200 A hitsauskone mikroaaltouuneista
Oli tarpeen tehdä hitsausyksikkö käytettäväksi autotallissa ja maalla. Yksinkertainen mutta tehokas, jopa 200 A lähtövirta jopa 12 mm paksun teräksen hitsaukseen. elektrodit "neljä" tai "viisi".


Välttämätön
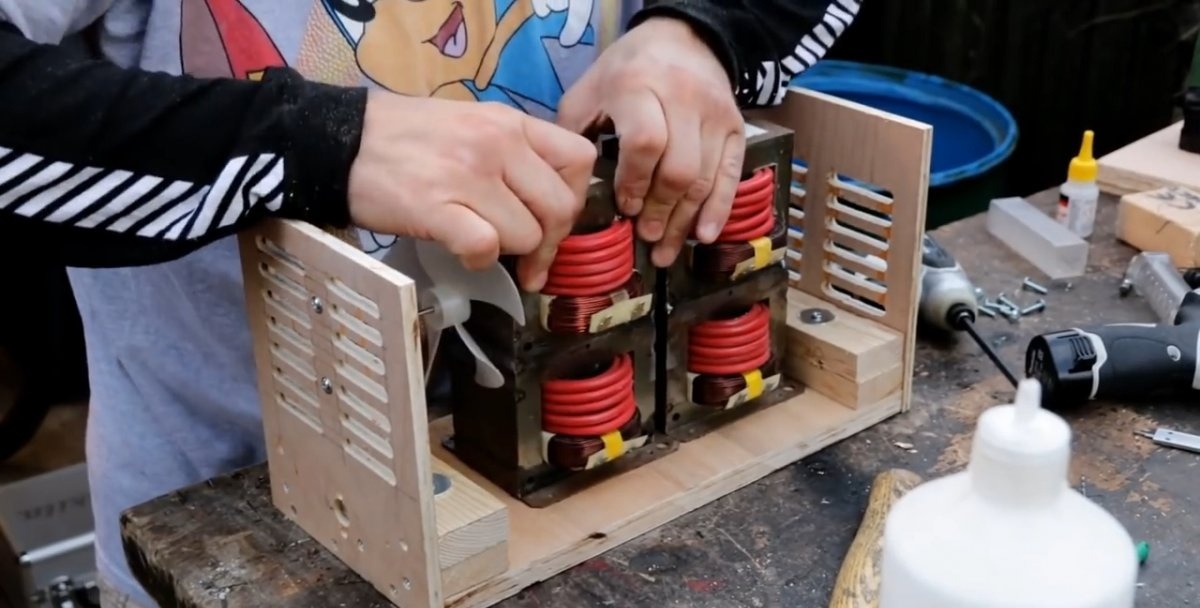
- Neljä uutta tai käytettyä tehomuuntajaa mikroaaltouunista;
- Eristetty lanka, jonka poikkileikkaus on vähintään 50 mm2;
- Hihat lankojen puristamiseen ja pihtien puristamiseen;
- Yksinkertaiset metallintyöstö- ja puusepäntyökalut;
- Monikerroksinen vaneri laitteen runkoon;
- Yleismittari ja kaukolämpömittari;
- Erilaisia pieniä asioita, kiinnikkeitä, maalia jne.
Sähköosien valmistus
Itse muuntajat voi ostaa uutena tai käytettynä mikroaaltouunikorjaamoista kohtuullisella alennuksella.

Poistamme toisen käämin. Voit käyttää metallin leikkuulaikkaa tai tavallista rautasahaa. Tärkeintä ei ole vahingoittaa ensiökäämiä!
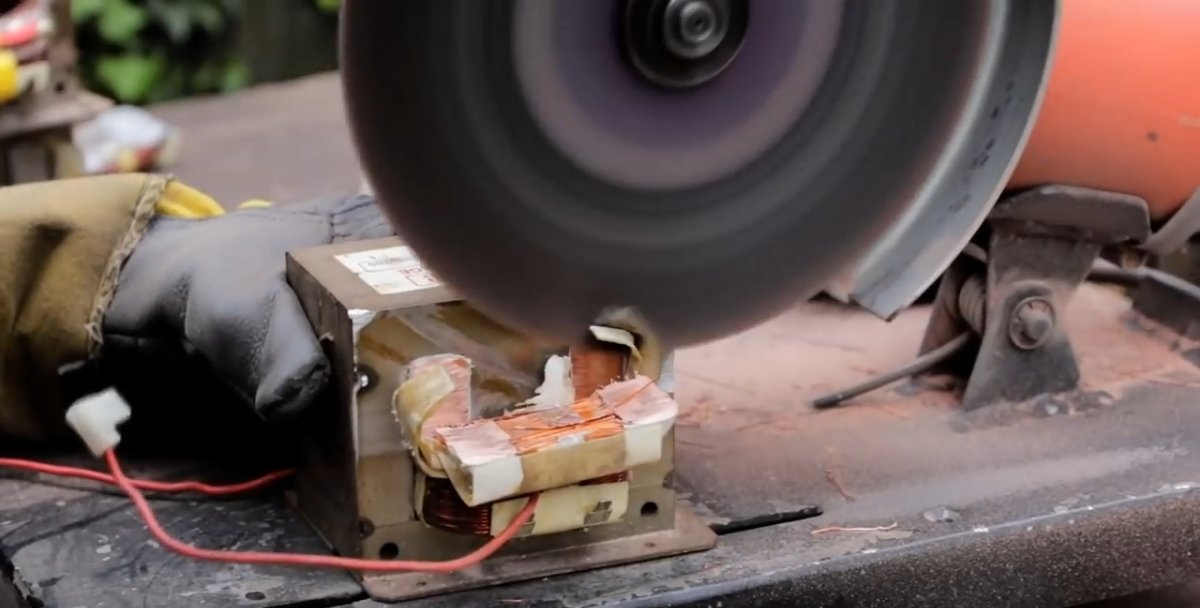
Koputamme leikatun "ensisijaisen" jäännökset partalla tai millä tahansa sopivalla terässauvalla.

Aseta sitten varovasti 10 kierrosta kaapelia vapaaseen "ikkunaan".

Jätämme johtopäätökset 15 cm: ksi.
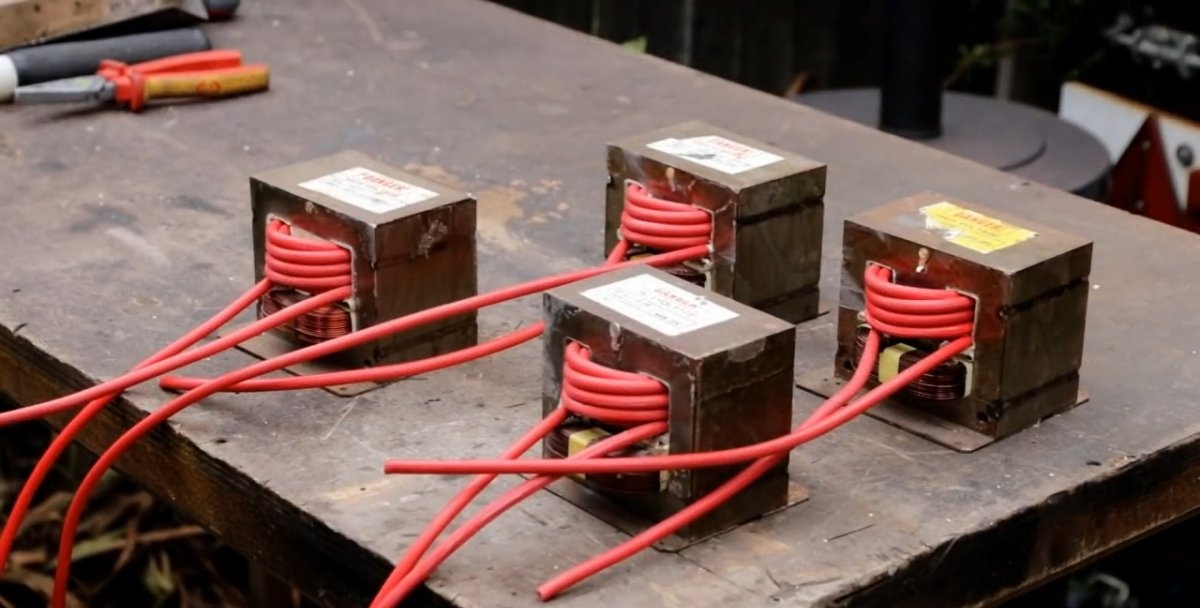
Toistamme toimenpiteen jäljellä olevilla muuntajilla.
Sähkötarkastus
Tulevan hitsauskoneen sähköt on tarkistettava.
HUOMIO!
Kaikki muut sähköasennustyöt tulee suorittaa VAIN laitteen ollessa jännitteettömänä!
Yhdistämme käämit kierteillä kaavion mukaan.
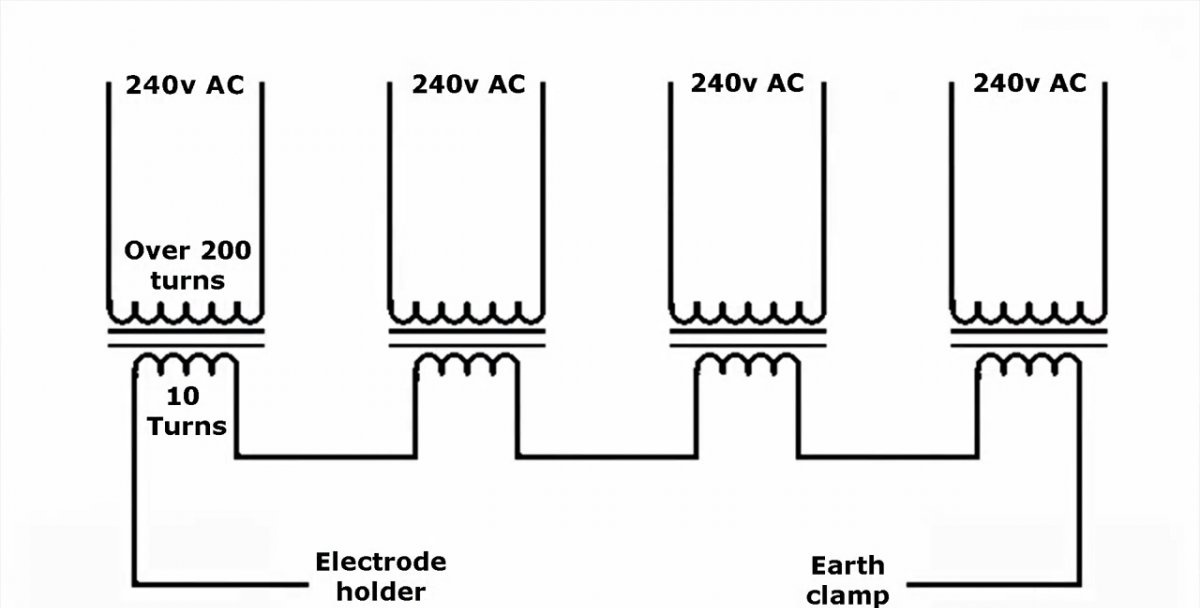
Verkko, entinen toissijainen, "rinnakkaisena".
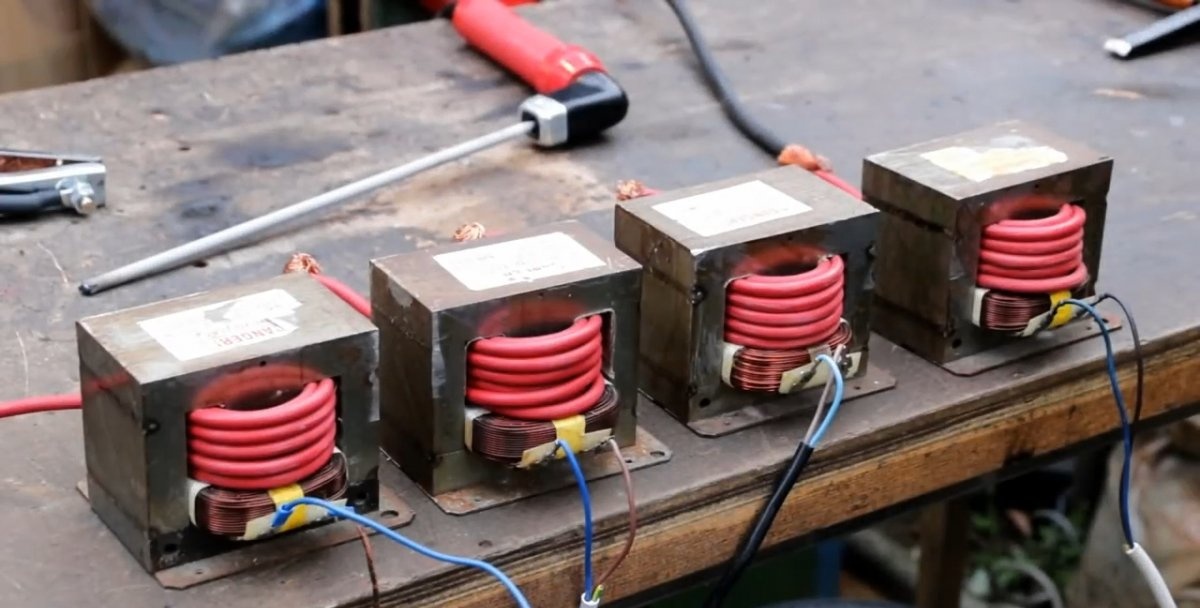
Asennamme lähtökäämit sarjaan.

Tässä tapauksessa on välttämätöntä, että yhden käämin lähdöt kytketään seuraavan käämin tuloon!
Yhdistämme verkkokäämit voimakkaaseen 220 V pistorasiaan. Tarkistamme laitteen kuluttaman virran kuormittamattomana.
Noin 11 A., vähän liikaa, mutta siedettävää.
Mittaamme jännitteen yhdistettyjen tehohitsauskäämien lähdöstä. Jännite oli 35 - 37 V. Jokaisessa muuntajassa oli 9 V.

Sitten tarkistamme valokaaren syttymismahdollisuuden ja yritämme hitsata pari teräsosaa.
Ruoanlaitto! Saumasta tulee upea.
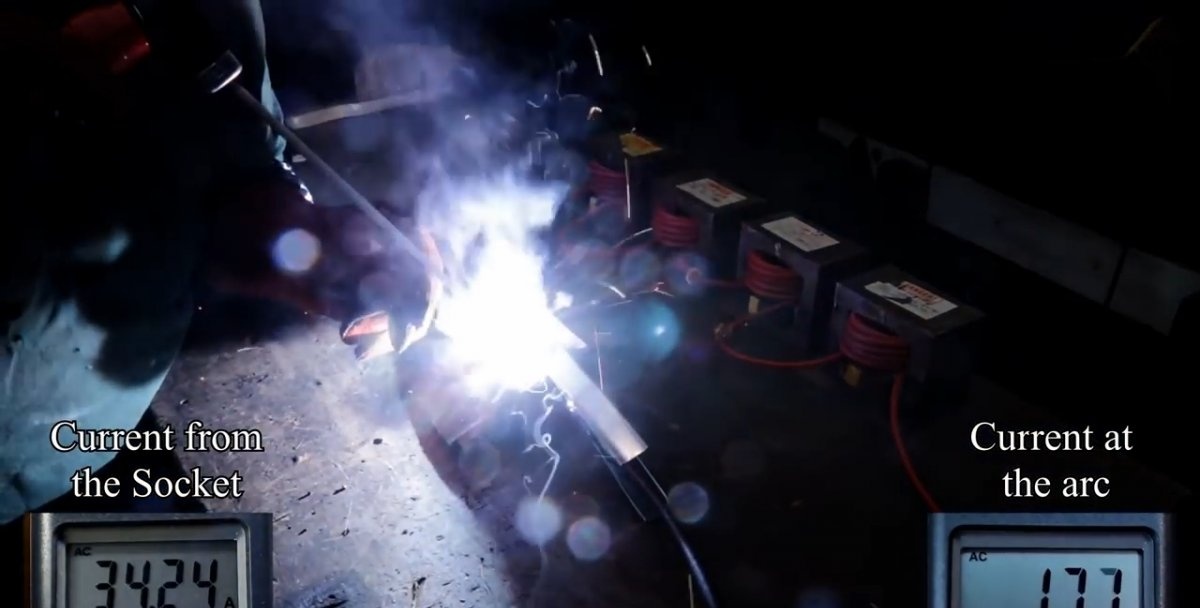
Hitsausprosessin aikana tulovirta on 32 - 35 A, kaarivirta 170 - 190 A.
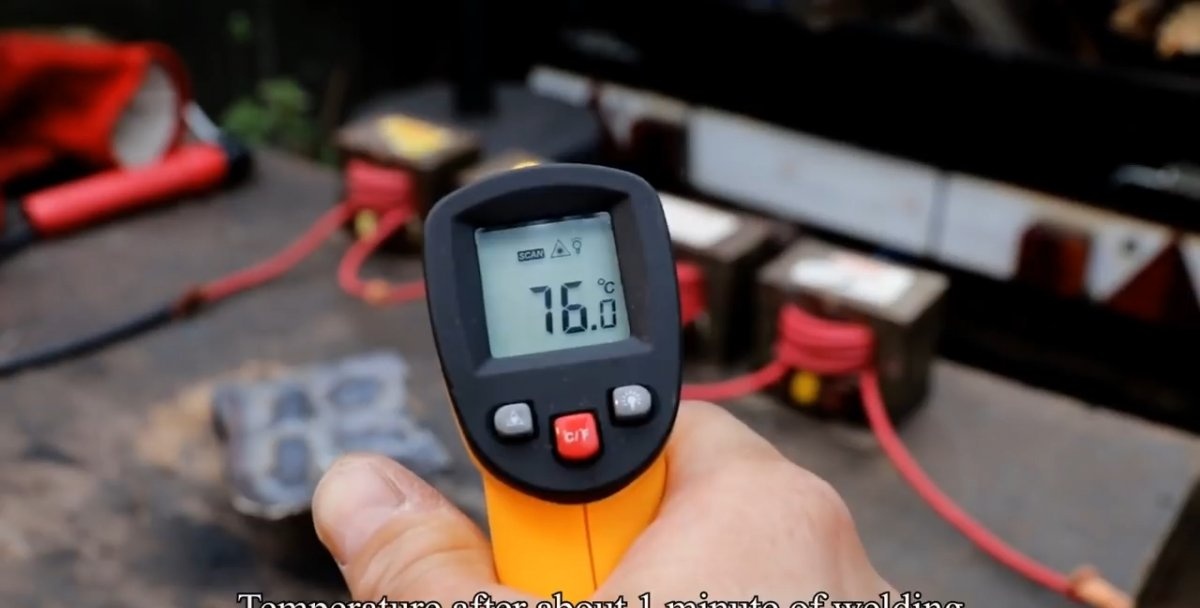
Tarkistamme muuntajien lämmityksen, se ei ylitä 80 0C. Hyväksyttävä.
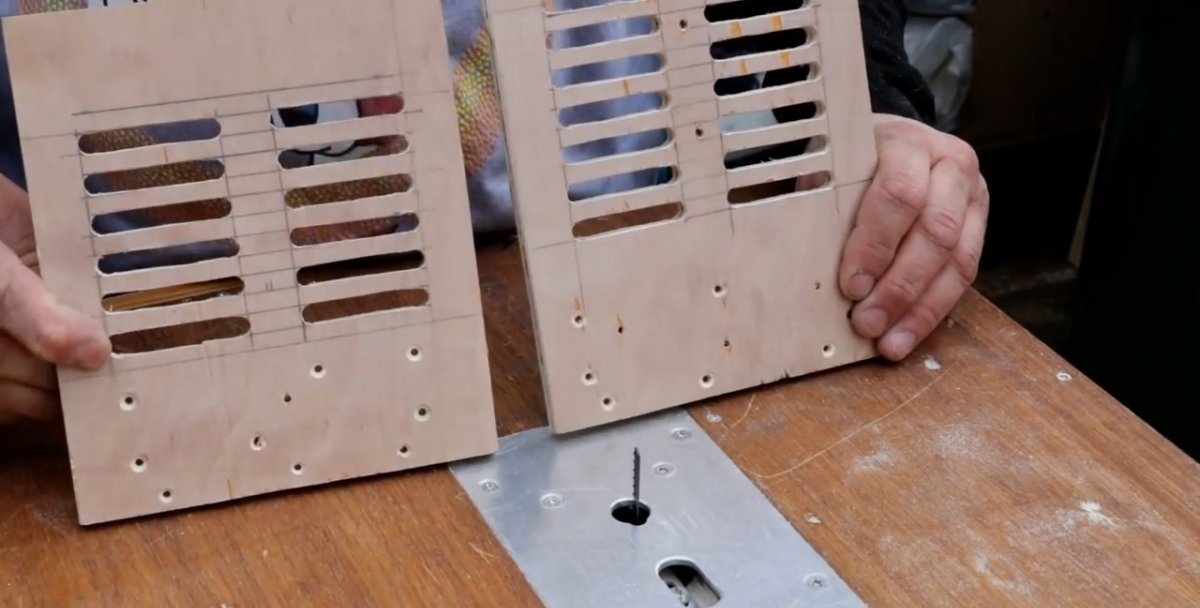
Kehys
Muuntajat hitsataan kaksi kerrallaan.

Voit tehdä kotelon metallista tai valita jotain valmiista. Minun oli helpompi tehdä se monikerroksisesta vanerista.


Kotelossa tulee olla suuret tuuletusaukot.
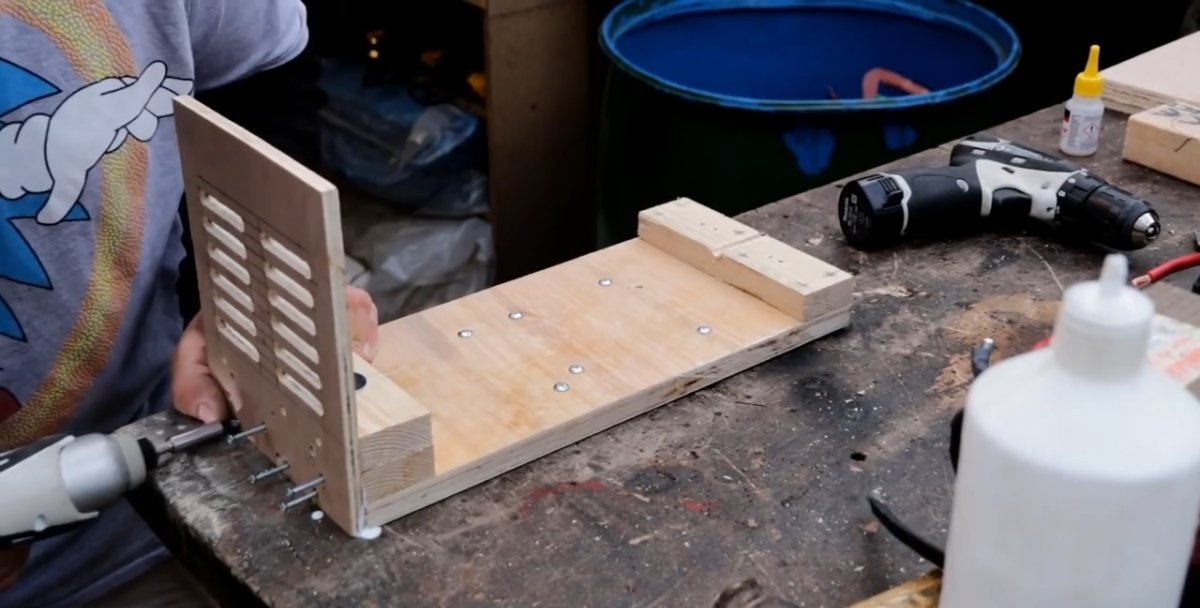
Asennamme puhaltimen muuntajien pakkotuuletusta varten.

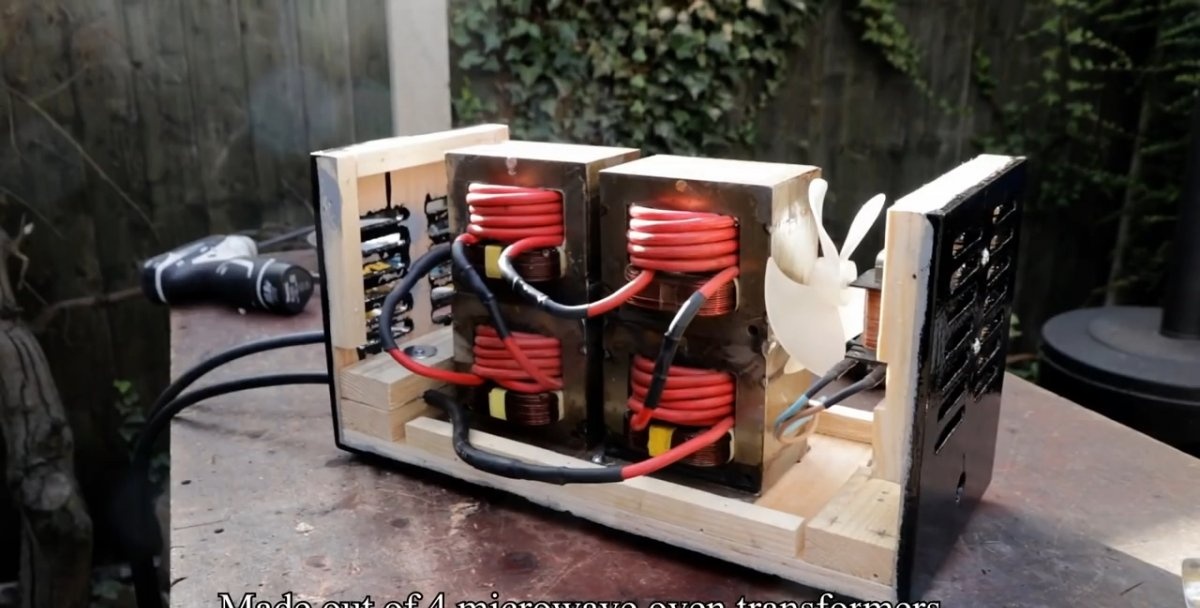
Laitteen lopullinen kokoonpano
Asennamme kaikki komponentit ja osat koteloon. Yhdistämme käämiliittimet, verkko- ja lähtöhitsausliittimet sopivan halkaisijan omaavilla metalliholkeilla. Puristamme hihat puristuspihdeillä.
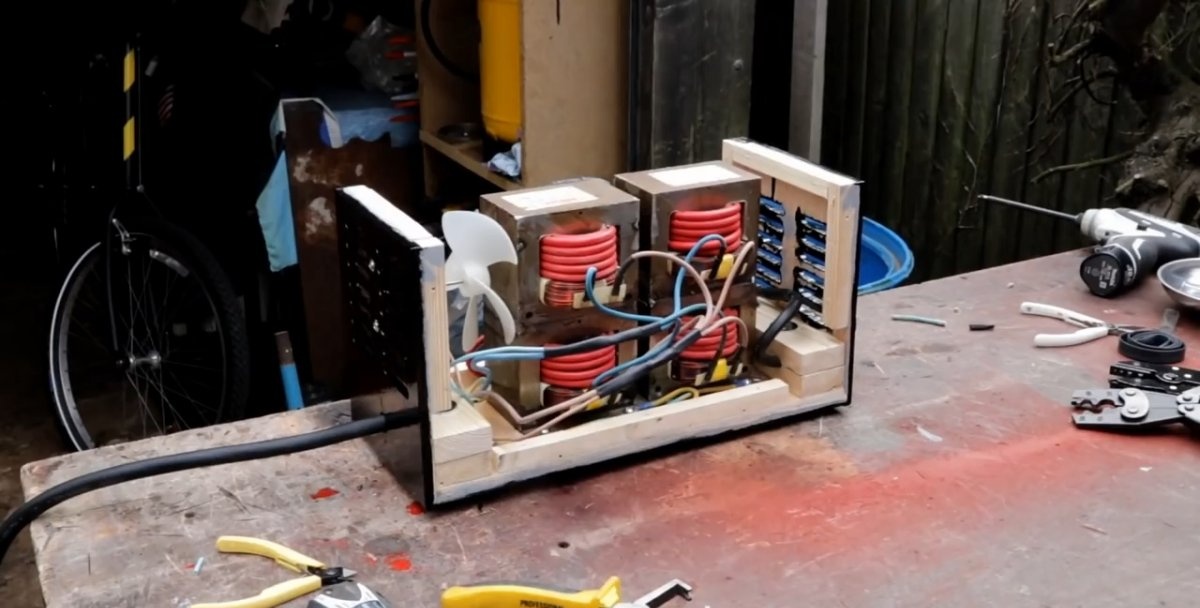
Eristämme liitokset lämpökutistuvilla putkilla lämmittäen niitä hiustenkuivaajalla.
Sulje kansi, laite on valmis.

Töitä tarkistamassa
Hitsaamme kaksi 6 mm. teräslevyt. Valokaari on tasainen, virta ei putoa. Sauma saadaan syvällä tunkeutumisella.


Kotelon reiän kautta tarkistamme muuntajien ylikuumenemisen. Lämpötila on hieman yli 40 0C.
Toistamme hitsauksen 12 mm:llä. teräsjätteet. Tulos on jälleen positiivinen.
"Hitsaaja" osoittautui loistavaksi!
On kuitenkin syytä muistaa, että laitteen muuntajat ovat suhteellisen pieniä. Siksi hitsausyksikön tärkein ominaisuus PV (kestolla) tai PN (kuormituksen kesto) on tässä pieni, 20 - 30 %. Keitä 3 minuuttia, anna laitteen levätä 7-8 minuuttia. Tällä hetkellä voit vaihtaa elektrodin, järjestää hitsattavat osat uudelleen tai vain pitää tauon.
Laitteen suorituskyvyn lisäämiseksi ja sen lämmityksen vähentämiseksi on järkevää asentaa tehokkaampi tuuletin tai asentaa toinen. Toinen pumppaa ilmaa, toinen vetää ilmaa. Jäähdytysteho paranee.
Katso video
Samanlaisia mestarikursseja






Erityisen mielenkiintoista






Kommentit (18)
