Kuinka porata minkä tahansa nopean teräksen läpi laattaporalla
Kuinka porata pikateräslaatua P6M5 tai HSS eurooppalaisen nimityksen mukaan? Teimme esimerkiksi mekaanisen sahan terästä veitsen, johon meidän on porattava halkaisijaltaan 5-6 mm reikiä tappeja varten kahvan pehmusteiden asentamiseksi ja kiinnittämiseksi.
Sama toimenpide saattaa olla tarpeen porattaessa metallisahan terää 1Х6ВФ teräksestä, josta voit valmistaa hyödyllisiä tuotteita. 9HF-teräksestä valmistettu mekaanisen sahan teränpala soveltuu paitsi veitsien, myös esimerkiksi epästandardien avaimenperien valmistukseen.

Kaikki tarkasteltavat ja muut pikateräslaadut porataan keihäänmuotoisilla (höyhen)porilla laatoille, joilla on erilainen malli. Esimerkiksi varret tehdään pyöreiksi tai kuusikulmioiksi, mikä ei ole olennaisen tärkeää päätyön - porauksen - kannalta.

Niitä myydään vapaasti lähes kaikissa rakennusliikkeissä tai kaikenlaisia työkaluja myyvissä liikkeissä.Mikä on erittäin tärkeää, tämän tyyppiset ja käyttötarkoitetut porat ovat houkuttelevia, koska ne ovat edullisia.
Myös nopean teräksen poraamiseen tarvitset erimuotoisia ja -mallisia leikkureita. Niiden avulla varmistetaan poratun reiän tarkkuus, puhtaus, muoto ja vaadittu halkaisija.

Meidän on porattava seuraavat näytteet:
Aloitetaan metallisahanterällä. Työkaluksi valitsemme käytetyn laattaporanterän, joka on teroitettu jo useammin kuin kerran timanttilaikalla. Eli tehdasteroituksesta ei jäänyt pitkään aikaan mitään, mikä olisi epäilemättä antanut parhaan tuloksen.
Työnämme työkalumme sähköporan istukkaan ja aloitamme porauksen ilman voitelua tai jäähdytystä. Valitsemme toimintatilaksi alhaisen nopeuden. Huomaamme, että prosessi on hidas, mutta kärsivällisyydellä terään ilmestyy jonkin ajan kuluttua kartiomainen painauma, eräänlainen poramme muodon aiheuttama uppoaminen.

Poraamme, kunnes toiselle puolelle ilmestyy tuberkuloosi.

Tämän jälkeen käännämme kankaan ympäri ja jatkamme prosessia keskittyen tuberkuloosiin.


Vuorotellen poraamalla puolelta toiselle saavutamme reiän halkaisijan kasvun, kunnes saamme halutun koon.

Seuraava näyte on runkosahan terä. Valitsemme porauspaikan hampaiden tyvestä, jossa materiaalilla on suurin kovuus.

Prosessi ei myöskään etene kovin nopeasti, vaan tasaisesti. Tämä näkyy asteittain kasvavasta lastujen määrästä poran ympärillä.

Huomaamme, että työ sujuu nopeammin, jos heilutat työkalua hieman puolelta toiselle. Tämä auttaa poistamaan lastut leikkausalueelta.
Jatkamme poraamista toisella puolella, kunnes työkalun kärki kulkee metallin koko paksuuden läpi ja muodostaa pienen tuberklin näytteen toiselle puolelle.

Koska metallin paksuus on suurempi kuin metalliterän, meidän on vaihdettava pora prosessin puolivälissä tai teroitettava uudelleen käyttämäämme. Tämän jälkeen käännämme näytteen ympäri ja jatkamme poraamista.


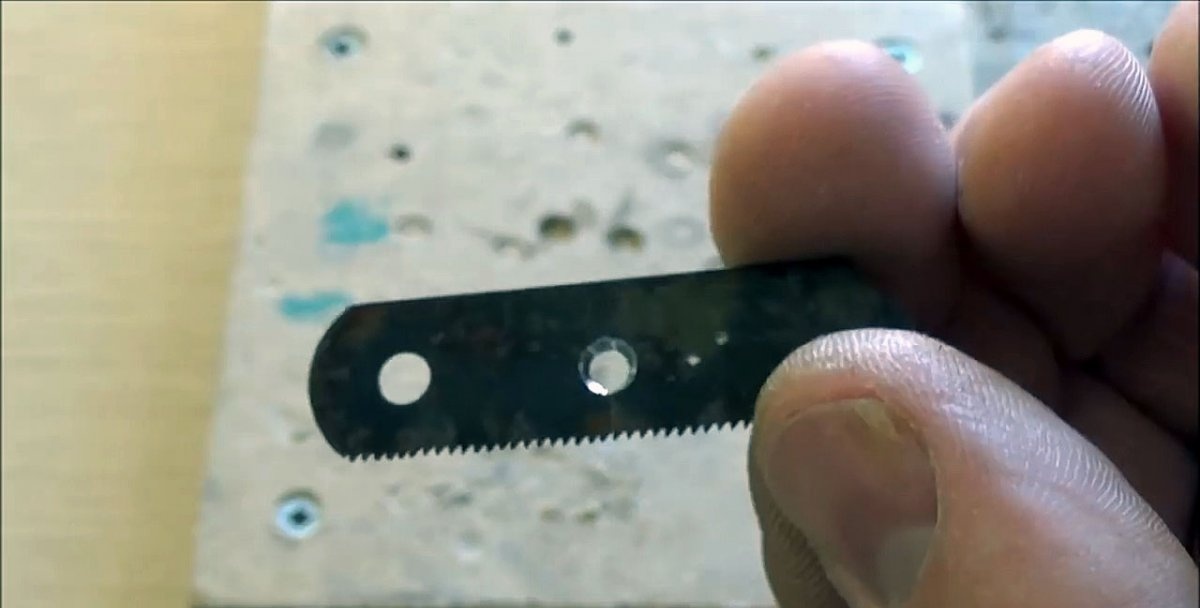
Vain muutaman poran kierroksen jälkeen muodostuu läpimenevä reikä. Jatkamalla prosessia saavutamme tarvittavan halkaisijan liitososalle.
Tee reikä sopivalla leikkurilla.

Meidän tapauksessamme on kätevintä käyttää kartiomaista työkalua. On helpompaa ja nopeampaa saavuttaa vaadittu reiän koko ja antaa sille lieriömäinen muoto.

Loppujen lopuksi, kun käytät höyhenporaa sen suurella kartiolla, reikä osoittautuu halkaisijaltaan erilaiseksi: lähempänä näytteen pintaa se on suurempi ja keskellä pienempi.

Aloitetaan terän poraus mekaanisesta sahasta.

Tätä varten valitsemme myös vyöhykkeen, joka on lähempänä hampaita, koska tässä paikassa metalli on kovempaa erityisen kovettumisen vuoksi.


Prosessi näyttää olevan nopeampi verrattuna kahteen edelliseen näytteeseen. Tämä näkyy lastunmuodostuksen voimakkuudesta ja läpimenevän reiän tekemisestä ilman porausta kääntöpuolelta.

Yksi leikkureista auttaa saattamaan reiän haluttuun halkaisijaan ja antamaan sille lieriömäisen muodon, kuten aikaisemmissa tapauksissa.




Käytännössä olemme olleet vakuuttuneita siitä, että mitä tahansa pikateräslaatua voidaan porata tavallisilla kiinalaisilla laattojen höyhenporilla, joiden tärkeimpiä etuja ovat saavutettavuus ja halpa hinta.Myös tässä tapauksessa vakioleikkurit ovat hyödyllisiä, joiden avulla määritetään reikien halkaisija ja niille annetaan sylinterimäinen muoto.
Käyttämällä pellavansiemenöljyä poraamiseen (käytetään ruostumattoman teräksen kanssa työskenneltäessä ja se sisältää öljyhappoa), on mahdollista lisätä tuottavuutta, teroittaa työkalua harvemmin ja parantaa käsittelyn puhtautta.
Käytäntö osoittaa, että nopean teräksen porausprosessista tulee tuottavampi, jos käytät ensin halkaisijaltaan pienempiä ja sitten suurempaa poraa.
Jotkut käsityöläiset käyttävät ruuveja tai ruuveja, jotka on valmistettu Saksassa ja joita käytetään betonitöihin työkaluina nopean teräksen poraukseen. Niiden erottuva piirre on, että päässä on kirjain "H" (karkaistu - karkaistu).
Sama toimenpide saattaa olla tarpeen porattaessa metallisahan terää 1Х6ВФ teräksestä, josta voit valmistaa hyödyllisiä tuotteita. 9HF-teräksestä valmistettu mekaanisen sahan teränpala soveltuu paitsi veitsien, myös esimerkiksi epästandardien avaimenperien valmistukseen.

Tarvittavat työkalut ja näytteet
Kaikki tarkasteltavat ja muut pikateräslaadut porataan keihäänmuotoisilla (höyhen)porilla laatoille, joilla on erilainen malli. Esimerkiksi varret tehdään pyöreiksi tai kuusikulmioiksi, mikä ei ole olennaisen tärkeää päätyön - porauksen - kannalta.

Niitä myydään vapaasti lähes kaikissa rakennusliikkeissä tai kaikenlaisia työkaluja myyvissä liikkeissä.Mikä on erittäin tärkeää, tämän tyyppiset ja käyttötarkoitetut porat ovat houkuttelevia, koska ne ovat edullisia.
Myös nopean teräksen poraamiseen tarvitset erimuotoisia ja -mallisia leikkureita. Niiden avulla varmistetaan poratun reiän tarkkuus, puhtaus, muoto ja vaadittu halkaisija.

Meidän on porattava seuraavat näytteet:
- pala runkosahasta, joka on valmistettu 9HF-teräksestä.
- terä rautasahasta metallille valmistettu teräslaadusta 1Х6ВФ.
- Mekaaninen sahanterä HSS-teräksestä.
Nopeiden teräsnäytteiden porausprosessi
Aloitetaan metallisahanterällä. Työkaluksi valitsemme käytetyn laattaporanterän, joka on teroitettu jo useammin kuin kerran timanttilaikalla. Eli tehdasteroituksesta ei jäänyt pitkään aikaan mitään, mikä olisi epäilemättä antanut parhaan tuloksen.
Työnämme työkalumme sähköporan istukkaan ja aloitamme porauksen ilman voitelua tai jäähdytystä. Valitsemme toimintatilaksi alhaisen nopeuden. Huomaamme, että prosessi on hidas, mutta kärsivällisyydellä terään ilmestyy jonkin ajan kuluttua kartiomainen painauma, eräänlainen poramme muodon aiheuttama uppoaminen.

Poraamme, kunnes toiselle puolelle ilmestyy tuberkuloosi.

Tämän jälkeen käännämme kankaan ympäri ja jatkamme prosessia keskittyen tuberkuloosiin.

Vuorotellen poraamalla puolelta toiselle saavutamme reiän halkaisijan kasvun, kunnes saamme halutun koon.

Seuraava näyte on runkosahan terä. Valitsemme porauspaikan hampaiden tyvestä, jossa materiaalilla on suurin kovuus.

Prosessi ei myöskään etene kovin nopeasti, vaan tasaisesti. Tämä näkyy asteittain kasvavasta lastujen määrästä poran ympärillä.

Huomaamme, että työ sujuu nopeammin, jos heilutat työkalua hieman puolelta toiselle. Tämä auttaa poistamaan lastut leikkausalueelta.
Jatkamme poraamista toisella puolella, kunnes työkalun kärki kulkee metallin koko paksuuden läpi ja muodostaa pienen tuberklin näytteen toiselle puolelle.

Koska metallin paksuus on suurempi kuin metalliterän, meidän on vaihdettava pora prosessin puolivälissä tai teroitettava uudelleen käyttämäämme. Tämän jälkeen käännämme näytteen ympäri ja jatkamme poraamista.


Vain muutaman poran kierroksen jälkeen muodostuu läpimenevä reikä. Jatkamalla prosessia saavutamme tarvittavan halkaisijan liitososalle.
Tee reikä sopivalla leikkurilla.

Meidän tapauksessamme on kätevintä käyttää kartiomaista työkalua. On helpompaa ja nopeampaa saavuttaa vaadittu reiän koko ja antaa sille lieriömäinen muoto.

Loppujen lopuksi, kun käytät höyhenporaa sen suurella kartiolla, reikä osoittautuu halkaisijaltaan erilaiseksi: lähempänä näytteen pintaa se on suurempi ja keskellä pienempi.

Aloitetaan terän poraus mekaanisesta sahasta.

Tätä varten valitsemme myös vyöhykkeen, joka on lähempänä hampaita, koska tässä paikassa metalli on kovempaa erityisen kovettumisen vuoksi.


Prosessi näyttää olevan nopeampi verrattuna kahteen edelliseen näytteeseen. Tämä näkyy lastunmuodostuksen voimakkuudesta ja läpimenevän reiän tekemisestä ilman porausta kääntöpuolelta.

Yksi leikkureista auttaa saattamaan reiän haluttuun halkaisijaan ja antamaan sille lieriömäisen muodon, kuten aikaisemmissa tapauksissa.




Käytännössä olemme olleet vakuuttuneita siitä, että mitä tahansa pikateräslaatua voidaan porata tavallisilla kiinalaisilla laattojen höyhenporilla, joiden tärkeimpiä etuja ovat saavutettavuus ja halpa hinta.Myös tässä tapauksessa vakioleikkurit ovat hyödyllisiä, joiden avulla määritetään reikien halkaisija ja niille annetaan sylinterimäinen muoto.
Viimeiset vinkit ja huomautukset
Käyttämällä pellavansiemenöljyä poraamiseen (käytetään ruostumattoman teräksen kanssa työskenneltäessä ja se sisältää öljyhappoa), on mahdollista lisätä tuottavuutta, teroittaa työkalua harvemmin ja parantaa käsittelyn puhtautta.
Käytäntö osoittaa, että nopean teräksen porausprosessista tulee tuottavampi, jos käytät ensin halkaisijaltaan pienempiä ja sitten suurempaa poraa.
Jotkut käsityöläiset käyttävät ruuveja tai ruuveja, jotka on valmistettu Saksassa ja joita käytetään betonitöihin työkaluina nopean teräksen poraukseen. Niiden erottuva piirre on, että päässä on kirjain "H" (karkaistu - karkaistu).
Katso video
Samanlaisia mestarikursseja






Erityisen mielenkiintoista






Kommentit (23)
