Kuinka pienentää teräsputken halkaisijaa kitkan avulla
Tämän päivän katsauksessa keskitytään putken halkaisijan pienentämiseen kitkan avulla. Kierreputki valmistuu 5 minuutissa! Tämä ei ole vitsi, ja materiaaliin on liitetty videotodisteita.
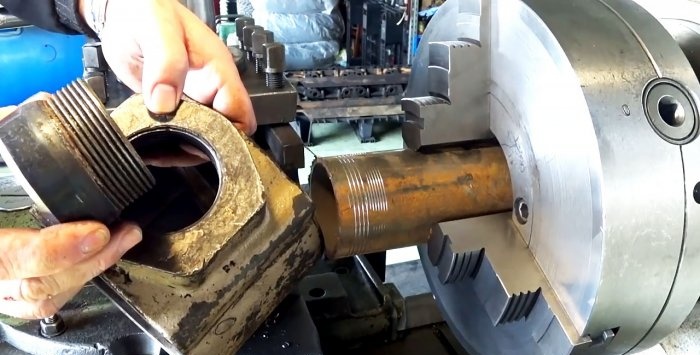
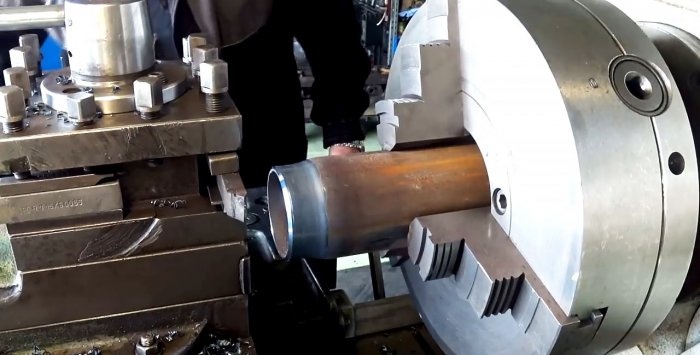
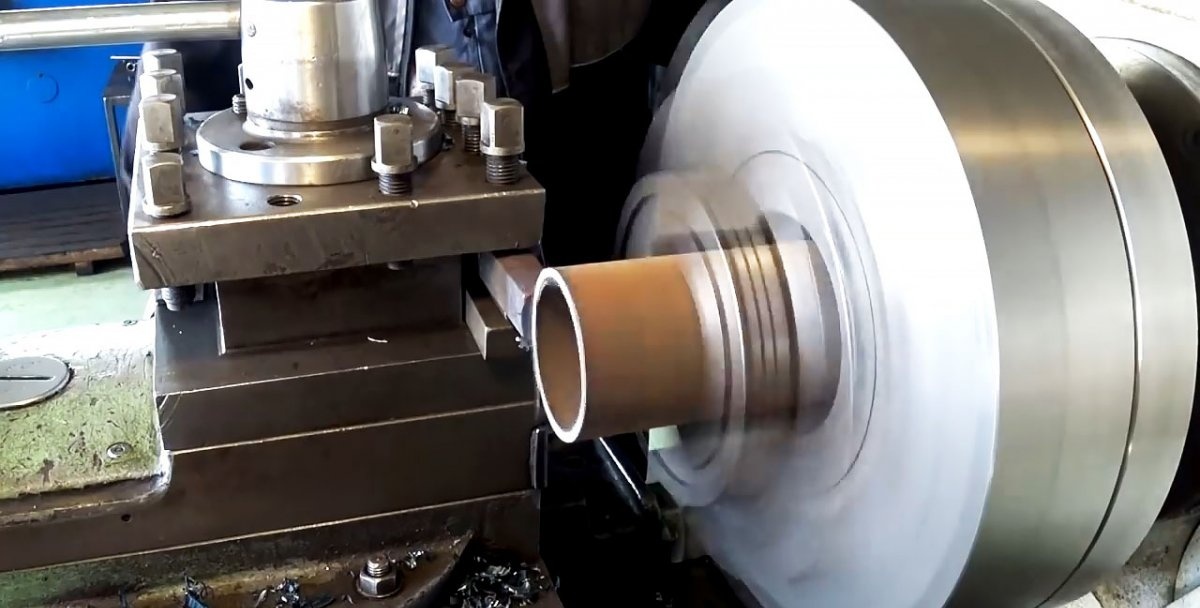
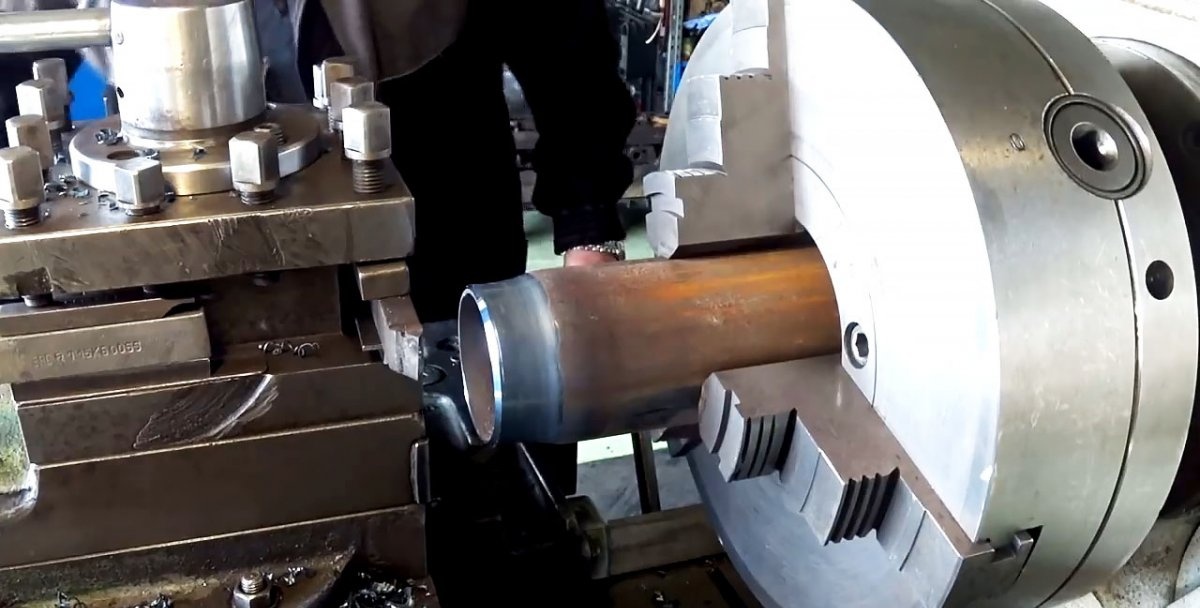
Otamme esimerkiksi kotelon moottorin pneumaattisesta käynnistimestä. Sinun on tehtävä sille kierreputki, joka sitten poltetaan. Työkappale on putki, jonka ulkohalkaisija on 76 mm. Sen alkuosa on pienennettävä 70 mm:iin ja kierrettävä.
Päällikkö kutistaa ensin osan putkesta teräsleikkurin päässä vaadittuun 70 mm halkaisijaan. Sinun on säädettävä työkappaleen kokoa jarrusatulalla. Karkea kutistuskäsittely suoritetaan nopeudella 630 rpm.

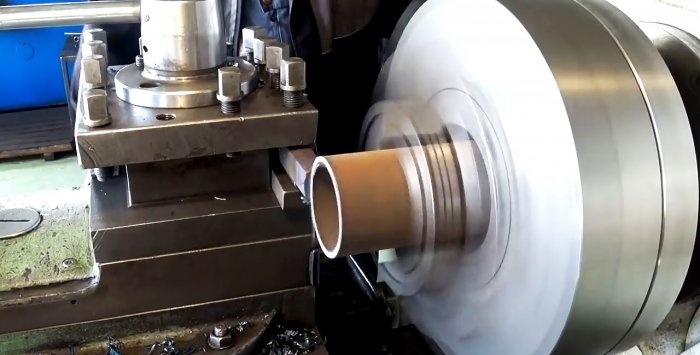
Koko toimenpide suoritetaan useissa kierroksissa.

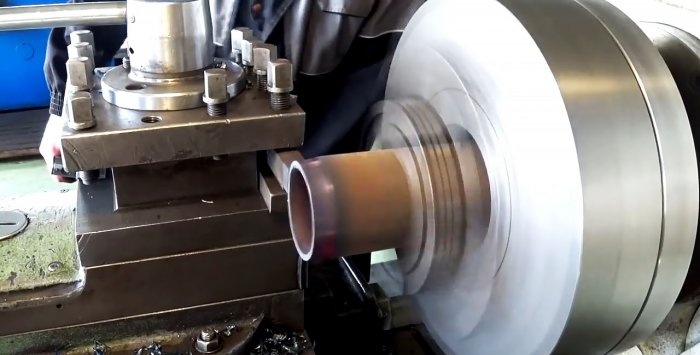
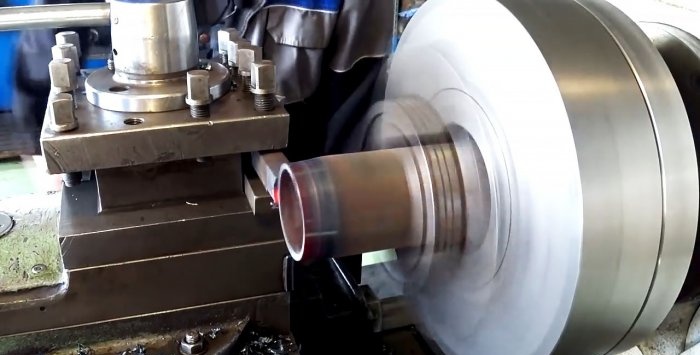
Putki kutistuu ja venyy edelleen.
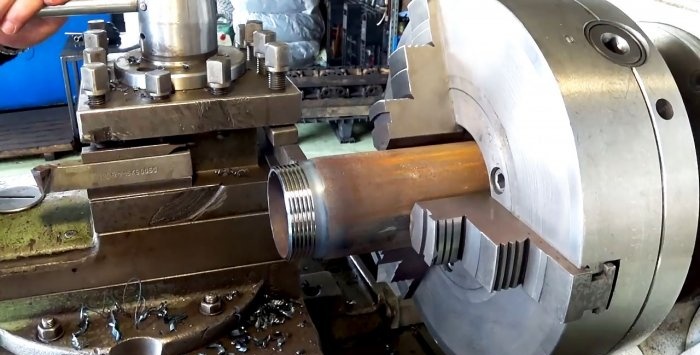
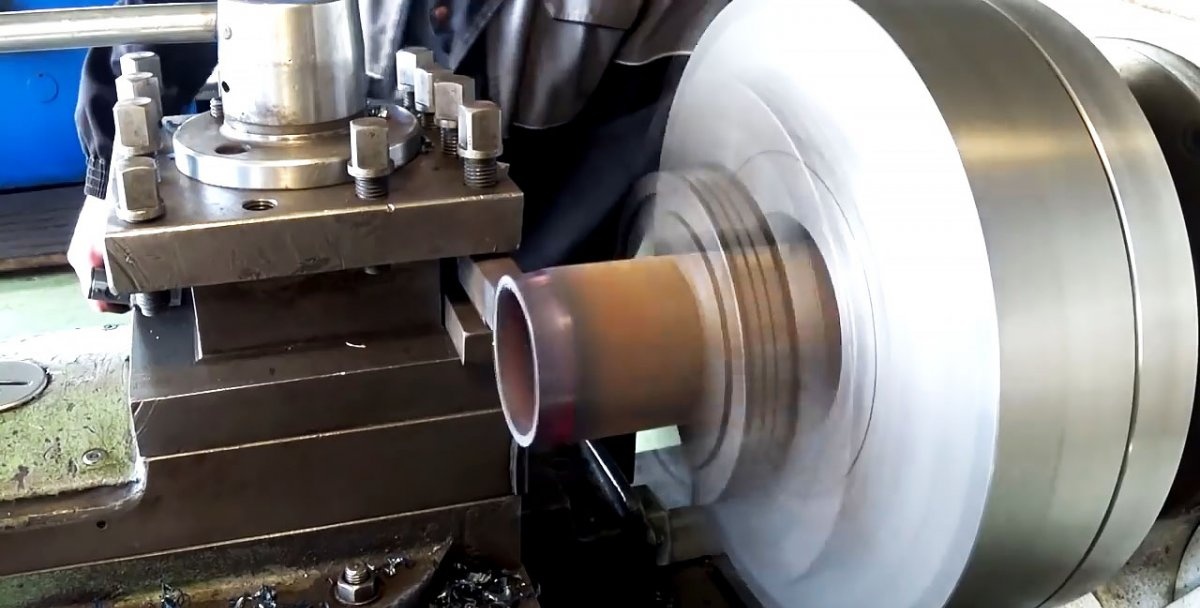
Seuraavaksi siirrettävä kelkka painetasolla säädetään kierteeseen. Leikkurin ja koneen asetuksia muutetaan. Ennen langan leikkaamista viiste poistetaan.
Kierteen katkaisu suoritetaan nopeudella 400 rpm. Kierreluokitus: M70, vaihe 3. Siihen valittu leikkuri on tanko.
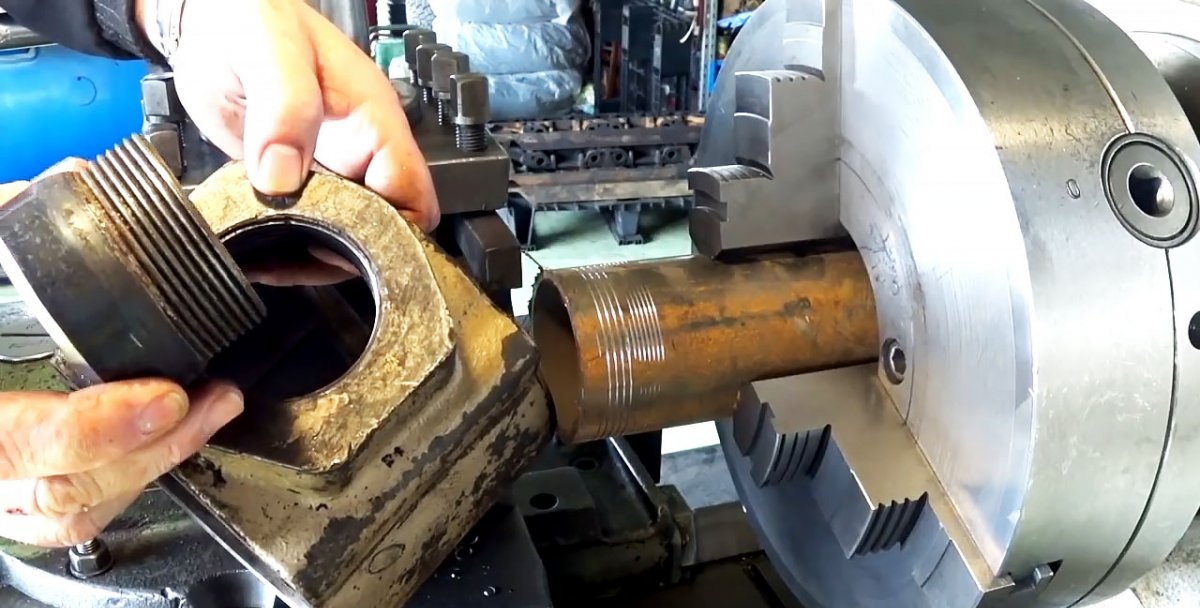
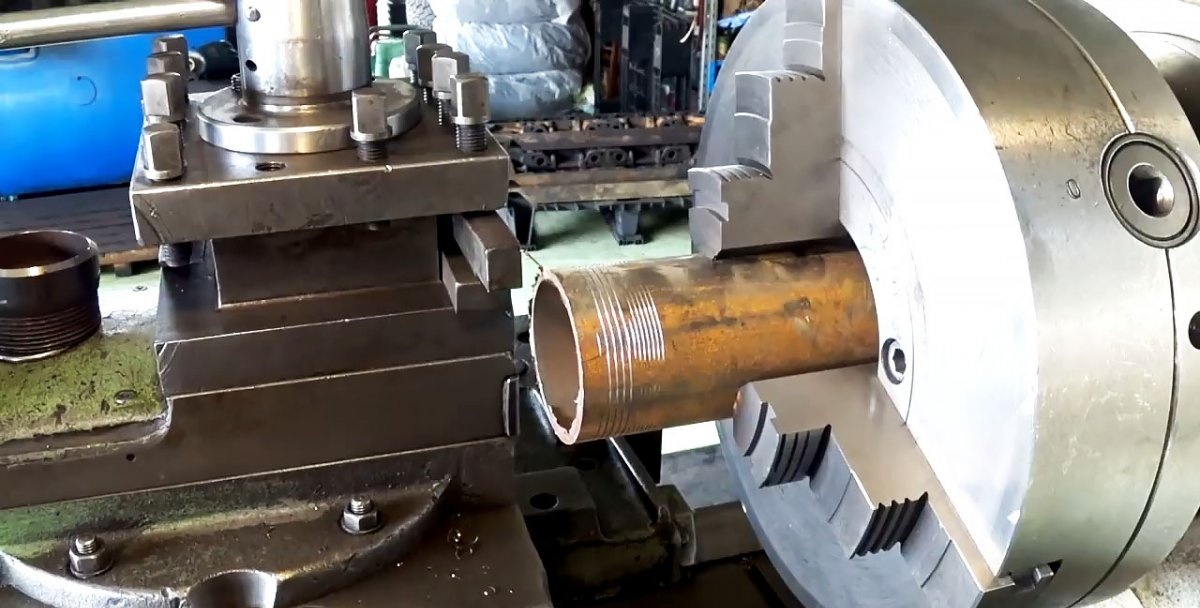
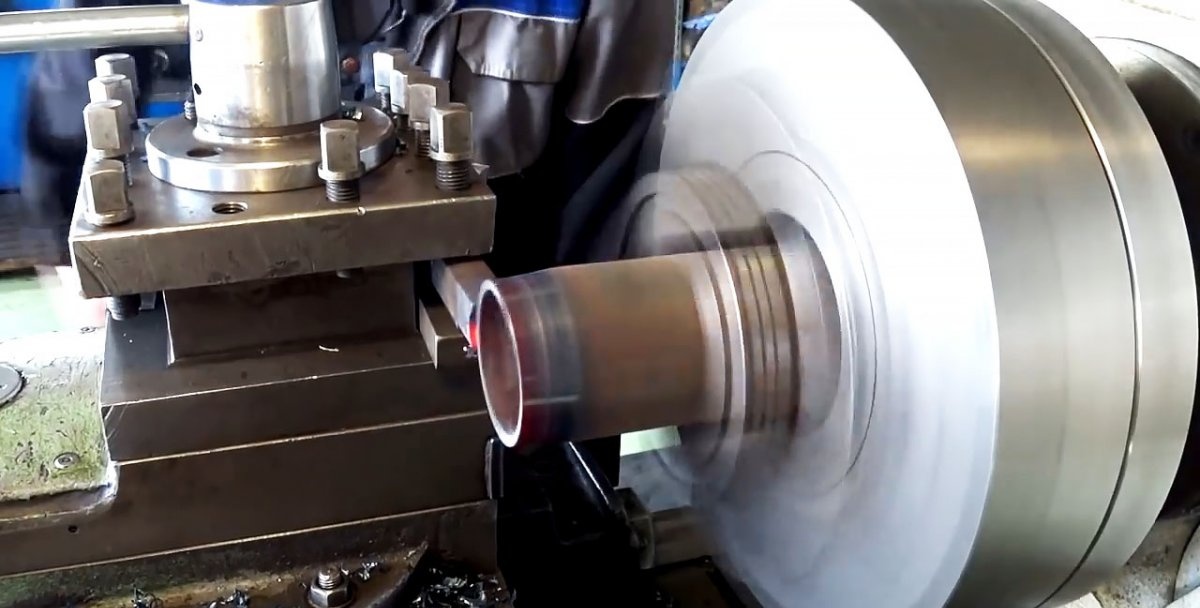
Neljässä ajossa leikataan koko laskettu kierteen syvyys.Tuloksena oli 6 kierrettä, juuri tarpeeksi putken kiinnittämiseen ilmakäynnistimen kotelon päähän.
Lopetettuaan langan leikkaamisen mestari leikkaa työkappaleen taivutetulla leikkurilla.

Tämä kohta on huomionarvoinen, koska yleensä erityinen leikkuri on suunniteltu vastakkain - leikkaamiseen. Sen etuna on, että sen avulla voit tehdä tämän suurimmalla tarkkuudella. Mutta tässä tapauksessa se ei ole tärkeä, mutta läpivientileikkurilla tehty viiste on hyödyllinen kestävämpään hitsaukseen. Jälkeenpäin se voidaan puhdistaa niin, että saumaa ei huomaa ollenkaan.

Leikattaessa metalli lämpenee, joten on kätevintä tukea työkappaletta jollakin tämän toimenpiteen aikana, esimerkiksi elektrodin palalla tai tangolla, ja sitten jäähdyttää se. Kuten olemme kaikki nähneet, DIP-3001M63 ruuvileikkaussorvi selviää hyvin tällaisista tehtävistä, varsinkin kun sen takana ovat todelliset sorvausmestarit.
Otamme esimerkiksi kotelon moottorin pneumaattisesta käynnistimestä. Sinun on tehtävä sille kierreputki, joka sitten poltetaan. Työkappale on putki, jonka ulkohalkaisija on 76 mm. Sen alkuosa on pienennettävä 70 mm:iin ja kierrettävä.
Putken halkaisijan pienentäminen kutistumisen avulla
Päällikkö kutistaa ensin osan putkesta teräsleikkurin päässä vaadittuun 70 mm halkaisijaan. Sinun on säädettävä työkappaleen kokoa jarrusatulalla. Karkea kutistuskäsittely suoritetaan nopeudella 630 rpm.
Koko toimenpide suoritetaan useissa kierroksissa.
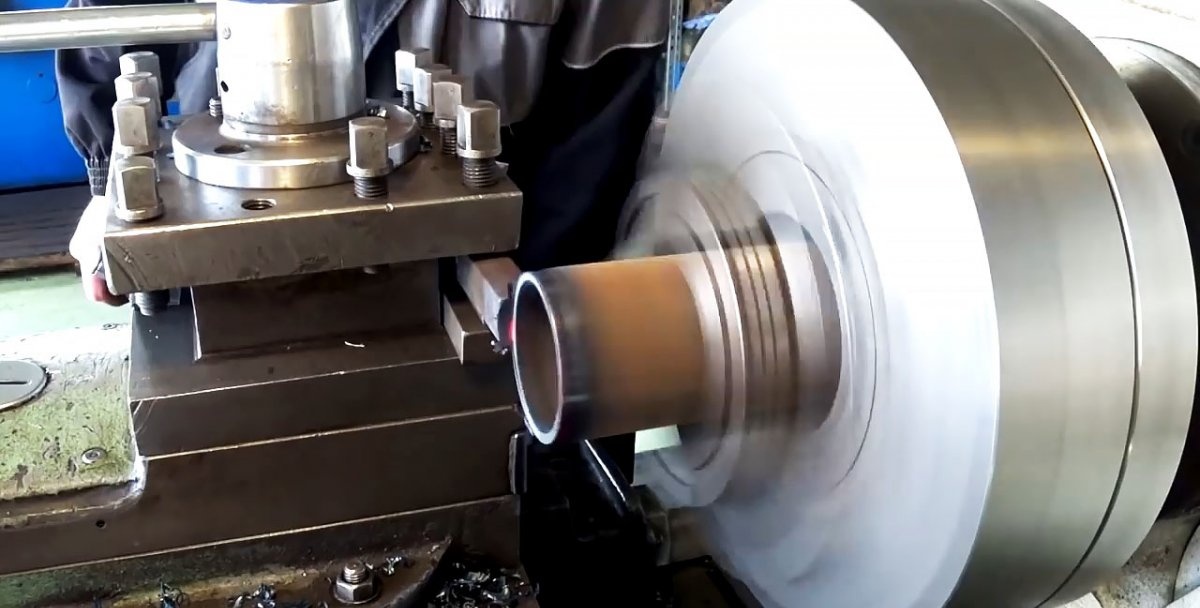
Putki kutistuu ja venyy edelleen.
Seuraavaksi siirrettävä kelkka painetasolla säädetään kierteeseen. Leikkurin ja koneen asetuksia muutetaan. Ennen langan leikkaamista viiste poistetaan.
Kierteen katkaisu suoritetaan nopeudella 400 rpm. Kierreluokitus: M70, vaihe 3. Siihen valittu leikkuri on tanko.
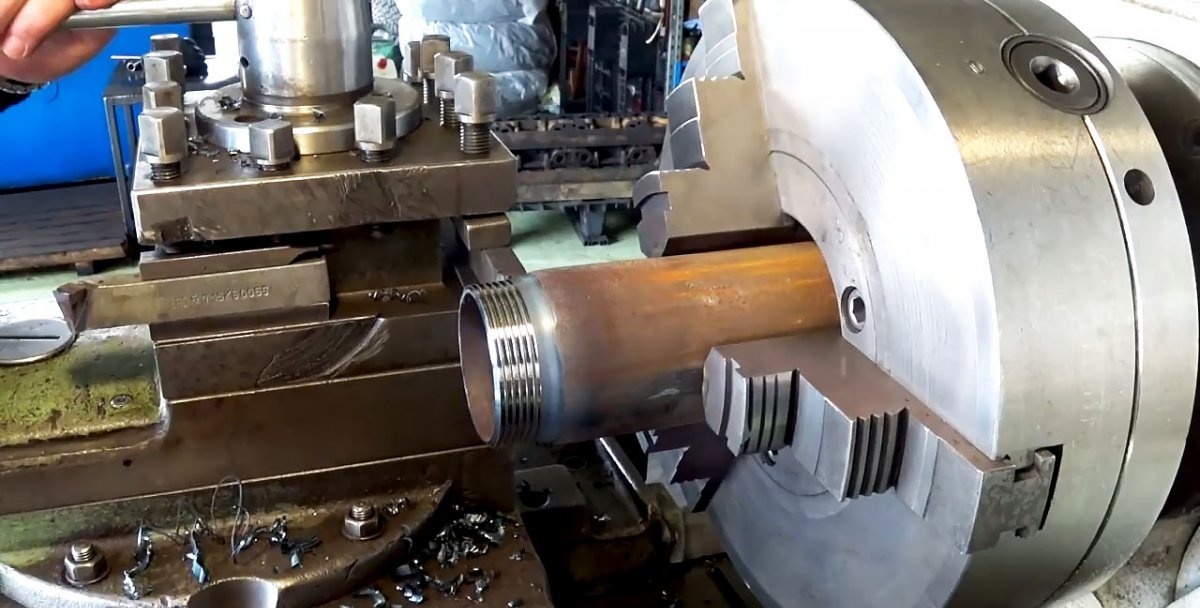
Neljässä ajossa leikataan koko laskettu kierteen syvyys.Tuloksena oli 6 kierrettä, juuri tarpeeksi putken kiinnittämiseen ilmakäynnistimen kotelon päähän.
Lopetettuaan langan leikkaamisen mestari leikkaa työkappaleen taivutetulla leikkurilla.
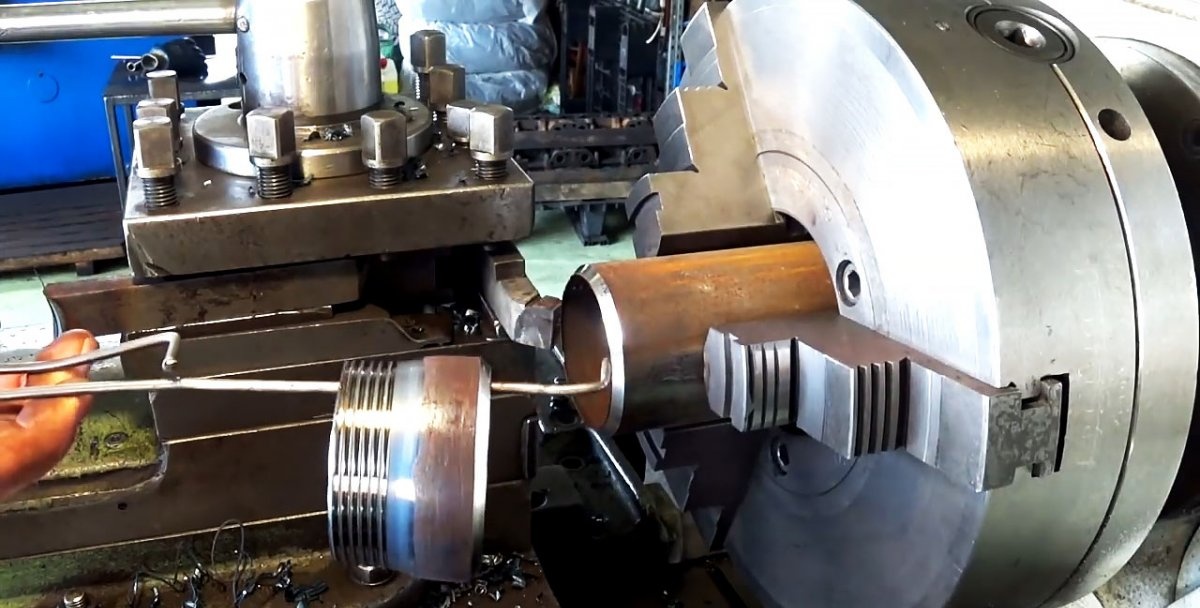
Tämä kohta on huomionarvoinen, koska yleensä erityinen leikkuri on suunniteltu vastakkain - leikkaamiseen. Sen etuna on, että sen avulla voit tehdä tämän suurimmalla tarkkuudella. Mutta tässä tapauksessa se ei ole tärkeä, mutta läpivientileikkurilla tehty viiste on hyödyllinen kestävämpään hitsaukseen. Jälkeenpäin se voidaan puhdistaa niin, että saumaa ei huomaa ollenkaan.
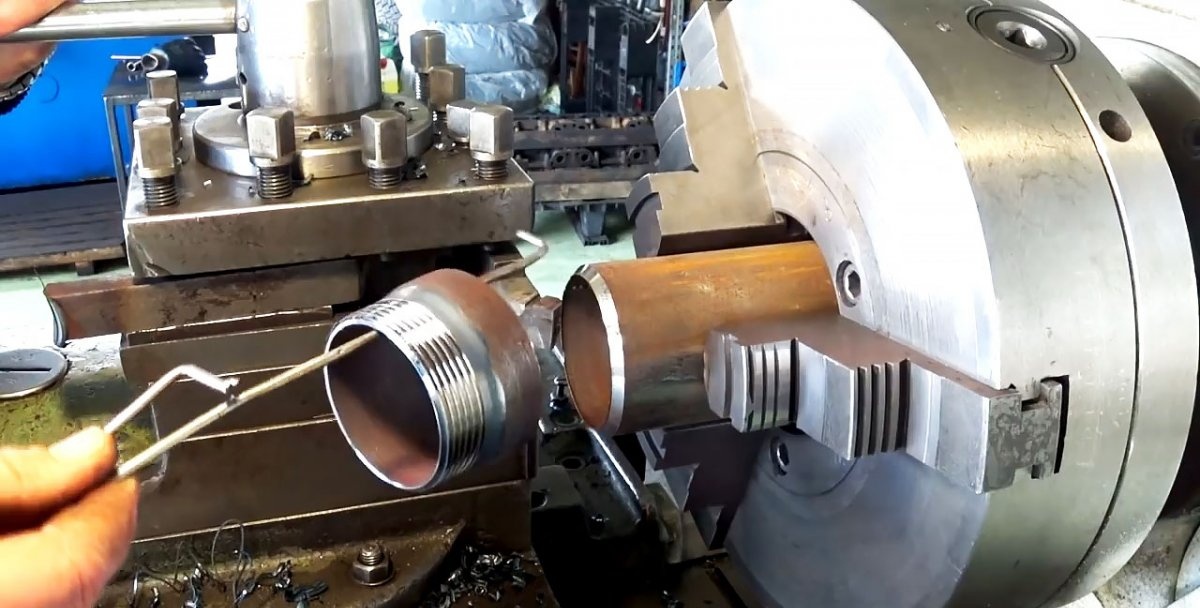
Leikattaessa metalli lämpenee, joten on kätevintä tukea työkappaletta jollakin tämän toimenpiteen aikana, esimerkiksi elektrodin palalla tai tangolla, ja sitten jäähdyttää se. Kuten olemme kaikki nähneet, DIP-3001M63 ruuvileikkaussorvi selviää hyvin tällaisista tehtävistä, varsinkin kun sen takana ovat todelliset sorvausmestarit.
Katso video
Samanlaisia mestarikursseja






Erityisen mielenkiintoista






Kommentit (4)
