Kako bušiti bilo koji brzorezni čelik bušilicom za pločice
Kako bušiti brzorezni čelik marke P6M5 ili HSS prema europskoj oznaci? Na primjer, napravili smo nož od oštrice mehaničke pile, au njemu trebamo izbušiti rupe promjera 5-6 mm za klinove za ugradnju i pričvršćivanje jastučića ručke.
Ista operacija može biti potrebna za bušenje nožne pile za metal od čelika 1H6VF, od kojeg možete napraviti neke korisne proizvode. Komad oštrice mehaničke pile od čelika 9HF prikladan je ne samo za izradu noževa, već, na primjer, i nestandardnih privjesaka za ključeve.

Sve razmatrane i druge vrste brzoreznih čelika buše se kopljastim (perastim) svrdlima za pločice različitih izvedbi. Na primjer, drške su okrugle ili šesterokutne, što nije od temeljne važnosti za glavni rad - bušenje.

Slobodno se prodaju u gotovo svim građevinskim trgovinama ili poslovnicama koje prodaju sve vrste alata.Što je jako bitno, bušilice ovakvog tipa i namjene su atraktivne jer su jeftine.
Također, za bušenje brzoreznih čelika trebat će vam rezači različitih oblika i dizajna. Uz njihovu pomoć osiguravaju se točnost, čistoća, oblik i potreban promjer izbušene rupe.

Moramo izbušiti sljedeće uzorke:
Počnimo s oštricom pile za metal. Kao alat odabrat ćemo rabljeno svrdlo za pločice, koje je već više puta naoštreno na dijamantnom kolu. Odnosno, dugo vremena ništa nije ostalo od tvorničkog oštrenja, što bi nedvojbeno dalo najbolji rezultat.
Naš alat umetnemo u steznu glavu električne bušilice i počnemo bušiti bez podmazivanja i hlađenja. Kao način rada odabiremo malu brzinu. Primjećujemo da je proces spor, ali uz malo strpljenja, nakon nekog vremena na oštrici se pojavi stožasto udubljenje, svojevrsno udubljenje uzrokovano oblikom našeg svrdla.

Bušimo dok se s druge strane ne pojavi kvržica.

Nakon toga okrenemo platno i nastavimo s postupkom, fokusirajući se na kvržicu.


Naizmjeničnim bušenjem s jedne na drugu stranu postižemo povećanje promjera rupe dok ne dobijemo željenu veličinu.

Sljedeći uzorak je oštrica iz okvirne pile. Mjesto bušenja biramo u bazi zuba, gdje je materijal najveće tvrdoće.

Proces se također ne odvija vrlo brzo, ali postojano. To se može vidjeti po postupno rastućem volumenu strugotine oko svrdla.

Primjećujemo da posao ide brže ako alat lagano ljuljate s jedne na drugu stranu. To pomaže u uklanjanju strugotine s područja rezanja.
Nastavljamo bušiti s jedne strane sve dok vrh alata ne prođe cijelu debljinu metala i ne formira malu kvržicu s druge strane našeg uzorka.

Budući da je debljina metala veća od debljine metalne oštrice, morat ćemo zamijeniti svrdlo na pola puta ili ponovno naoštriti ono koje koristimo. Nakon toga okrenemo uzorak i nastavimo s bušenjem.


Nakon samo nekoliko okretaja svrdla, formira se prolazna rupa. Nastavljajući proces, postižemo potrebni promjer za spojni dio.
Napravite rupu pomoću odgovarajućeg rezača.

U našem slučaju, najprikladnije je koristiti alat konusnog oblika. Lakše je i brže postići potrebnu veličinu rupe i dati joj cilindrični oblik.

Uostalom, nakon korištenja pernate bušilice s velikim konusom, ispada da je rupa drugačijeg promjera: bliže površini uzorka je veća, au sredini je manja.

Počnimo bušiti oštricu iz mehaničke pile.

Da bismo to učinili, također odabiremo zonu bliže zubima, jer je na ovom mjestu metal tvrđi zbog posebnog otvrdnjavanja.


Čini se da je proces brži u usporedbi s prethodna dva uzorka. To se može vidjeti iz intenziteta stvaranja strugotine i izrade prolazne rupe bez bušenja sa stražnje strane.

Jedan od rezača pomoći će dovesti rupu do željenog promjera i dati joj cilindrični oblik, kao u prethodnim slučajevima.




U praksi smo se uvjerili da se bilo koja klasa brzoreznog čelika može bušiti običnim kineskim pernatim svrdlima za pločice, čija su glavna prednost pristupačnost i niska cijena.I u ovom slučaju korisni su standardni rezači, uz pomoć kojih se određuje promjer rupa i daje im se cilindrični oblik.
Korištenjem lanenog ulja za bušenje (koristi se pri radu s nehrđajućim čelikom i sadrži oleinsku kiselinu), moguće je povećati produktivnost, rjeđe oštriti alat i poboljšati čistoću obrade.
Praksa pokazuje da će proces bušenja brzoreznih čelika postati produktivniji ako prvo koristite bušilice manjeg promjera, a zatim veće.
Neki majstori koriste vijke ili vijke proizvedene u Njemačkoj i koriste se za betonske radove kao alat za bušenje brzoreznih čelika. Njihova posebnost je da se na glavi nalazi slovo "H" (Hardened - otvrdnuto).
Ista operacija može biti potrebna za bušenje nožne pile za metal od čelika 1H6VF, od kojeg možete napraviti neke korisne proizvode. Komad oštrice mehaničke pile od čelika 9HF prikladan je ne samo za izradu noževa, već, na primjer, i nestandardnih privjesaka za ključeve.

Potreban alat i uzorci
Sve razmatrane i druge vrste brzoreznih čelika buše se kopljastim (perastim) svrdlima za pločice različitih izvedbi. Na primjer, drške su okrugle ili šesterokutne, što nije od temeljne važnosti za glavni rad - bušenje.

Slobodno se prodaju u gotovo svim građevinskim trgovinama ili poslovnicama koje prodaju sve vrste alata.Što je jako bitno, bušilice ovakvog tipa i namjene su atraktivne jer su jeftine.
Također, za bušenje brzoreznih čelika trebat će vam rezači različitih oblika i dizajna. Uz njihovu pomoć osiguravaju se točnost, čistoća, oblik i potreban promjer izbušene rupe.

Moramo izbušiti sljedeće uzorke:
- komad okvirne pile od čelika 9HF.
- oštrica od pile za metal od čelika razreda 1H6VF.
- Mehanički list pile od HSS čelika.
Postupak bušenja uzoraka brzoreznog čelika
Počnimo s oštricom pile za metal. Kao alat odabrat ćemo rabljeno svrdlo za pločice, koje je već više puta naoštreno na dijamantnom kolu. Odnosno, dugo vremena ništa nije ostalo od tvorničkog oštrenja, što bi nedvojbeno dalo najbolji rezultat.
Naš alat umetnemo u steznu glavu električne bušilice i počnemo bušiti bez podmazivanja i hlađenja. Kao način rada odabiremo malu brzinu. Primjećujemo da je proces spor, ali uz malo strpljenja, nakon nekog vremena na oštrici se pojavi stožasto udubljenje, svojevrsno udubljenje uzrokovano oblikom našeg svrdla.

Bušimo dok se s druge strane ne pojavi kvržica.

Nakon toga okrenemo platno i nastavimo s postupkom, fokusirajući se na kvržicu.

Naizmjeničnim bušenjem s jedne na drugu stranu postižemo povećanje promjera rupe dok ne dobijemo željenu veličinu.

Sljedeći uzorak je oštrica iz okvirne pile. Mjesto bušenja biramo u bazi zuba, gdje je materijal najveće tvrdoće.

Proces se također ne odvija vrlo brzo, ali postojano. To se može vidjeti po postupno rastućem volumenu strugotine oko svrdla.

Primjećujemo da posao ide brže ako alat lagano ljuljate s jedne na drugu stranu. To pomaže u uklanjanju strugotine s područja rezanja.
Nastavljamo bušiti s jedne strane sve dok vrh alata ne prođe cijelu debljinu metala i ne formira malu kvržicu s druge strane našeg uzorka.

Budući da je debljina metala veća od debljine metalne oštrice, morat ćemo zamijeniti svrdlo na pola puta ili ponovno naoštriti ono koje koristimo. Nakon toga okrenemo uzorak i nastavimo s bušenjem.


Nakon samo nekoliko okretaja svrdla, formira se prolazna rupa. Nastavljajući proces, postižemo potrebni promjer za spojni dio.
Napravite rupu pomoću odgovarajućeg rezača.

U našem slučaju, najprikladnije je koristiti alat konusnog oblika. Lakše je i brže postići potrebnu veličinu rupe i dati joj cilindrični oblik.

Uostalom, nakon korištenja pernate bušilice s velikim konusom, ispada da je rupa drugačijeg promjera: bliže površini uzorka je veća, au sredini je manja.

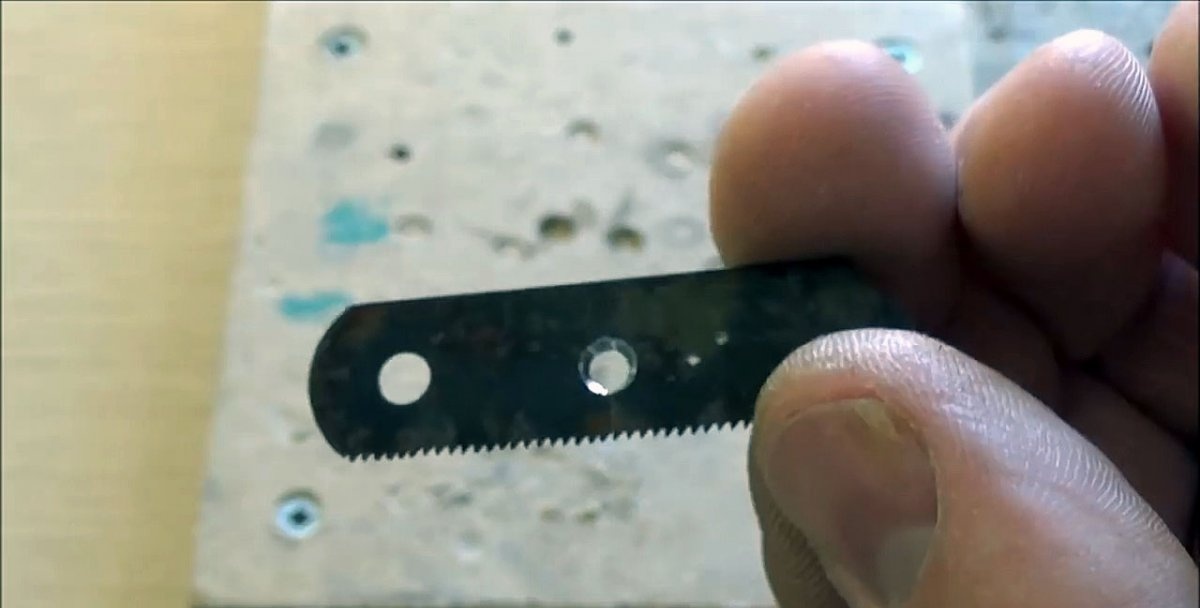
Počnimo bušiti oštricu iz mehaničke pile.

Da bismo to učinili, također odabiremo zonu bliže zubima, jer je na ovom mjestu metal tvrđi zbog posebnog otvrdnjavanja.


Čini se da je proces brži u usporedbi s prethodna dva uzorka. To se može vidjeti iz intenziteta stvaranja strugotine i izrade prolazne rupe bez bušenja sa stražnje strane.

Jedan od rezača pomoći će dovesti rupu do željenog promjera i dati joj cilindrični oblik, kao u prethodnim slučajevima.




U praksi smo se uvjerili da se bilo koja klasa brzoreznog čelika može bušiti običnim kineskim pernatim svrdlima za pločice, čija su glavna prednost pristupačnost i niska cijena.I u ovom slučaju korisni su standardni rezači, uz pomoć kojih se određuje promjer rupa i daje im se cilindrični oblik.
Završni savjeti i bilješke
Korištenjem lanenog ulja za bušenje (koristi se pri radu s nehrđajućim čelikom i sadrži oleinsku kiselinu), moguće je povećati produktivnost, rjeđe oštriti alat i poboljšati čistoću obrade.
Praksa pokazuje da će proces bušenja brzoreznih čelika postati produktivniji ako prvo koristite bušilice manjeg promjera, a zatim veće.
Neki majstori koriste vijke ili vijke proizvedene u Njemačkoj i koriste se za betonske radove kao alat za bušenje brzoreznih čelika. Njihova posebnost je da se na glavi nalazi slovo "H" (Hardened - otvrdnuto).
Gledaj video
Slične majstorske tečajeve






Posebno zanimljivo






Komentari (23)
