Kako napraviti snažan polužni nož za metal
Ovaj domaći proizvod reže metalne šipke brže i lakše od ručne pile za metal. Njegova proizvodnja ne zahtijeva posebne materijale, posebnu opremu ili visoke kvalifikacije.

Prije početka rada pripremit ćemo sljedeće materijale i proizvode:
Domaću bazu izrađujemo od dva čelična kuta 50 × 50 × 6 mm i duljine 400 mm. Položimo ih na police okomito na ravnu površinu, a vodoravne zatvorimo po dužini i kuhamo.


Jedan kraj zatvorimo okomito čeličnom pločom, na drugom napravimo kosinu brusilicom i također zavarimo ploču.

Varove čistimo i brusimo.


Na donje krajeve baze zavarimo pravokutne ploče debljine 8 mm s izbočinom od 10 mm oko perimetra.


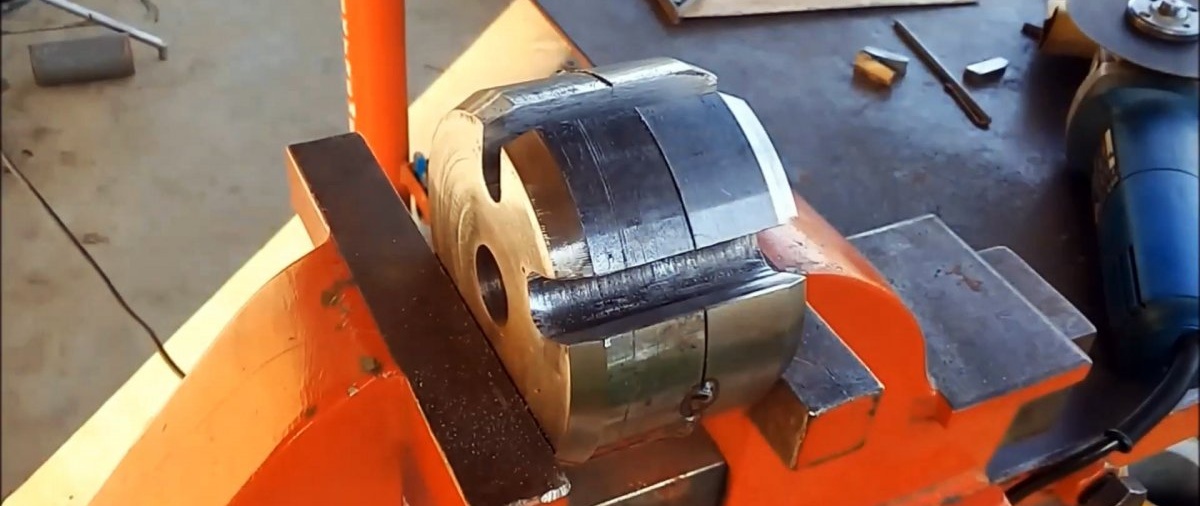
Obrađujemo dva čelična kruga razreda 40HGM promjera 100 mm i visine 35 mm.Obrezujemo ih i brusimo na potrebnu veličinu. Na jednom kraju napravimo široku kosinu i izbušimo rupu u sredini.


Da bismo obradili obradake zajedno, zavarimo ih na dva mjesta, spajajući ih i centrirajući.

Uz vrh kosine postavljamo jezgre na udaljenosti od 35 mm duž tetive - to su središta budućih rupa promjera 16 i 11 mm, izrađenih na stroju za bušenje. Koristeći ugaonik i šiber, povučemo radijalne tangente od izbušenih rupa do središnje na dva kraja i spojimo ih duž generatrise.


Pomoću brusilice smo izrezali dva radijalna utora prema oznakama od površine krugova do odgovarajuće rupe. Ručnom turpijom brusimo utore i uklanjamo zavarene čavle.
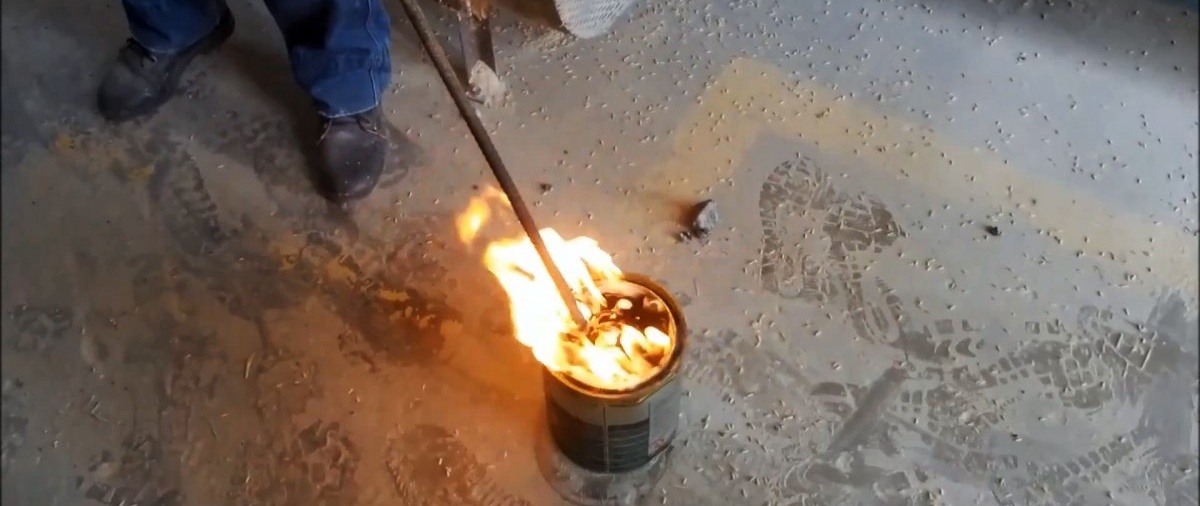
Zagrijemo praznine u pećnici do crvene boje i brzo ih spustimo u staklenku ulja. Držimo ih neko vrijeme, zatim ih izvadimo i ohladimo na zraku.


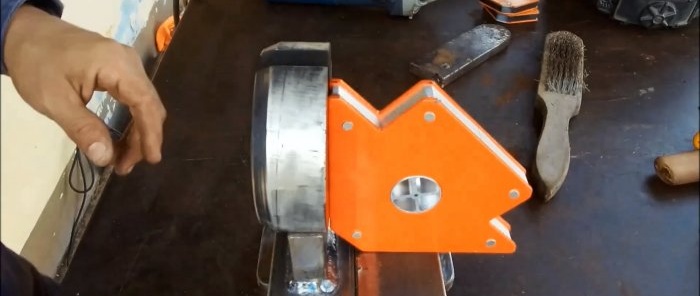
Očistimo krugove od tamnih naslaga i nanesemo jedan od njih na pravokutnu ploču 80 × 50 × 20 mm tako da generatrix kruga povezuje kutove. Pisačem na ploči nacrtamo kružni luk od ugla do ugla i brusilicom izrežemo udubljenje.

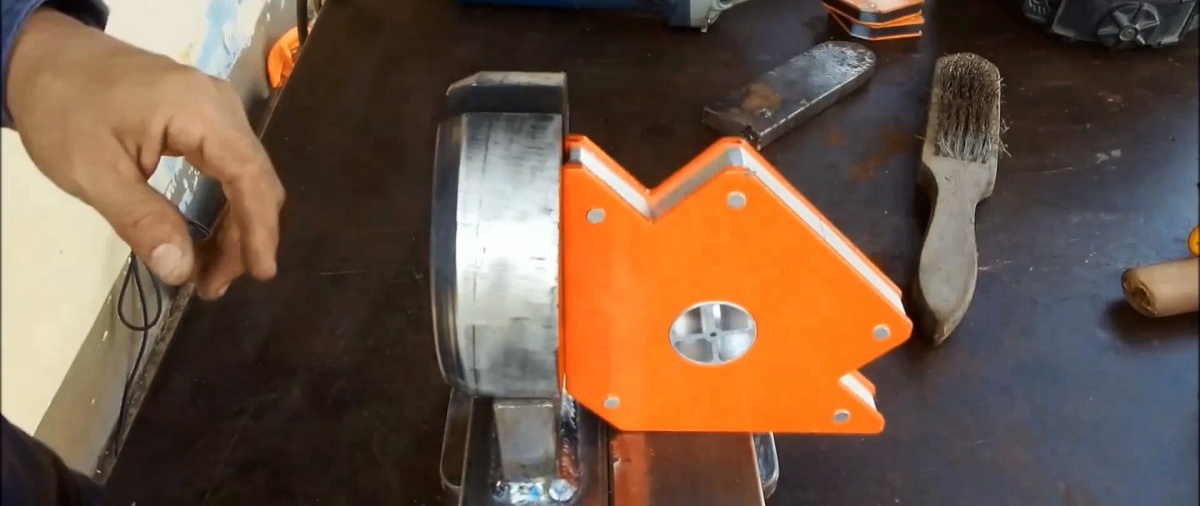
Ploču postavljamo u kut baze paralelno s dugom stranom i tamo je zavarimo. Postavljamo jedan od krugova u udubljenje, usmjeravajući široki utor ravno prema gore i također ga zavarimo.
Počnimo sastavljati pogon poluge. U čeličnoj ploči 230 × 45 mm izbušimo rupu od 12 mm s jednog ruba, a na drugom napravimo udubljenje za vanjski promjer kruga i tamo ga zavarimo.


U dvije čelične ploče debljine 12 mm, duljine 180 mm i širine 50 mm na jednom kraju, 35 mm na drugom kraju izbušite rupu od 12 mm s uže strane. U ploči iste debljine, duljine 250 mm i širine 45 mm, napravimo dvije rupe od 12 mm i jednu od 25 mm prema oznakama.

Pomoću vijka, podložaka i matice sastavljamo ova tri dijela, postavljajući dugu ploču između dvije kratke, koje širokim krajevima postavljamo na podlogu i zavarimo.


Pomoću para ploča 110 × 25 mm s dvije rupe od 12 mm na krajevima povezujemo polugu pokretnog kruga s polugom ručnog pogona.


Na njegovom kraju, do velike rupe, brusilicom izrežemo utor, umetnemo čeličnu šipku-polugu s zarezom na kraju i učvrstimo je zavarivanjem.
Nepokretne dijelove bojimo jednom bojom, a pokretne druge.


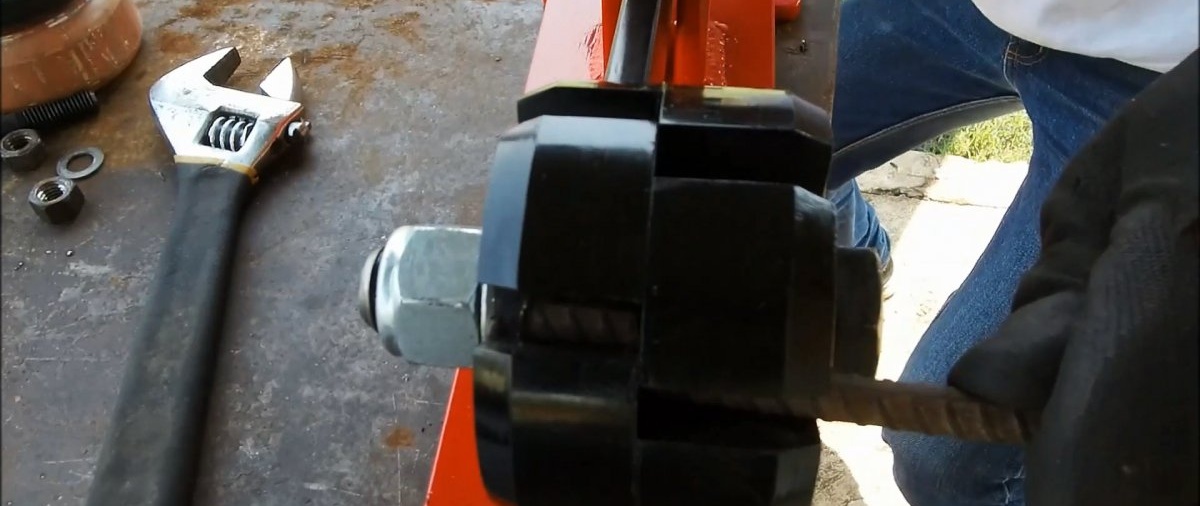
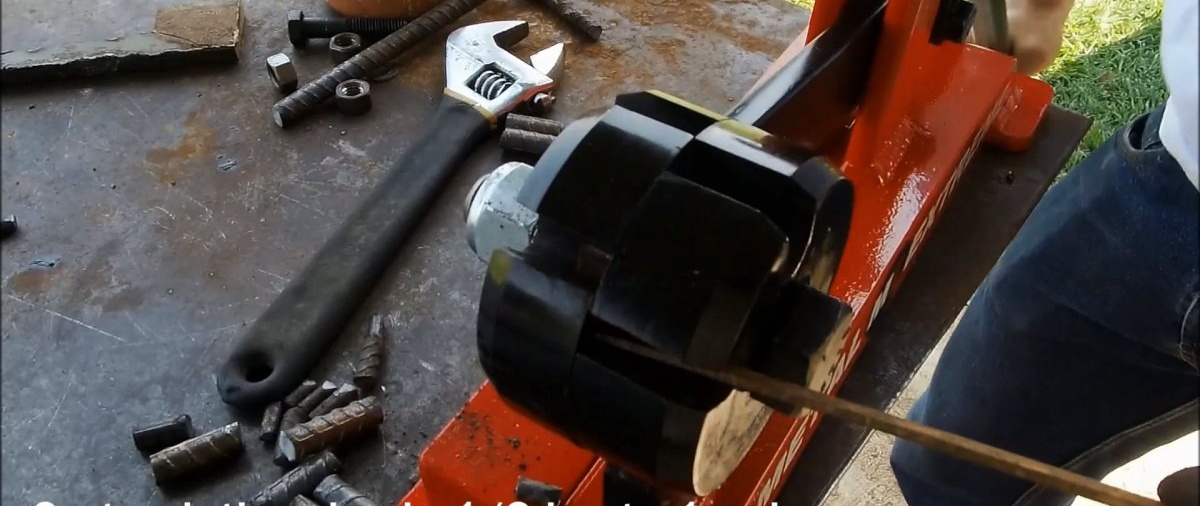
Nakon sušenja boje vršimo montažu i probu uređaja u radu, rezanje šipki, armature i ploča.

Štoviše, tanki materijal stavljamo u uski utor, a debeli u široki.



Trebat će
Prije početka rada pripremit ćemo sljedeće materijale i proizvode:
- jednak kut;
- metalni lim raznih debljina;
- čelični krug;
- ulje za gašenje;
- čelična šipka;
- vijci, matice, podloške;
- boja u dvije boje.
- Trebat će vam i aparat za zavarivanje, tokarski stroj i strojevi za bušenje, brusilica, turpija, peć za zagrijavanje metala, ključevi, pištolj za prskanje itd.
Proces izrade noža
Domaću bazu izrađujemo od dva čelična kuta 50 × 50 × 6 mm i duljine 400 mm. Položimo ih na police okomito na ravnu površinu, a vodoravne zatvorimo po dužini i kuhamo.


Jedan kraj zatvorimo okomito čeličnom pločom, na drugom napravimo kosinu brusilicom i također zavarimo ploču.

Varove čistimo i brusimo.


Na donje krajeve baze zavarimo pravokutne ploče debljine 8 mm s izbočinom od 10 mm oko perimetra.


Obrađujemo dva čelična kruga razreda 40HGM promjera 100 mm i visine 35 mm.Obrezujemo ih i brusimo na potrebnu veličinu. Na jednom kraju napravimo široku kosinu i izbušimo rupu u sredini.


Da bismo obradili obradake zajedno, zavarimo ih na dva mjesta, spajajući ih i centrirajući.

Uz vrh kosine postavljamo jezgre na udaljenosti od 35 mm duž tetive - to su središta budućih rupa promjera 16 i 11 mm, izrađenih na stroju za bušenje. Koristeći ugaonik i šiber, povučemo radijalne tangente od izbušenih rupa do središnje na dva kraja i spojimo ih duž generatrise.

Pomoću brusilice smo izrezali dva radijalna utora prema oznakama od površine krugova do odgovarajuće rupe. Ručnom turpijom brusimo utore i uklanjamo zavarene čavle.
Zagrijemo praznine u pećnici do crvene boje i brzo ih spustimo u staklenku ulja. Držimo ih neko vrijeme, zatim ih izvadimo i ohladimo na zraku.

Očistimo krugove od tamnih naslaga i nanesemo jedan od njih na pravokutnu ploču 80 × 50 × 20 mm tako da generatrix kruga povezuje kutove. Pisačem na ploči nacrtamo kružni luk od ugla do ugla i brusilicom izrežemo udubljenje.

Ploču postavljamo u kut baze paralelno s dugom stranom i tamo je zavarimo. Postavljamo jedan od krugova u udubljenje, usmjeravajući široki utor ravno prema gore i također ga zavarimo.
Počnimo sastavljati pogon poluge. U čeličnoj ploči 230 × 45 mm izbušimo rupu od 12 mm s jednog ruba, a na drugom napravimo udubljenje za vanjski promjer kruga i tamo ga zavarimo.


U dvije čelične ploče debljine 12 mm, duljine 180 mm i širine 50 mm na jednom kraju, 35 mm na drugom kraju izbušite rupu od 12 mm s uže strane. U ploči iste debljine, duljine 250 mm i širine 45 mm, napravimo dvije rupe od 12 mm i jednu od 25 mm prema oznakama.

Pomoću vijka, podložaka i matice sastavljamo ova tri dijela, postavljajući dugu ploču između dvije kratke, koje širokim krajevima postavljamo na podlogu i zavarimo.


Pomoću para ploča 110 × 25 mm s dvije rupe od 12 mm na krajevima povezujemo polugu pokretnog kruga s polugom ručnog pogona.


Na njegovom kraju, do velike rupe, brusilicom izrežemo utor, umetnemo čeličnu šipku-polugu s zarezom na kraju i učvrstimo je zavarivanjem.
Nepokretne dijelove bojimo jednom bojom, a pokretne druge.


Nakon sušenja boje vršimo montažu i probu uređaja u radu, rezanje šipki, armature i ploča.

Štoviše, tanki materijal stavljamo u uski utor, a debeli u široki.
Gledaj video
Slične majstorske tečajeve






Posebno zanimljivo






Komentari (1)
