Comment réaliser un coude parfait dans un coin ou un tube profilé en coupant sans plier
Essayer de plier du métal sans machine à cintrer se termine généralement par un échec. En l'absence d'un tel équipement, il suffit de découper le produit au niveau du pli puis de le souder pour éviter les froissements ou les pliures. Cela prend plus de temps que le pliage, mais le résultat est garanti de meilleure qualité, surtout si vous faites tout correctement dans le respect des proportions calculées.
Ce dont tu auras besoin:
- papier carton;
- carré;
- boussole;
- marqueur;
- ciseaux;
- Bulgare;
- soudage;
- vice.
Le processus de réalisation du bon virage
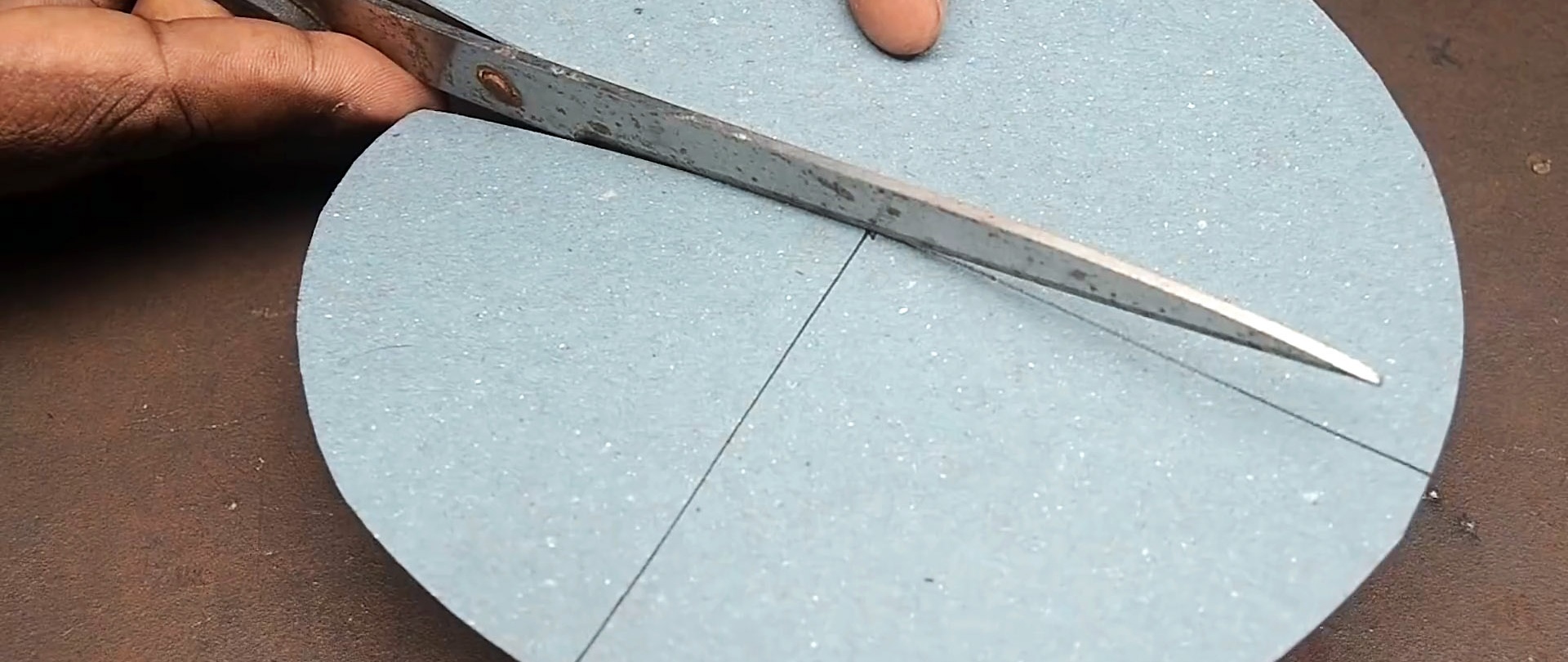
Considérons d'abord la technologie de marquage et de détourage en utilisant l'exemple d'un coin. Vous devez découper un cercle d'un diamètre de 150 mm dans du carton.

Il doit être divisé en 4 secteurs égaux. L'un d'eux doit être coupé avec des ciseaux.
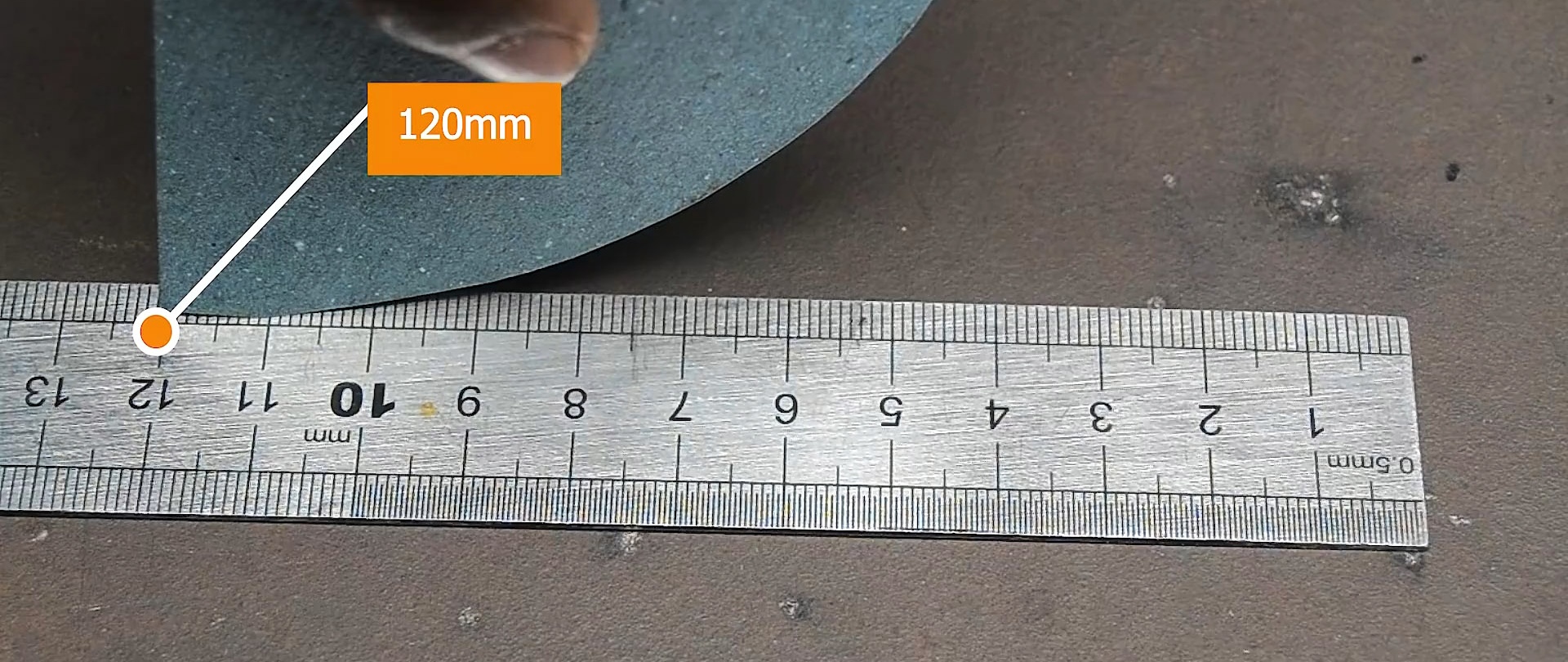
La circonférence du secteur est mesurée sur une règle ; elle est de 120 mm.
Ensuite, vous devez mesurer la largeur du coin. Cette distance est marquée le long du bord lisse du motif en carton découpé sur le côté du cercle.

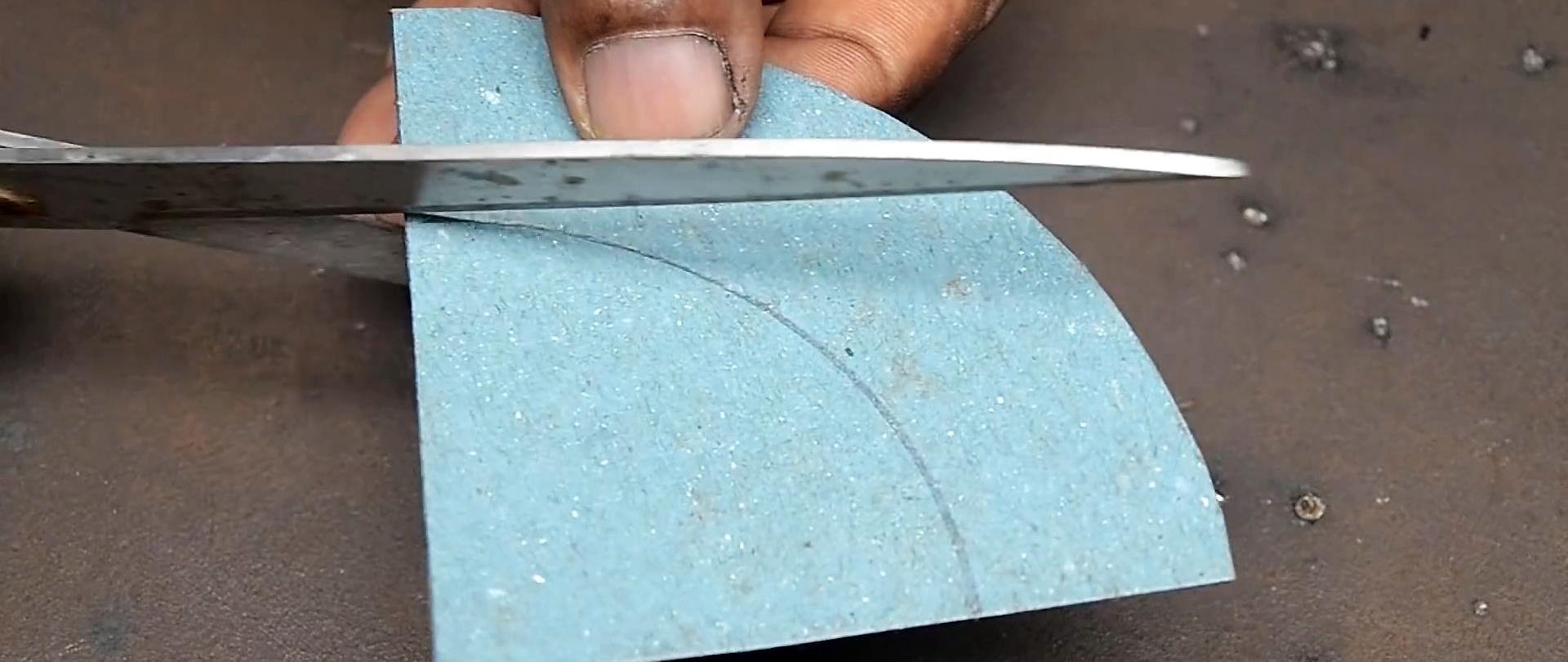
La boussole est déplacée de manière à ce que l'aiguille se trouve au coin du secteur et que le stylet touche le point marqué.Dans cette position, vous devez tracer un cercle sur le modèle. Il est coupé le long de la ligne résultante.
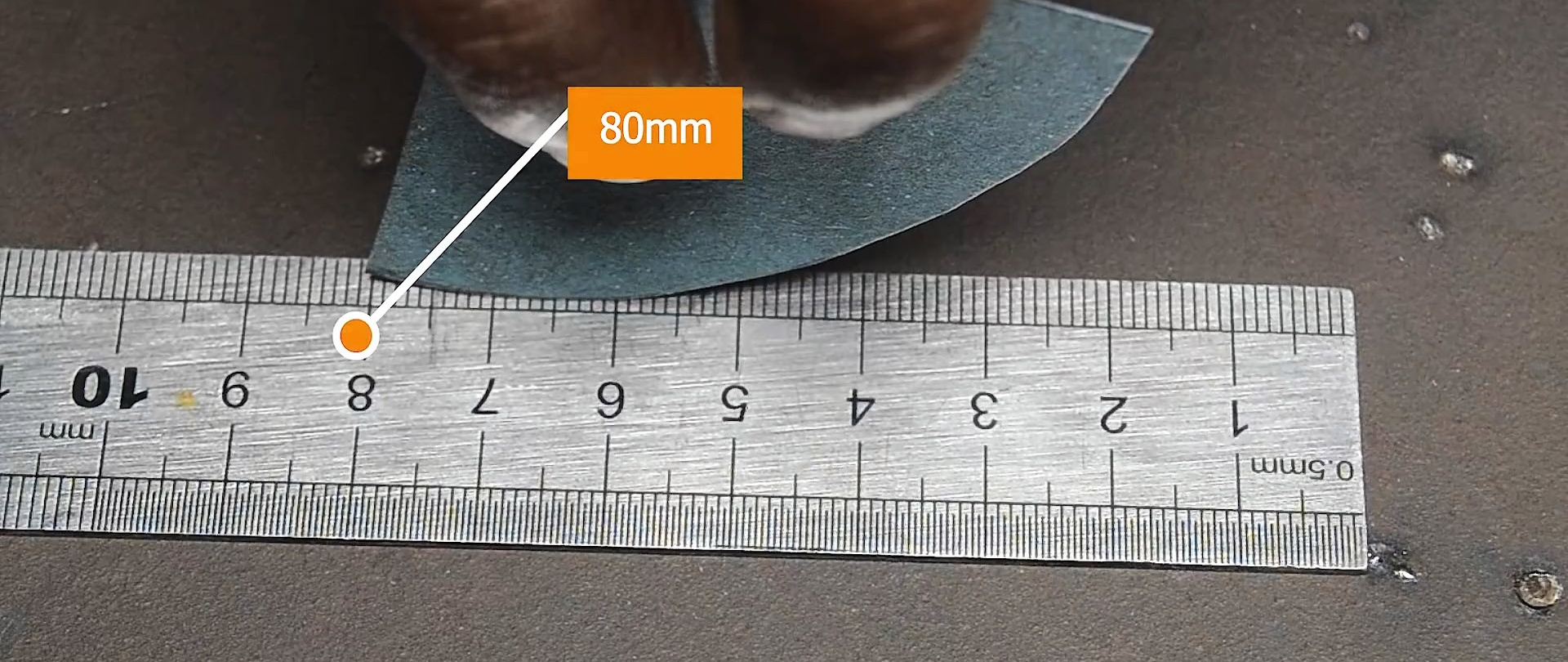
Ensuite, vous devez mesurer la circonférence du gabarit après la découpe. Dans ce cas, elle est passée de 120 mm à 80 mm. Plus le métal à plier est large, plus la longueur du deuxième cercle sera courte.
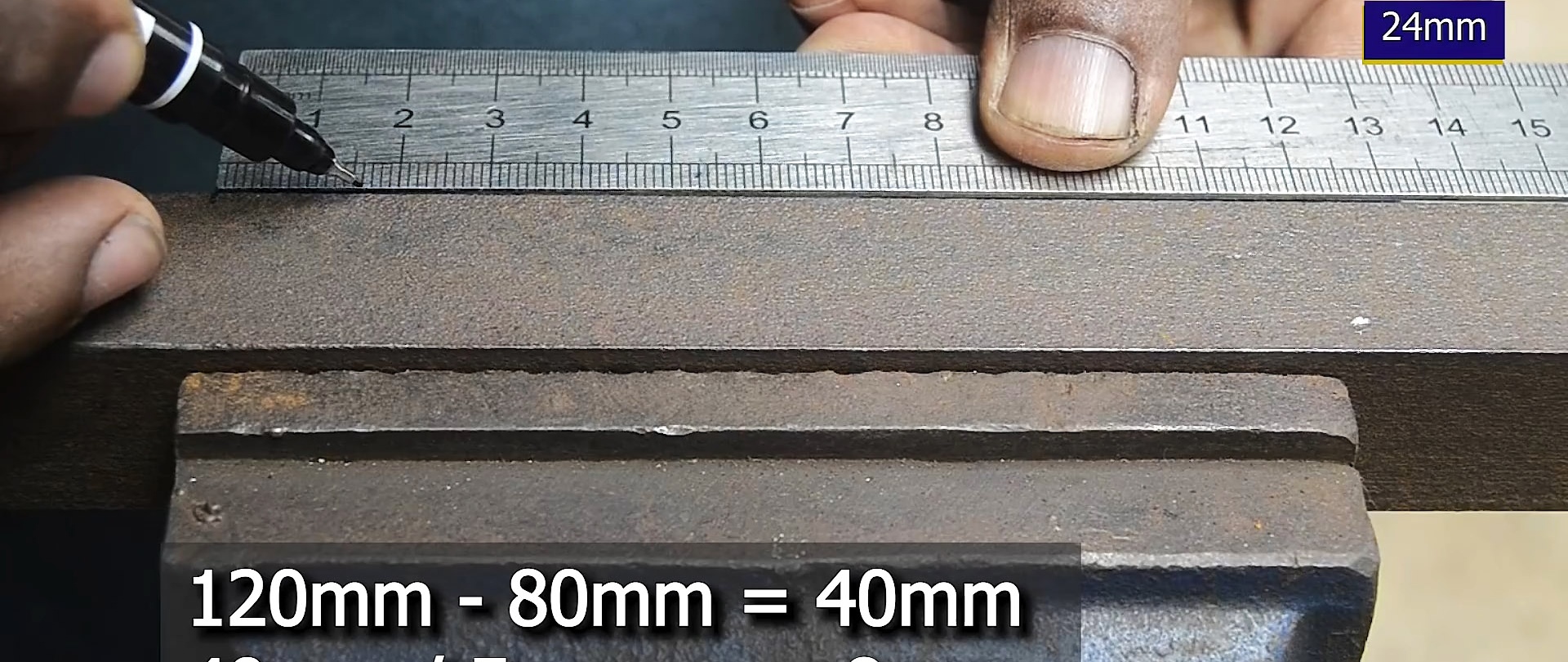
Les étiquettes sont maintenant calculées. Pour ce faire, les 80 mm obtenus après détourage sont soustraits de la circonférence initiale de 120 mm. L'écart final est divisé par 5. Dans ce cas particulier, 40/5 = 8 mm. Il s'agit de l'étape de définition de l'étiquette.
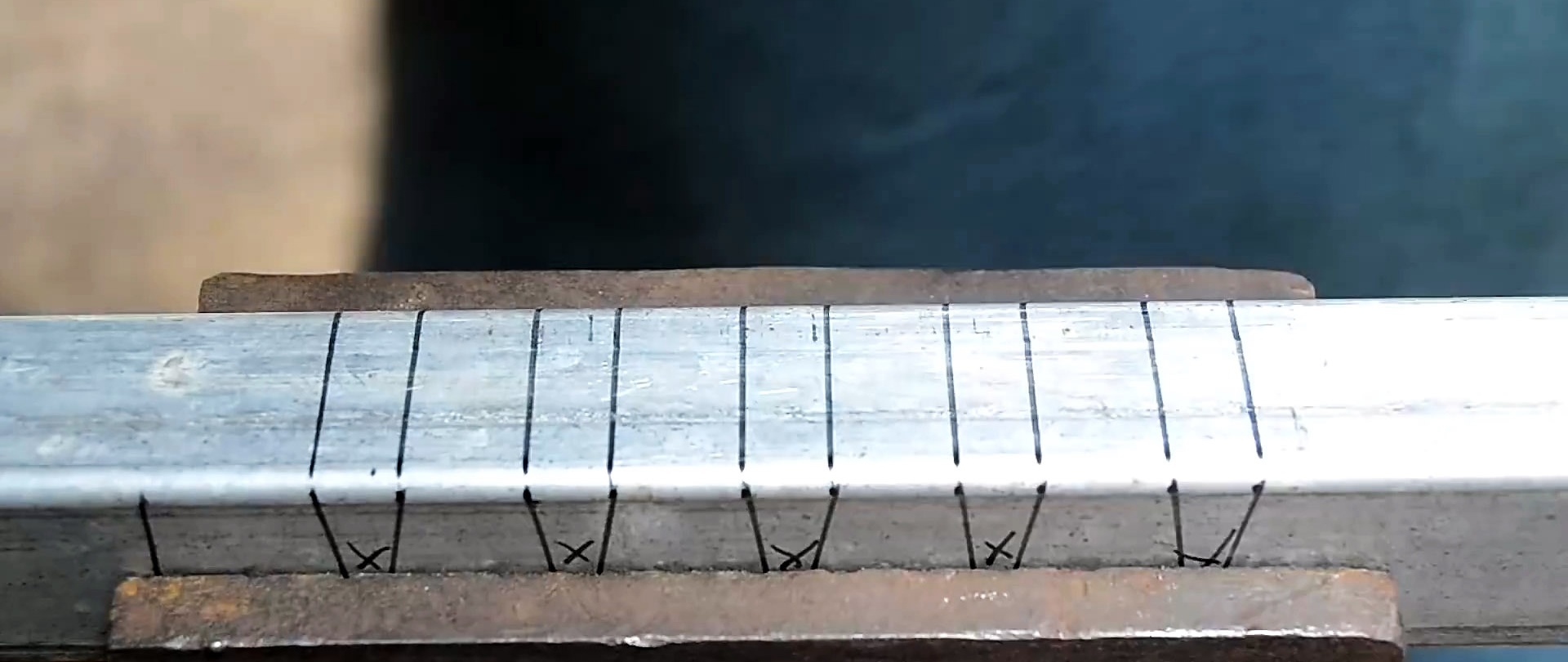
À l'intérieur du futur virage du coin, vous devez faire 10 marques, en commençant par le pas calculé. Zéro est fait au début. Le reste de cet exemple en est en retrait à une distance de 16, 24, 36, 44, 56, 64, 76, 84, 96, 104 mm. C'est simple. Le premier repère après le repère zéro est toujours décalé de 2 pas. Ensuite, vous devez alterner les étapes 1 et 1,5.
Vous devez mettre 5 marques à l'extérieur du virage. Ils sont réalisés avec un retrait par rapport à l'origine égal à la moitié de la différence de longueur des cercles calculés. Dans cet exemple, il s'agissait de 40 mm, c'est-à-dire que le pas sera de 20 mm.

À partir des 5 marques intérieures, vous devez tracer 2 lignes de l’autre côté jusqu’aux points latéraux les plus proches. Ensuite, les quartiers résultants sont découpés.

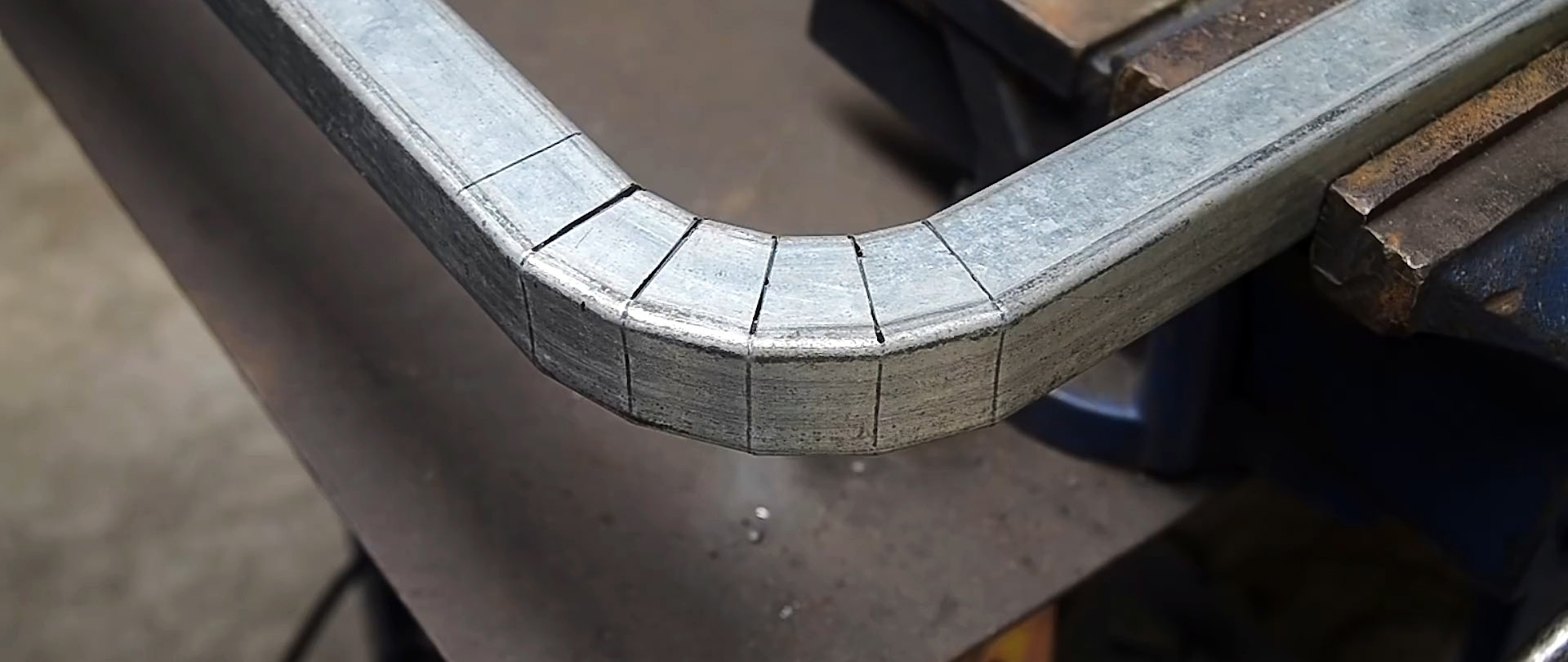
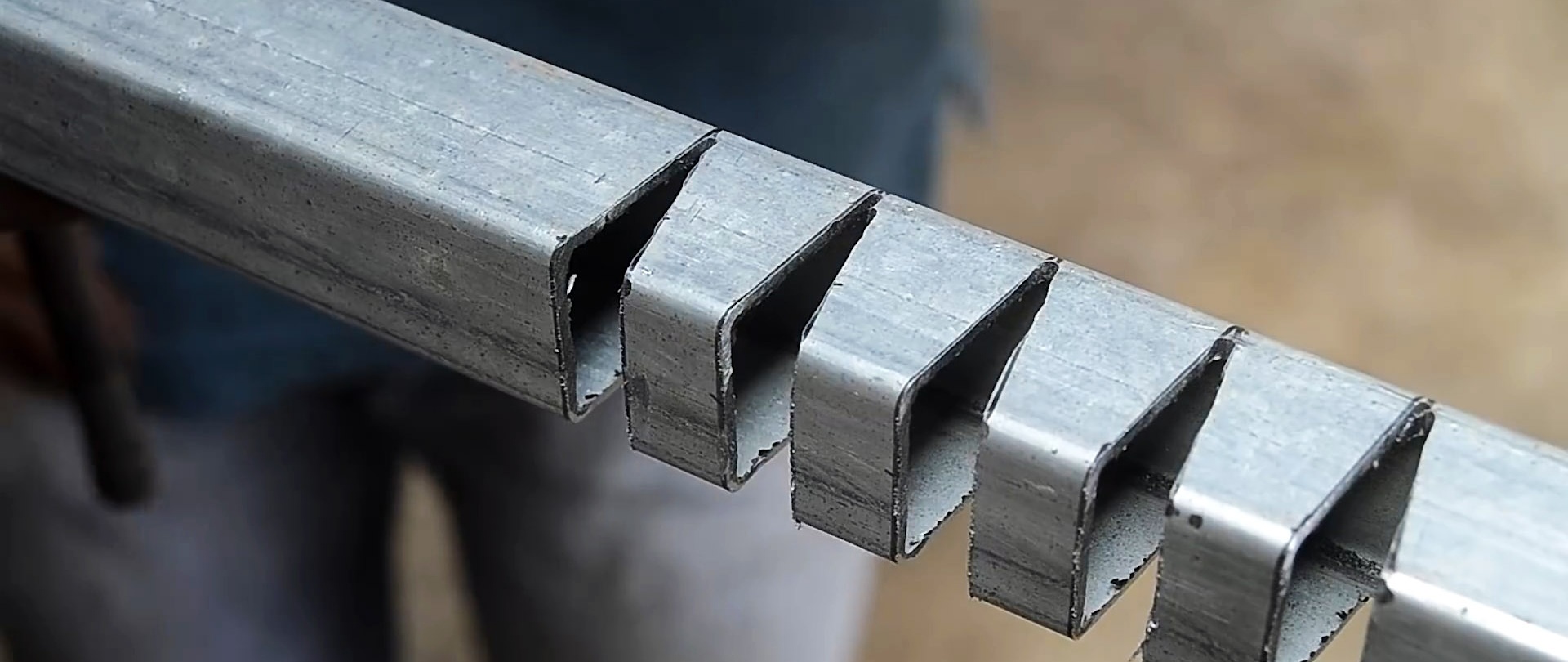
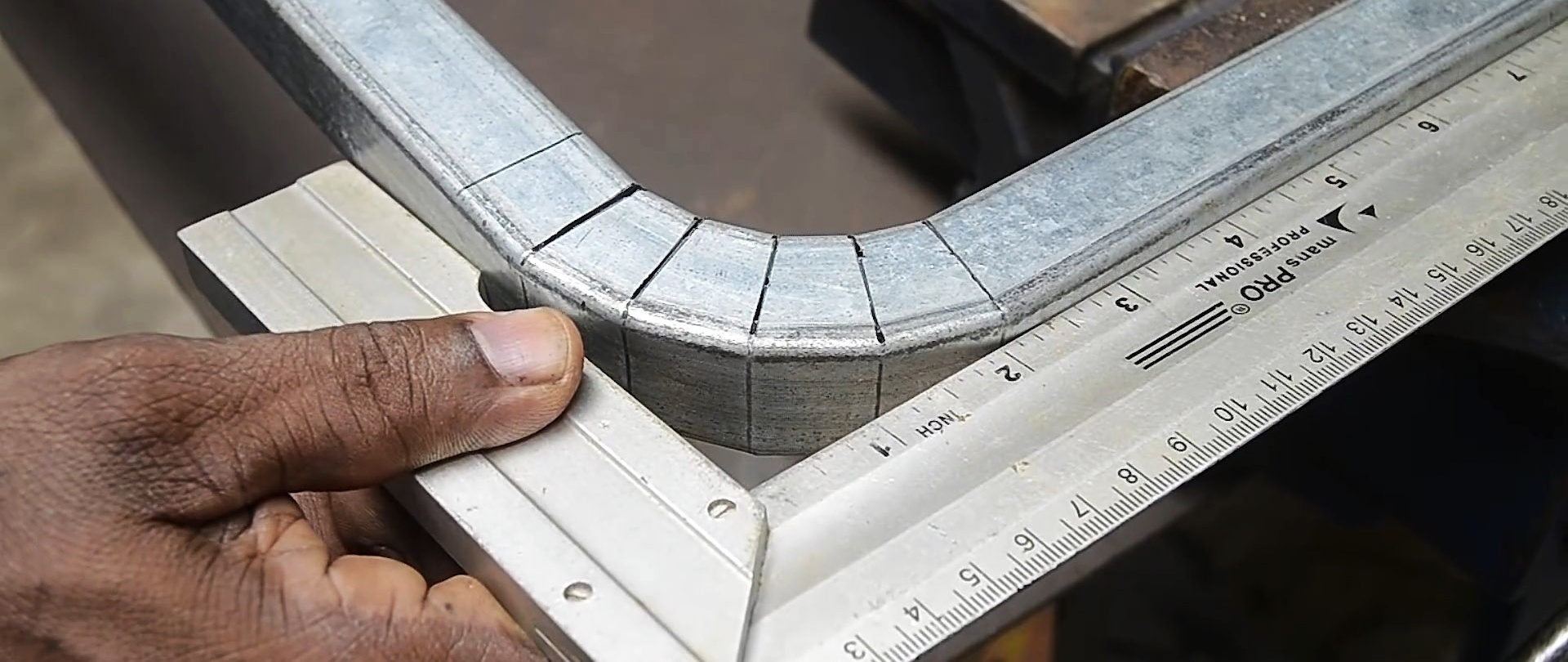
Après cela, le coin est plié jusqu'à ce que les découpes se rejoignent. Le résultat sera un angle de 90 degrés.

Il ne reste plus qu'à souder les interstices et poncer les joints.



Vous pouvez plier un tube profilé de la même manière. La seule différence est que les cales pour la découpe doivent être dessinées sur le mur opposé.

Après pliage, les interstices sont également soudés et meulés. Après avoir mémorisé ces calculs, vous pourrez idéalement plier des coins et des tubes profilés de n'importe quelle largeur.

Voir la vidéo
Classes de maître similaires






Particulièrement intéressant






