Machine à enfiler faite maison
Parmi les connexions détachables, les connexions filetées sont particulièrement courantes. Ils permettent, si nécessaire, de démonter l'ensemble en pièces sans dommage, puis de les remonter. C'est pour cette raison que toutes sortes de dispositifs de filetage sont conçus et fabriqués en grande quantité, tant par l'industrie que par de nombreux artisans.
Ci-dessous, nous considérons une variante d'une machine à fileter basée sur un moteur électrique et, monté sur son axe, un entraînement non régulé par friction sous la forme d'une douille recouverte de caoutchouc.
Accessoires requis
Afin de ne pas vous laisser distraire du travail, vous devez acheter, trouver et préparer :
- deux plaques de métal ferreux mesurant 150×120×20 mm avec un trou au centre en haut d'un diamètre de 30 mm ;
- deux disques en acier d'un diamètre de 200 mm, d'une épaisseur de 10 mm avec un moyeu unilatéral d'un diamètre extérieur de 40 mm et un trou interne de 25+ mm avec trois trous radiaux avec filetage M8 ;
- deux bagues en cuivre ou en laiton d'un diamètre extérieur et intérieur de 30+ mm et 25+ mm, respectivement, à enfoncer dans les trous des plaques 150x120x20 mm ;
- ébauche pour l'essieu principal en acier de 400 m de long et plus de 25 mm de diamètre après tournage ;
- deux sections de tuyau de 100 mm de long et d'un diamètre de : extérieur – 40 mm, intérieur – 25+ mm ;
- deux tiges d'acier de 300 mm de long et 25 mm de diamètre (taille finale) avec un trou borgne à une extrémité avec un filetage M10 ;
- une plaque d'acier de 180 mm de large, 150 mm de haut, 8 mm d'épaisseur avec un évidement triangulaire au centre en haut pour la sortie du robinet et deux trous sur les bords en bas pour les boulons M10 ;
- deux cornières en acier 35×35 mm de 150 mm de long avec deux trous sur les bords pour un boulon M8 ;
- deux coins en acier de 35×35 mm de longueur 500 mm avec extrémités biseautées à 45° ;
- la même longueur 400 mm ;
- tôle d'acier mesurant 500×400×3 mm;
- interrupteur de moteur ;
- mandrin à pince d'une perceuse électrique;
- matériel (boulons, écrous, rondelles sur M8 et M10).
Équipements et outils
Pour préparer les pièces et assembler la machine à fileter, nous aurons besoin de :
- tour;
- broyeur;
- étau;
- Machine de soudage;
- clés à molette;
- poinçon et marteau;
- graisseur avec huile lubrifiante;
- liquide pour dégraisser les surfaces;
- colorant;
- pistolet pulvérisateur, etc.
Le processus de préparation des pièces et d’assemblage de la machine
Certaines pièces sont entièrement prêtes à être assemblées, d’autres nécessitent un travail supplémentaire.
1. Sur la meuleuse, nous finissons enfin (enlevons les bavures, arrondissons et meulons) tous les bords et surfaces des plaques de 150x120x20 mm, qui rempliront la fonction principale de puissance de la machine, donnant la cohérence de taille et la rigidité nécessaire au système comme un ensemble.

2. Nous fixons les bagues en cuivre dans le mandrin du tour et ajustons le diamètre de l'alésage à une taille garantissant leur ajustement serré dans les trous qui leur sont destinés.
3.Nous enfonçons les bagues à l'aide d'un étau d'établi, en veillant à ce qu'elles soient complètement enfoncées dans les trous qui leur sont destinés, jusqu'à ce que les épaulements des bagues reposent contre la surface des plaques.

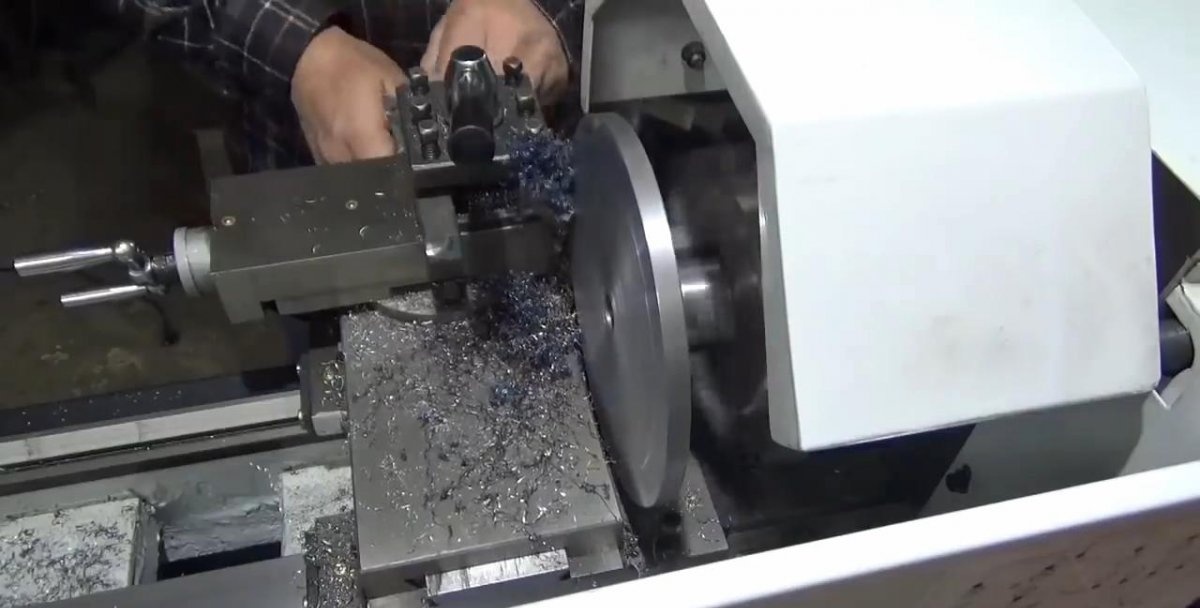
4. Installez la pièce à usiner pour l'axe principal de la machine sur le tour. Pour assurer un faux-rond radial minimal de la pièce lors du tournage, retirez le support arrière du tour et placez temporairement un mandrin avec un foret de centrage à sa place et, en allumant la machine, faites un évidement à l'extrémité de la pièce pour le support arrière du tour.

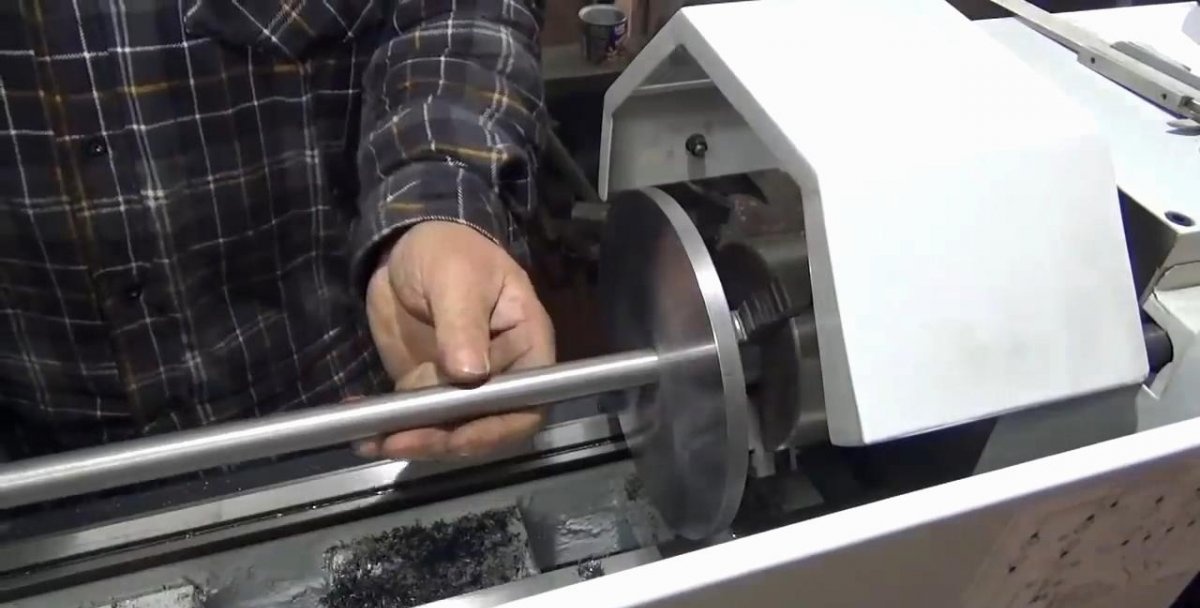
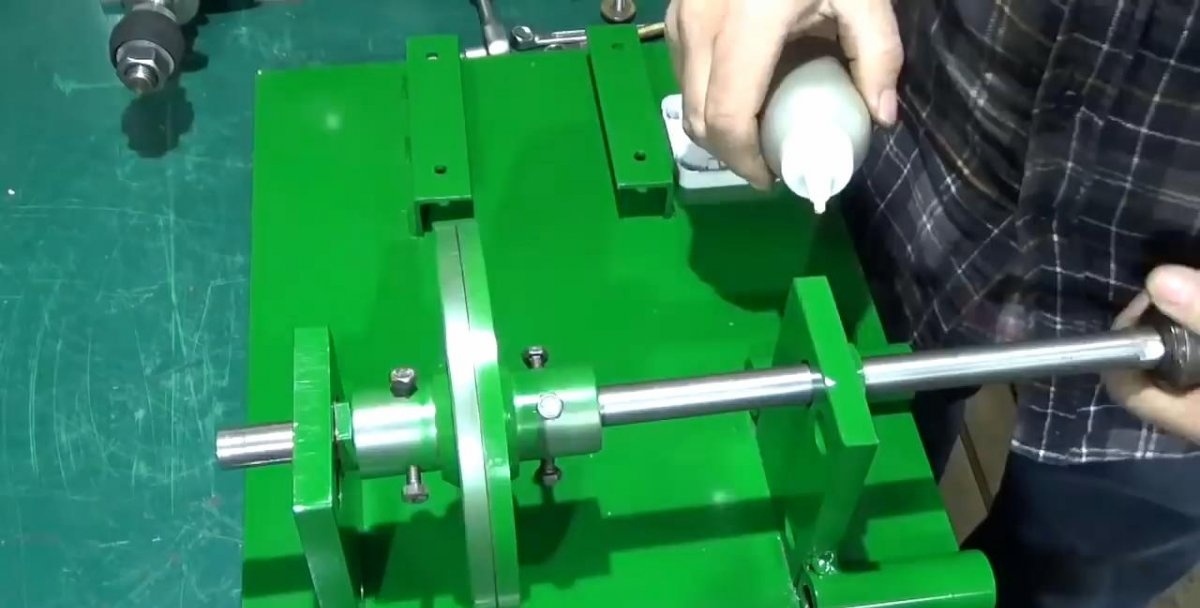
5. Nous effectuons le tournage extérieur de la pièce en contrôlant le diamètre avec un pied à coulisse afin de ne pas affaiblir le futur axe principal. Après avoir atteint la taille spécifiée, nous vérifions le libre coulissement de l'axe le long de la douille du support de puissance de la machine à fileter. Si cela ne suffit pas, allumez le tour et meulez la bague jusqu'à l'essieu.

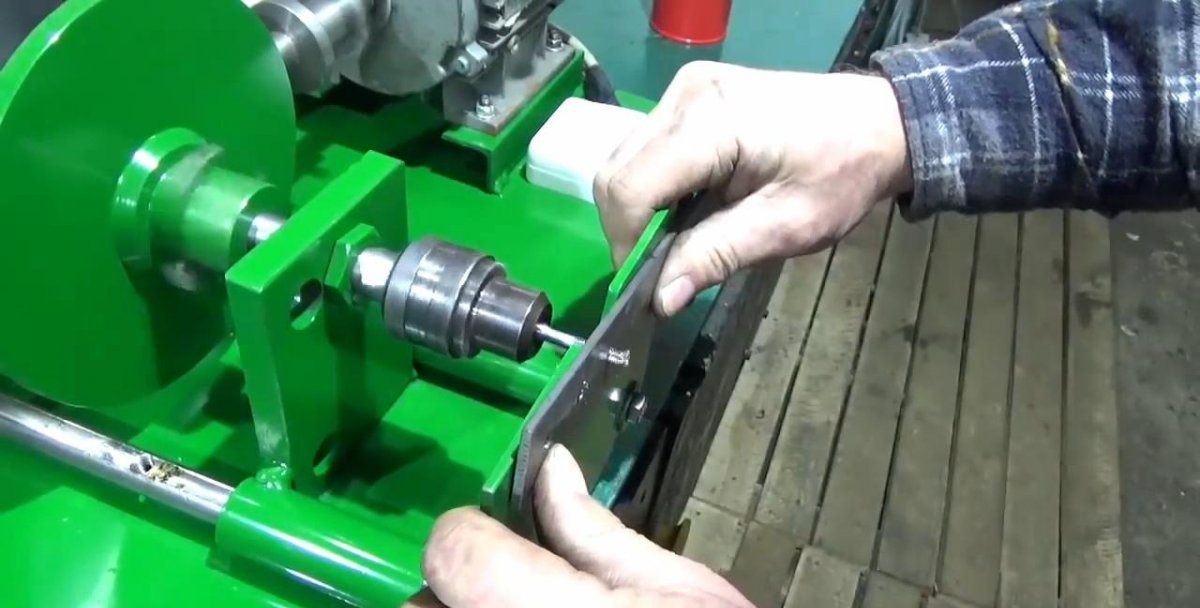
6. Nous meulons l'extrémité active de l'essieu sous le siège du mandrin à pince, le dégraissons à l'aide d'un liquide approprié et fixons le mandrin.

7. En tournant sur un tour, nous alignons les surfaces des disques qui interagiront avec la bague d'entraînement recouverte de caoutchouc et obtiendrons le diamètre requis du trou dans le moyeu. Nous vérifions la précision en insérant l'axe et en le tournant, avec un mouvement axial simultané. Ces mouvements doivent être effectués sans coincement ni coincement.
8. Nous posons les coins le long du périmètre de la base de la machine, les joignons dans les coins et les soudons ensemble ainsi qu'à la feuille de base.

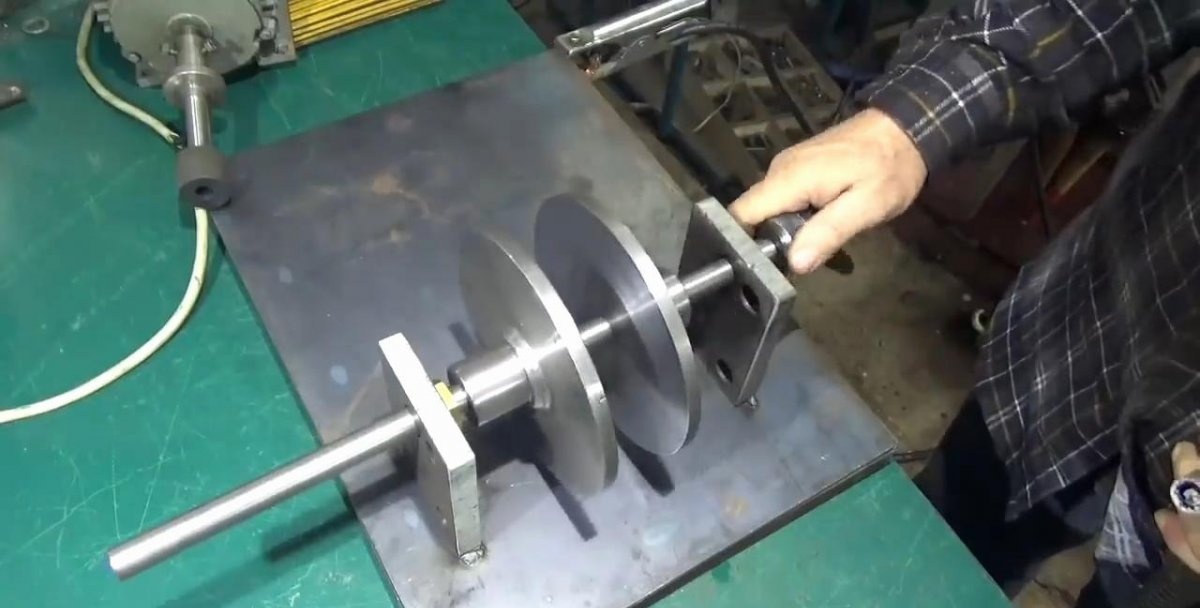
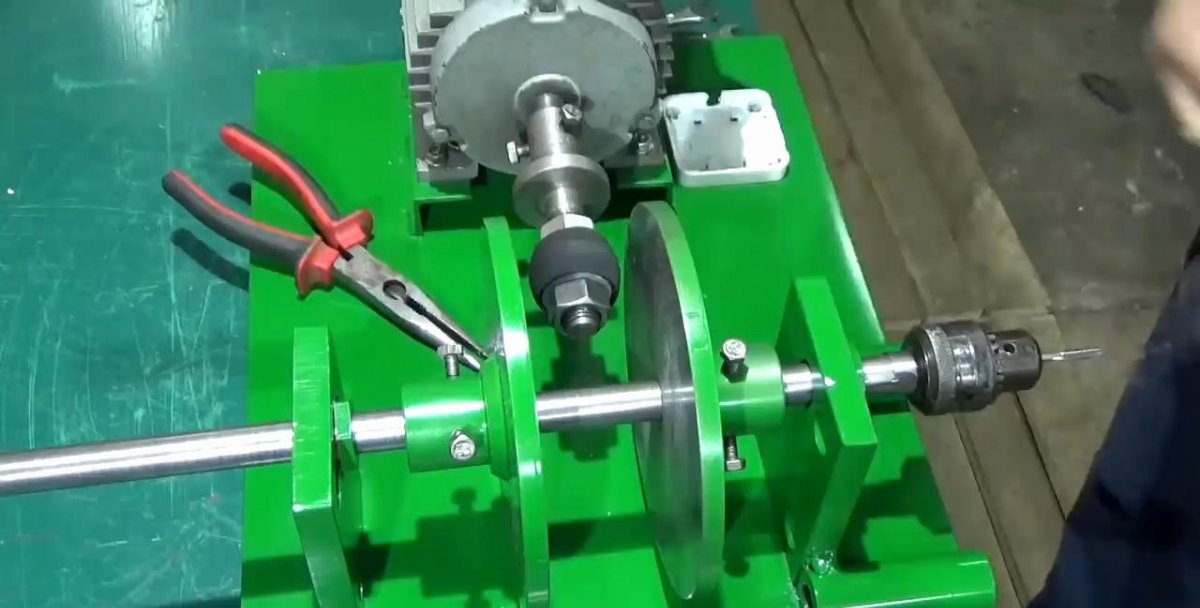
9. Sur un bord de la base, nous installons l'axe principal avec deux supports, entre lesquels se trouvent deux disques entraînés pour le travail et le ralenti. Nous essayons des guides à tubes et un moteur électrique avec une bague de friction (revêtue de caoutchouc) montée sur son axe.

dix.Une fois de plus, nous vérifions l'exactitude et la précision du tracé et, à l'aide d'une machine à souder, soudons les supports de puissance de l'axe principal à la base de la machine. Après cela, nous vérifions à nouveau la liberté de rotation de l'essieu dans les supports et son mouvement de va-et-vient.

11. Sur les côtés extérieurs du support de puissance avant, aux endroits où il fait interface avec la base, au ras de son bord avant, nous soudons des guides cylindriques le long desquels les tiges de guidage se déplaceront.

12. Nous marquons les étagères des coins pour le moteur électrique, marquons avec un pointeau central les emplacements des trous pour le montage du moteur et les perçons pour les boulons M8. Nous installons les coins avec le moteur qui y est attaché, vérifions la précision de l'installation (perpendiculaire de l'axe du moteur à l'axe principal de la machine) et soudons les coins à la base.
13. Ensuite, nous démontons à nouveau le schéma de la machine et peignons les pièces, à l'exclusion de celles qui interagissent les unes avec les autres (essieu, bagues, guides, surfaces de travail des disques, etc.). Laissez sécher la peinture et procédez au montage final de la machine, en lubrifiant les surfaces frottantes avec de l'huile pour machine.
14. Nous fixons le moteur électrique à l'endroit vérifié et installons les guides en place. Nous vissons un panneau avec une fente pour un robinet à leurs extrémités avant. Nous serrons les boulons fixant les disques à l'essieu principal contre le déplacement longitudinal, en les pressant légèrement contre la bague de friction d'entraînement.
15. Assemblez et fermez le couvercle de l'interrupteur du moteur. La machine à fileter est entièrement prête à l'emploi.

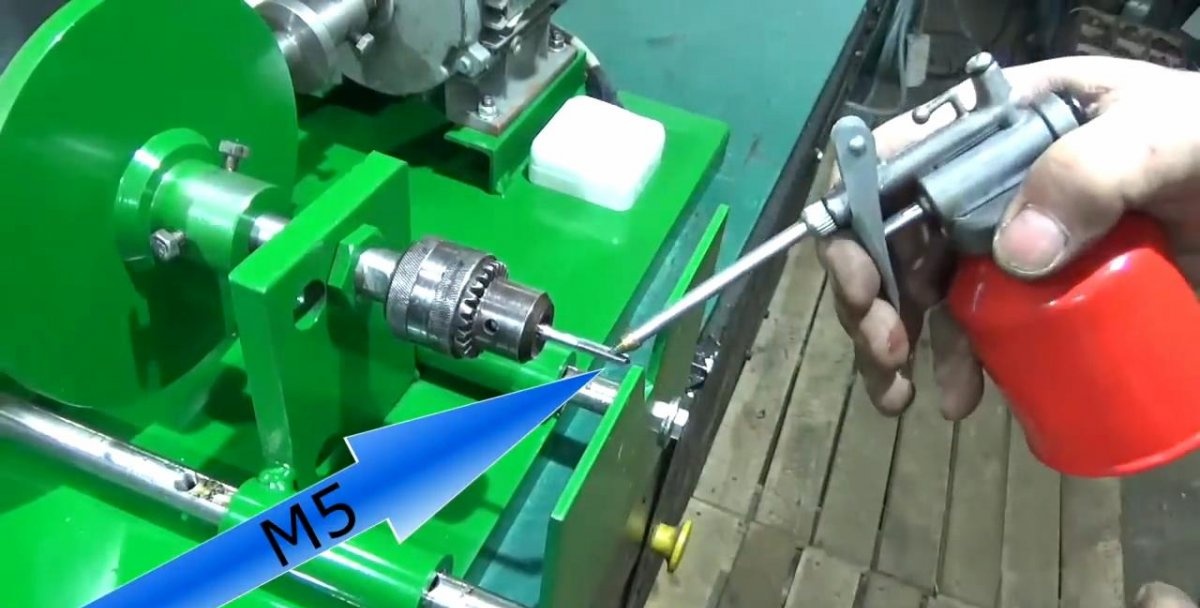
16. Nous vérifions ses performances en coupant alternativement des filetages dans les trous pour M5, M6 et M8, en pré-lubrifiant les tarauds. En appuyant sur la surface d'appui avec la pièce dans laquelle le filetage est percé, l'outil tourne vers la droite et coupe le filetage.Lorsque vous retirez une partie filetée, le taraud commence à tourner vers la gauche et se désengage avec le filetage obtenu.


Regarder la vidéo détaillée
Regardez des instructions vidéo détaillées sur la façon de fabriquer une machine à fileter de vos propres mains.
Classes de maître similaires

Machine pour couper le métal d'un hachoir à viande électrique

Comment fabriquer une mini machine à cintrer les métaux

Un moyen sûr de placer une balançoire pour bébé

Comment installer une lame de scie sur une tondeuse

Comment fabriquer une machine de ponçage et de calibrage à tambour pour le bois

Comment percer avec précision un trou latéral dans une pièce ronde
Particulièrement intéressant

Une façon simple de souder l'aluminium

Comment restaurer une chauve-souris

Dispositif d'affûtage de forets

Comment faire un trou dans de l'acier trempé sans percer

L'appareil le plus simple pour affûter les couteaux à 30 degrés

Comment percer n'importe quel acier rapide avec une perceuse à carrelage
Commentaires (0)
