Muoviosien muovaus kotona. Helppoa kuin mikä
Valutuotteiden valmistuksesta nykyaikaisilla materiaaleilla on tullut melko helposti saavutettavissa olevaa, melko yksinkertaista ja edullista. Harkitse mahdollisuutta käyttää polyuretaania kaatamiseen ja silikonia muotin luomiseen.
Tulen tarvitsemaan
Käytämme työssämme melko helposti saatavilla olevia ja edullisia materiaaleja ja tuotteita:
- silikoni "ELASTOLUX-M" muottien valmistukseen;
- silikoni "ELASTOFORM" substraatin valmistukseen;
- kerosiiniin tai vaseliiniin perustuva erotin;
- taivutus muotille, jonka kokonaispaino on 1 kg;
- polyuretaanivalu "UNIKAT 9" (pohja, osa A);
- kovetin (osa B);
- tarkkuusvaa'at;
- muovinen lasi.
Teknologia polyuretaanituotteiden valamiseksi silikonimuotteihin
Ensinnäkin sinun on tulostettava 3D-tulostimella päämalli, jossa on avainnointijärjestelmä. Tai ota valmis osa, joka on toistettava, liimaa hammastikkujen rooliin. Sitä tarvitaan uudelleenkäytettävän silikonimuotin valmistukseen.

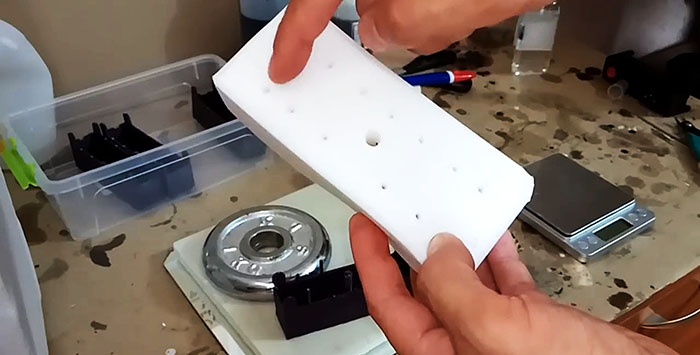
Sitä varten käytämme silikonia, joka on erittäin joustavaa ja riittävän kestävää.Pohjaalustaan, jonka paksuus on 10-15 mm, sopii halvempi ELASTOFORM-tyyppinen kaksikomponenttinen silikoni.
Valmistettu silikonimuotti.

Kuinka valuprosessi toimii?
Asetamme silikonimuotin alustalle. Jos sitä käytetään toistuvasti, voitele se säännöllisesti kerosiiniin tai vaseliiniin perustuvalla erottimella.
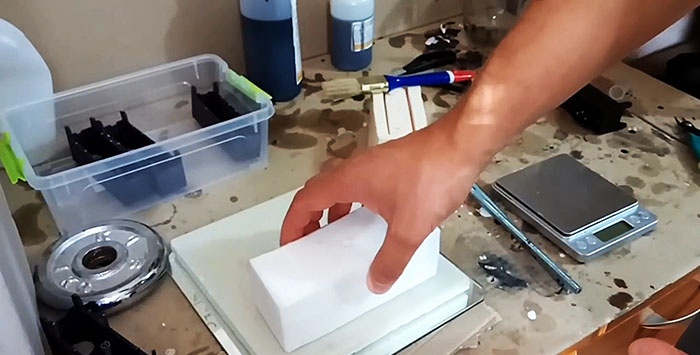
Puristamme silikonimuotin päälle hajakuormalla (paineella), joka painaa jopa kilon. Valumateriaalin tarkan ja nopean kaatamisen varmistamiseksi käytämme paperisuppiloa. Tämän jälkeen voimme olettaa, että muotti on valmistettu valua varten.

Täytteeksi otamme edullisimman valupolyuretaanin "UNIKAT 9" (osa A) ja kovettimen (osa B), joita sekoitetaan suhteessa 1:0,6.

Laadukkaan sekoittamiseen tarvitset tarkkuusvaa'an ja muovikupin. Voit lisätä mitä tahansa väriainetta pohjaan, joka myydään erikseen. 1 kg polyuretaania varten tarvitset 90-100 tippaa väriainetta.


Kaada 22 grammaa nestemäistä polyuretaania ja 13,2 grammaa kovetinta asteikolla olevaan lasiin ja sekoita huolellisesti 30 sekuntia, ei enempää, koska se alkaa jo kovettua. Sekoitettaessa tunnemme lasin lämpenevän, mikä tarkoittaa, että polymerointiprosessi on alkanut. Seos on valmis kaadettavaksi.
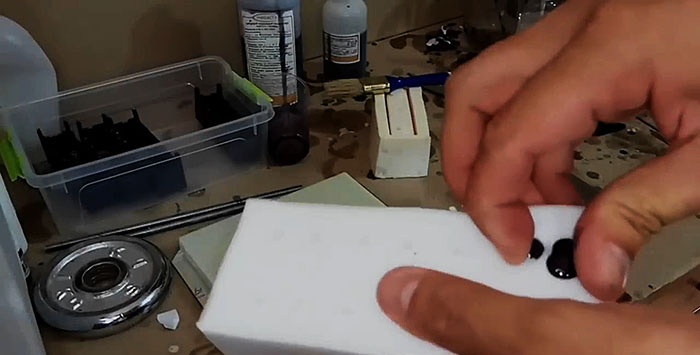
Kaada seosta keskeytyksettä, kunnes nestemäinen polyuretaani tulee ulos putkista. Ensisijainen kovettuminen kestää noin kaksi minuuttia ja täydellinen kovettuminen 10-15 minuuttia, mutta on parempi pitää täytettä muotissa 20-30 minuuttia.

Puolen tunnin kuluttua alamme poistaa polyuretaanivalua silikonimuotista.


Katkaisemme ensin paperisuppilon, johon on jäädytetty ylimääräinen polyuretaani, sitten putkista ulkoneva ylimäärä "jalkojen" kanssa. Tämä helpottaa valutuotteen poistamista muotista.
Lisäksi silikonimuotti on erittäin joustava, minkä ansiosta valukappaleen irrottaminen siitä on myös helppoa ilman vaikeuksia.


Jäljelle jää vain reiät kevyesti prosessoimalla, katkaisemalla tai katkaisemalla tulpat ja poraamaan reiät poralla. Tämän jälkeen valutuote ei käytännössä eroa päämuotista.
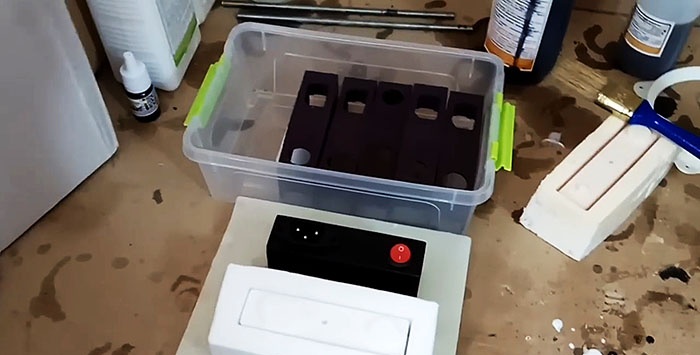
Valumenetelmän ja 3D-tulostuksen vertailu
Valu 3D-tulostukseen verrattuna on nopea prosessi. Tällaisen laatikon tulostaminen 3D-tulostimella kestää 4,0-4,5 tuntia. Tässä tapauksessa 3D-malli osoittautuu usein vialliseksi ja kaikki on aloitettava alusta. Valuprosessi kestää enintään 30 minuuttia. Seuraava kohta on halpa. Valu on yli 3 kertaa halvempaa kuin 3D-tulostus.












