So reduzieren Sie den Durchmesser eines Stahlrohrs durch Reibung
Der heutige Testbericht konzentriert sich auf die Reduzierung des Rohrdurchmessers durch Reibung. Ein Gewinderohr ist in 5 Minuten fertig! Dies ist kein Scherz und dem Material sind Videobeweise beigefügt.
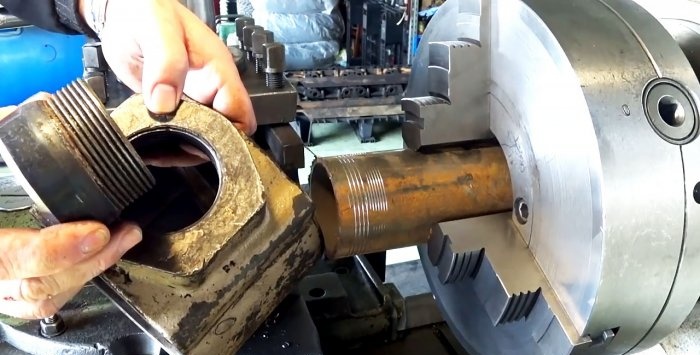
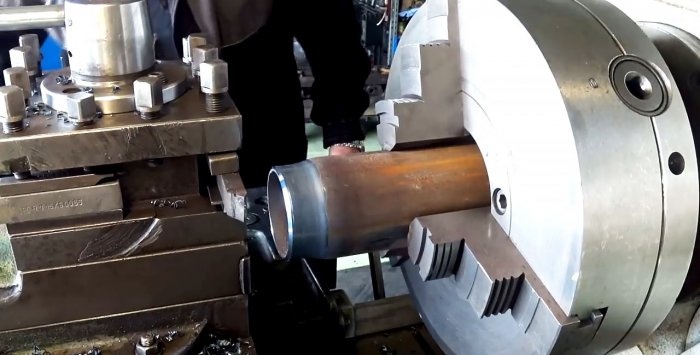
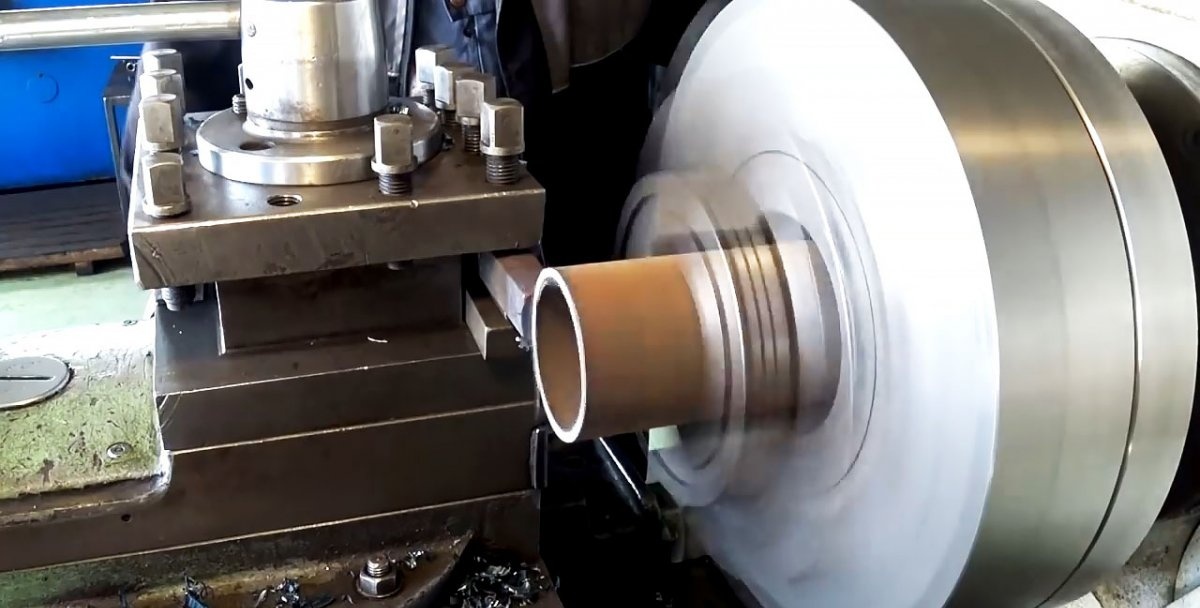
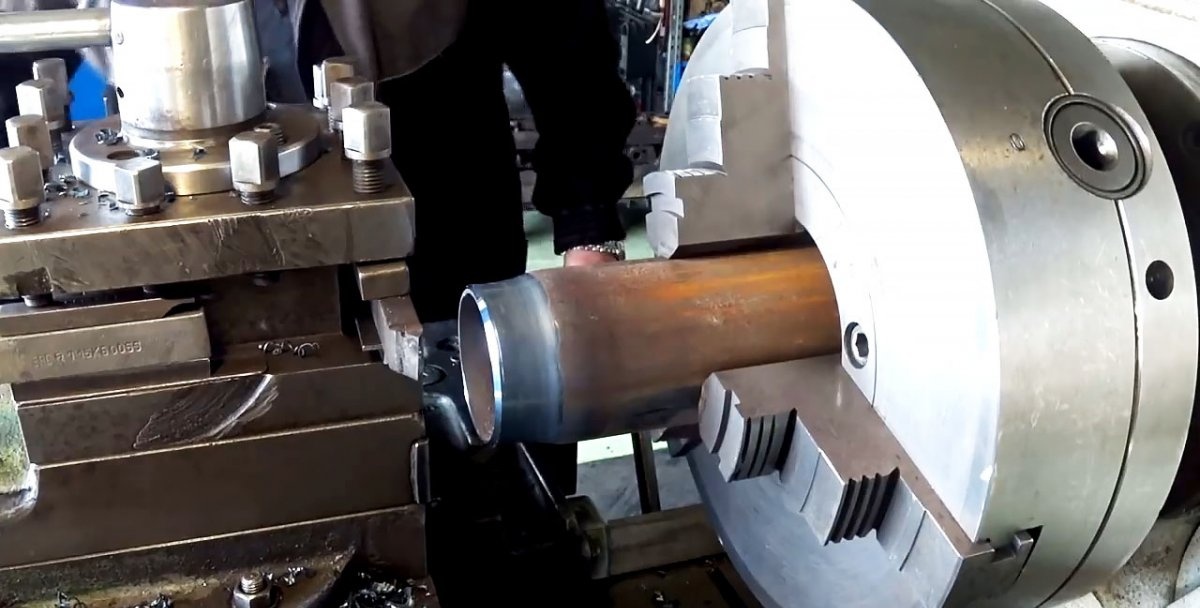
Als Beispiel nehmen wir das Gehäuse eines pneumatischen Anlassers. Dafür müssen Sie ein Gewinderohr anfertigen, das dann verbrüht wird. Das Werkstück ist ein Rohr, dessen Außendurchmesser 76 mm beträgt. Sein Anfangsteil muss auf 70 mm reduziert und mit einem Gewinde versehen werden.
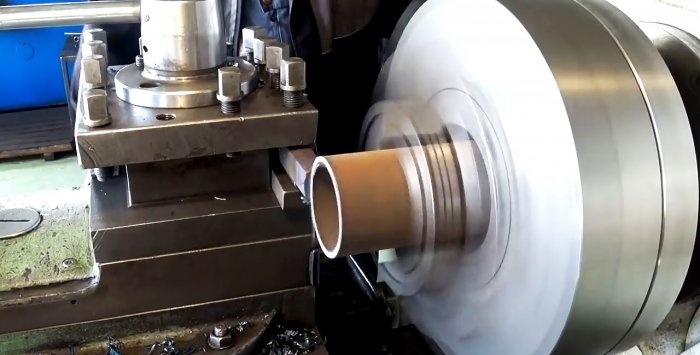
Der Meister schrumpft zunächst einen Teil des Rohres mit dem Ende eines Stahlschneiders auf den erforderlichen Durchmesser von 70 mm. Sie müssen die Größe des Werkstücks mit einem Messschieber kontrollieren. Die Grobschrumpfbearbeitung erfolgt mit einer Drehzahl von 630 U/min.

Der gesamte Vorgang erfolgt in mehreren Durchgängen.

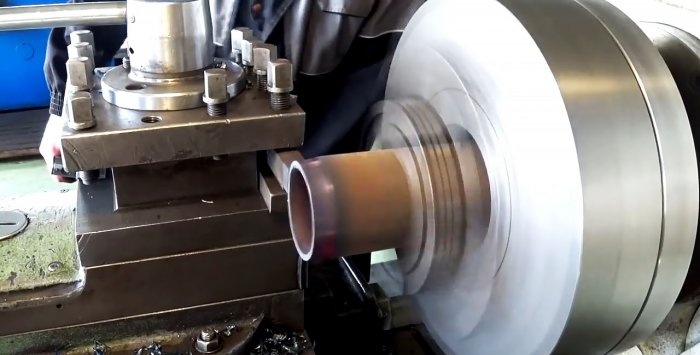
Das Rohr schrumpft und wird weiter gedehnt.
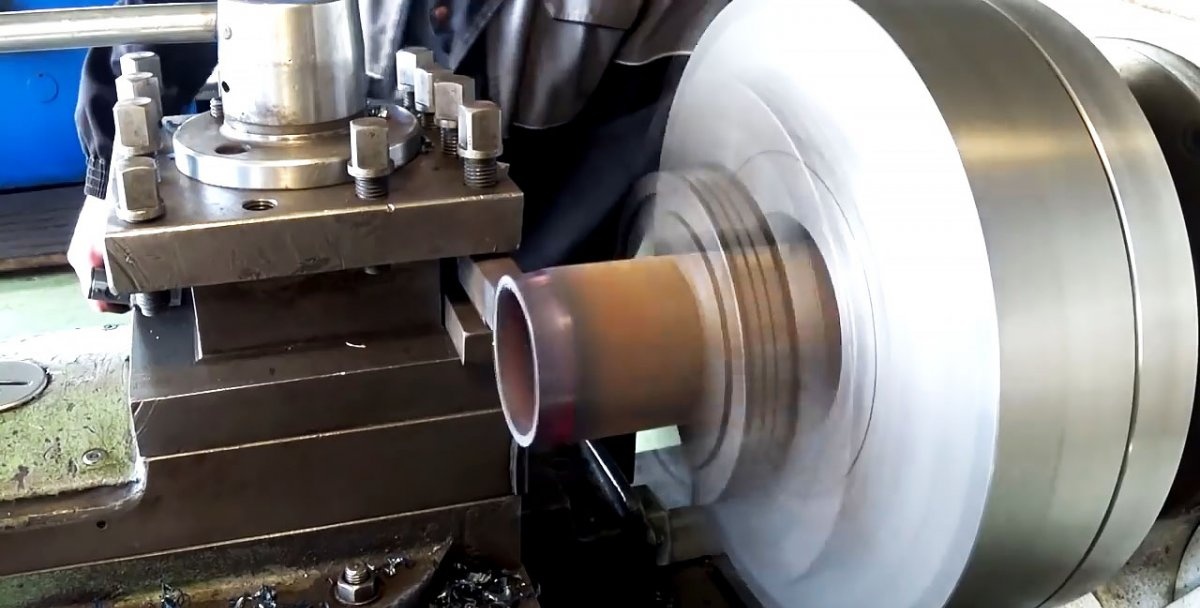
Anschließend wird der bewegliche Schlitten mit der Druckplattform an den Faden angepasst. Die Schneid- und Maschineneinstellungen werden geändert. Vor dem Gewindeschneiden wird die Fase entfernt.
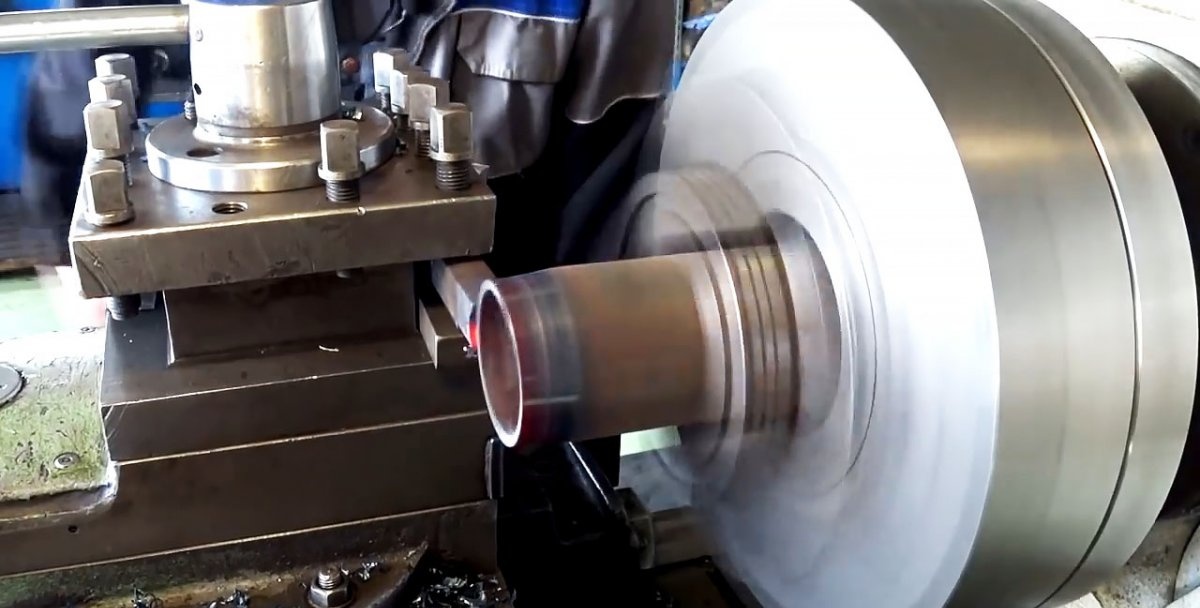
Das Gewindeschneiden erfolgt mit einer Drehzahl von 400 U/min. Gewindebewertung: M70 Stufe 3. Der dafür gewählte Fräser ist ein Stangenschneider.
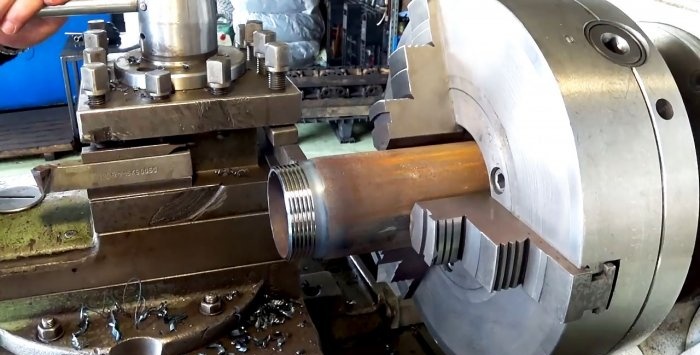
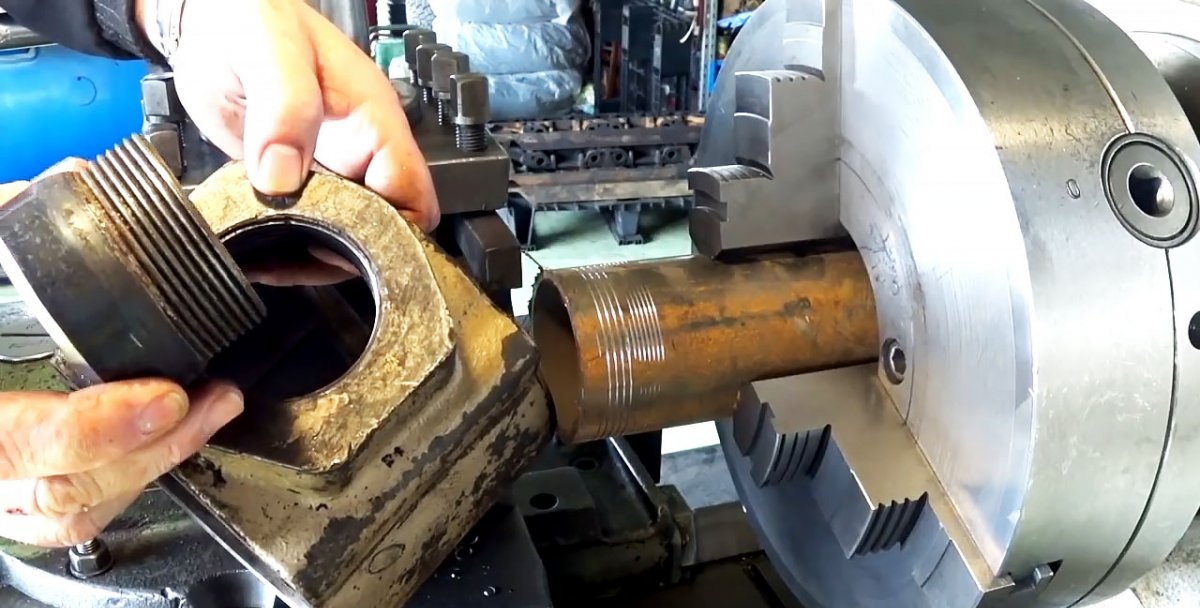
In vier Durchgängen wird die gesamte berechnete Gewindetiefe geschnitten.Das Ergebnis waren 6 Gewindegänge, gerade genug, um das Rohr im Kopf des Luftstartergehäuses zu befestigen.
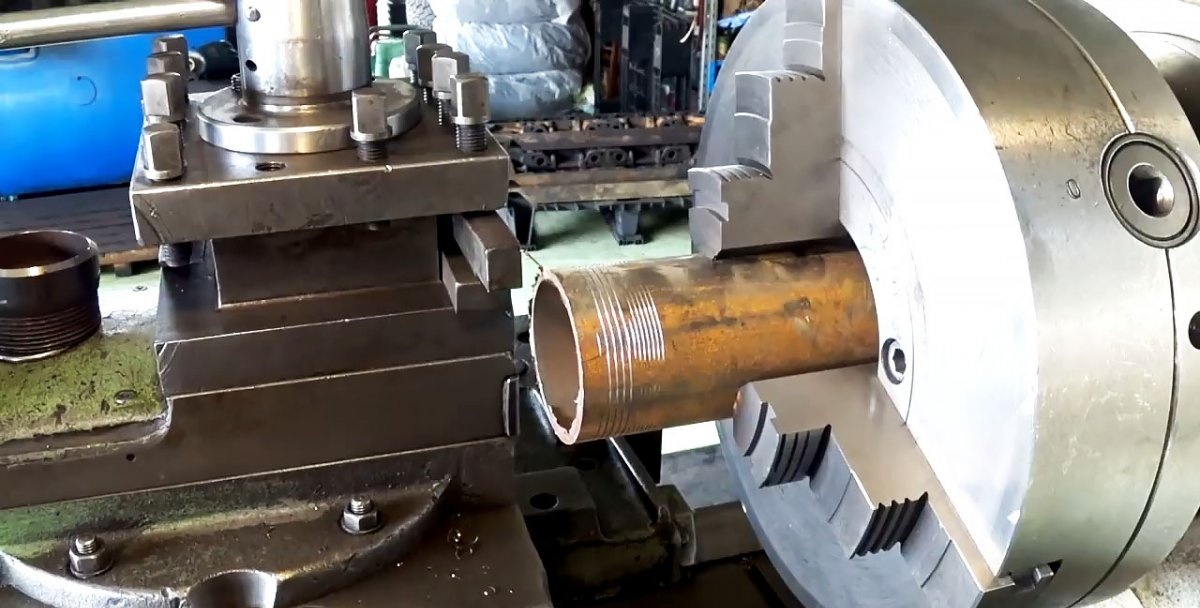
Nachdem der Faden fertig geschnitten ist, schneidet der Meister das Werkstück mit einem gebogenen Fräser.

Dieser Punkt ist bemerkenswert, da in der Regel ein spezieller Fräsertyp für das Planschneiden konzipiert ist. Der Vorteil besteht darin, dass Sie dies mit höchster Genauigkeit tun können. In diesem Fall ist es jedoch nicht wichtig, aber die mit einem Durchschneider hergestellte Fase ist für eine haltbarere Schweißnaht nützlich. Anschließend kann es gereinigt werden, sodass die Fuge überhaupt nicht mehr auffällt.

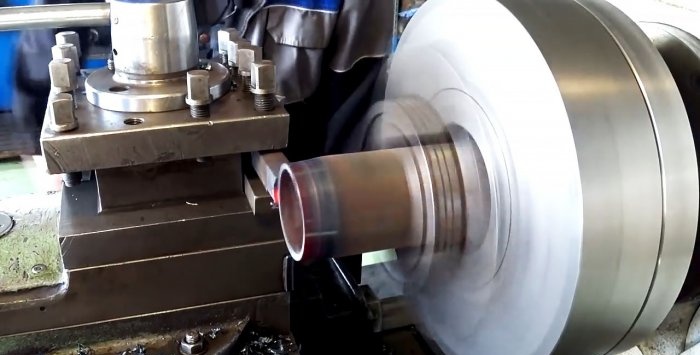
Beim Beschneiden erwärmt sich das Metall, daher ist es am bequemsten, das Werkstück während dieses Vorgangs mit etwas zu stützen, beispielsweise einem Stück einer Elektrode oder einem Stab, und es dann abzukühlen. Wie wir alle gesehen haben, meistert die Schraubendrehmaschine DIP-3001M63 solche Aufgaben gut, insbesondere wenn echte Drehmeister dahinterstecken.
Als Beispiel nehmen wir das Gehäuse eines pneumatischen Anlassers. Dafür müssen Sie ein Gewinderohr anfertigen, das dann verbrüht wird. Das Werkstück ist ein Rohr, dessen Außendurchmesser 76 mm beträgt. Sein Anfangsteil muss auf 70 mm reduziert und mit einem Gewinde versehen werden.
Reduzierung des Rohrdurchmessers durch Schrumpfung
Der Meister schrumpft zunächst einen Teil des Rohres mit dem Ende eines Stahlschneiders auf den erforderlichen Durchmesser von 70 mm. Sie müssen die Größe des Werkstücks mit einem Messschieber kontrollieren. Die Grobschrumpfbearbeitung erfolgt mit einer Drehzahl von 630 U/min.
Der gesamte Vorgang erfolgt in mehreren Durchgängen.
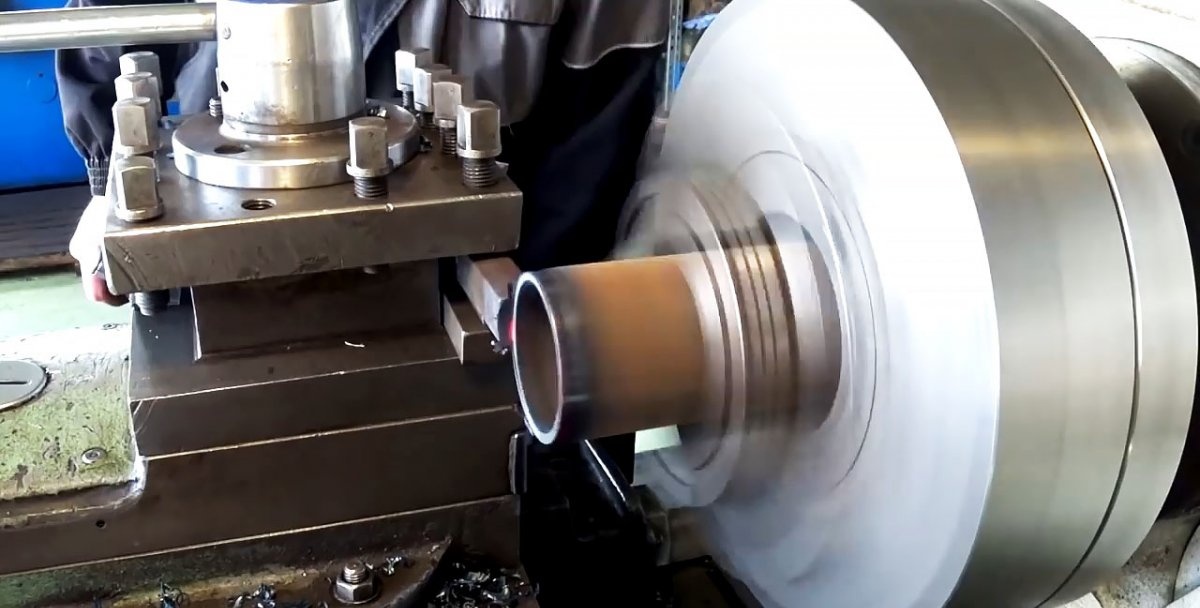
Das Rohr schrumpft und wird weiter gedehnt.
Anschließend wird der bewegliche Schlitten mit der Druckplattform an den Faden angepasst. Die Schneid- und Maschineneinstellungen werden geändert. Vor dem Gewindeschneiden wird die Fase entfernt.
Das Gewindeschneiden erfolgt mit einer Drehzahl von 400 U/min. Gewindebewertung: M70 Stufe 3. Der dafür gewählte Fräser ist ein Stangenschneider.
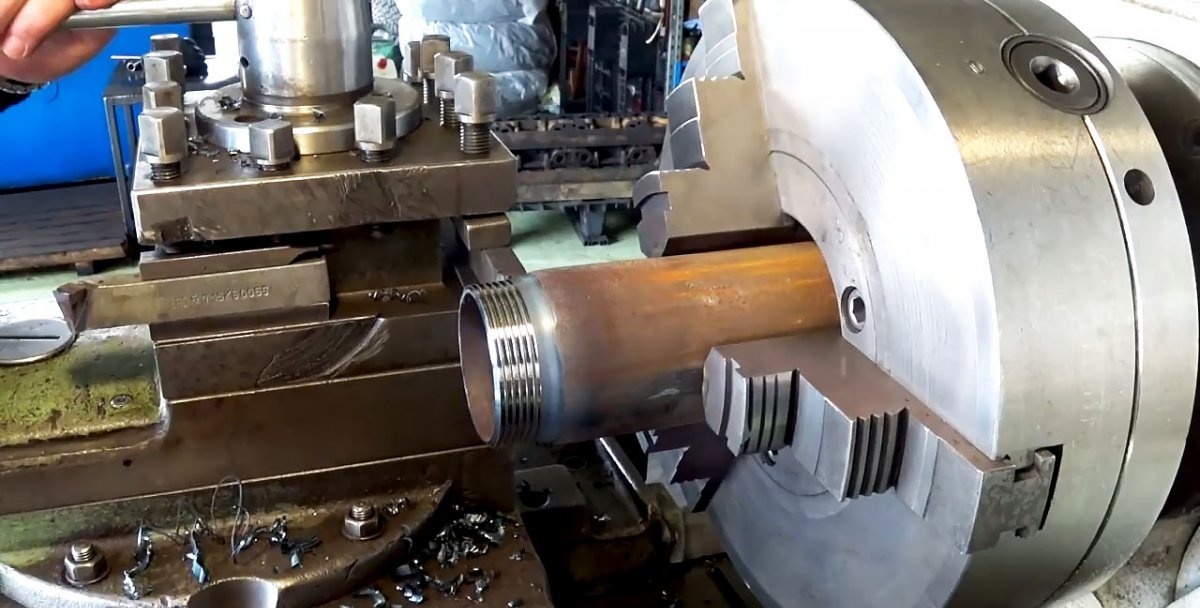
In vier Durchgängen wird die gesamte berechnete Gewindetiefe geschnitten.Das Ergebnis waren 6 Gewindegänge, gerade genug, um das Rohr im Kopf des Luftstartergehäuses zu befestigen.
Nachdem der Faden fertig geschnitten ist, schneidet der Meister das Werkstück mit einem gebogenen Fräser.
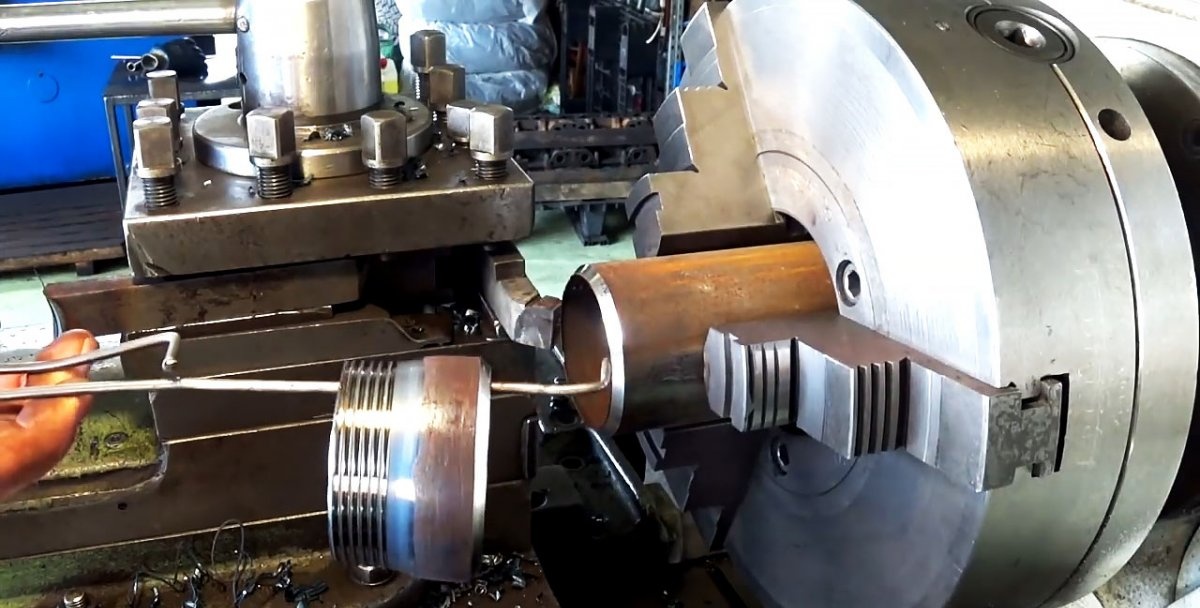
Dieser Punkt ist bemerkenswert, da in der Regel ein spezieller Fräsertyp für das Planschneiden konzipiert ist. Der Vorteil besteht darin, dass Sie dies mit höchster Genauigkeit tun können. In diesem Fall ist es jedoch nicht wichtig, aber die mit einem Durchschneider hergestellte Fase ist für eine haltbarere Schweißnaht nützlich. Anschließend kann es gereinigt werden, sodass die Fuge überhaupt nicht mehr auffällt.
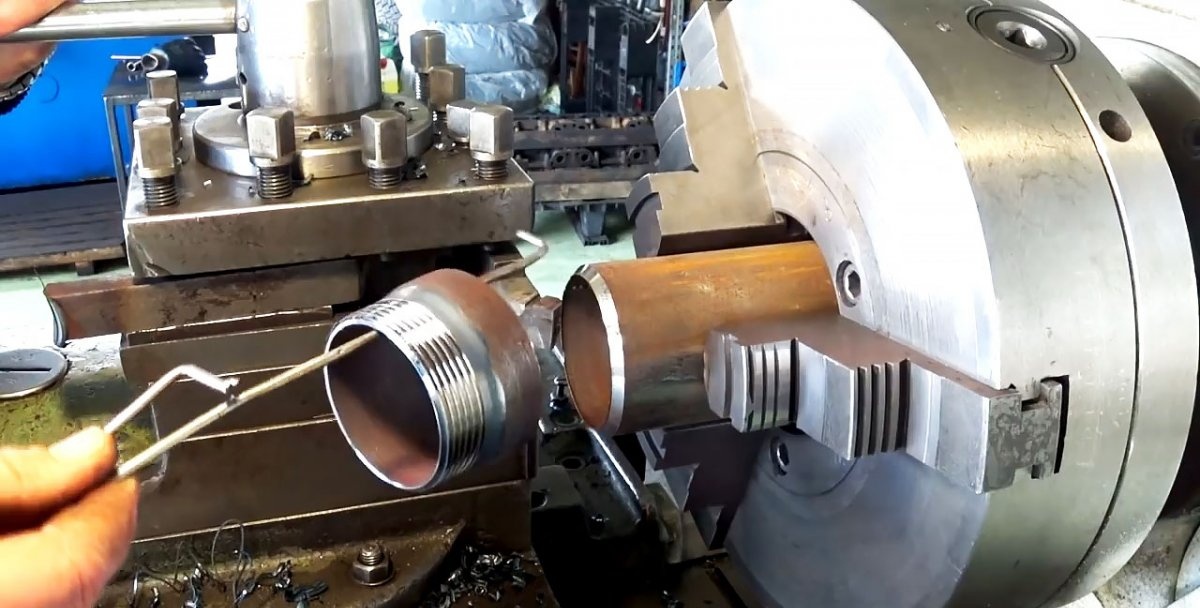
Beim Beschneiden erwärmt sich das Metall, daher ist es am bequemsten, das Werkstück während dieses Vorgangs mit etwas zu stützen, beispielsweise einem Stück einer Elektrode oder einem Stab, und es dann abzukühlen. Wie wir alle gesehen haben, meistert die Schraubendrehmaschine DIP-3001M63 solche Aufgaben gut, insbesondere wenn echte Drehmeister dahinterstecken.
Schau das Video
Ähnliche Meisterkurse






Besonders interessant






Kommentare (4)
