det tynde metal brænder ikke igennem, men deltager fuldt ud i dannelsen af en kontinuerlig og holdbar svejsning.

Se videoen
Lignende mesterklasser












