Horizontalne tehnike zavarivanja, učimo svaku redom

Da bi se dobio pouzdan horizontalni (i bilo koji drugi) šav, elektroda se pomiče u tri ravnine odjednom: translatorno u smjeru svoje osi, ravno duž zavara i oscilirajući preko šava. Isprva se čini nemogućim, ali redoviti pokušaji i upornost uskoro će donijeti željeni rezultat.
Trebat će
Za učinkovit i siguran trening pripremit ćemo sljedeće materijale, opremu i pribor:
- stroj za ručno zavarivanje;
- zavareni metal;
- elektrode odgovarajućeg promjera;
- čekić za udaranje troske;
- oprema za zavarivanje (maska, rukavice, itd.).
Postupak zavarivanja
Oscilatorna kretanja po osi zavara osiguravaju potrebnu širinu, pouzdano zavarivanje korijena i rubova zavara, usporavanje hlađenja kupke tekućeg metala i uklanjanje troske iz zone izgaranja. Uzimajući u obzir debljinu metala i promjer elektrode, odabiremo snagu struje zavarivanja od 91 A.

Polumjesec naprijed

Tijekom tog kretanja, kraj elektrode se pomiče duž kružnog luka s konveksom usmjerenim prema naprijed.Koristi se za spajanje šavova s zakošenim rubovima na dnu i zaobljenim šavovima, čija noga nije veća od 6 mm.

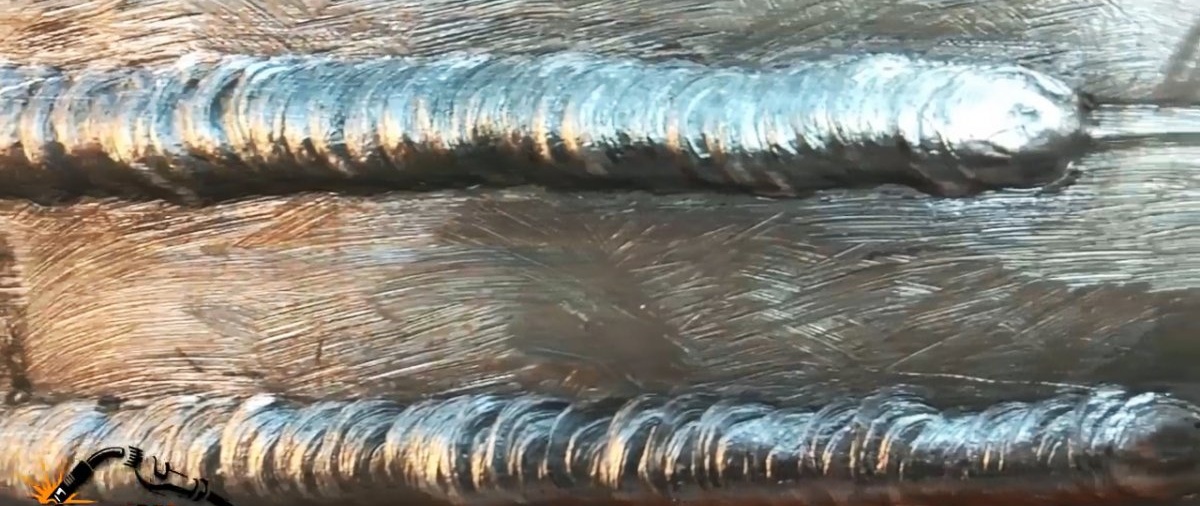
Ako se ovi pokreti izvode ispravno, onda sva troska završi na vrhu valjka i nije vam potreban čak ni čekić za uklanjanje. Šav je željene širine i konstantne duljine.

Spirala

Ovdje kraj elektrode stvara krugove ili ovale, ocrtavajući rubove bazena za zavarivanje. U ovom slučaju dolazi do ravnomjernog zagrijavanja duž širine šava. Često se koristi pri zavarivanju u ravnini donjeg horizonta.
Ovaj se pokret smatra jednostavnim i lakim za izvođenje. Omogućuje stalnu i jednostavnu kontrolu rastaljenog metala. Kada se pravilno izvede, troska se također formira na vrhu šava i lako se uklanja duž cijele duljine odjednom.

Bod niti

Kada kraj elektrode ne oscilira preko šava, već se pomiče ravno u uzdužnom smjeru u odnosu na valjak, formira se uski ili navojni šav širine 1,2 ± 0,4 promjera elektrode. Koriste se kod zavarivanja tankog metala i kod nanošenja prvog sloja u višeslojnom zavaru. Ova vrsta je najlakša za izvođenje.

Cik-cak

Da bi se napravio zavar zadane širine, kraj elektrode se pomiče duž cik-cak linije simetrično na os zrna. Ali u procesu ne smijemo zaboraviti na duljinu luka kako bismo dobili glatku putanju bez uključivanja troske.
Ova metoda se koristi pri zavarivanju metala debljine do 6 mm. Najkvalitetniji šavovi dobivaju se sučeonim zavarivanjem iu donjem položaju. Također vam omogućuje pouzdano zavarivanje spojeva bez skošenja rubova.

Obrnuti polumjesec

Ovom metodom lijevi i desni rubovi zavara bolje se zagrijavaju, budući da kraj elektrode stvara lukove, konveksno usmjerene unatrag. Koristi se kada se koriste debelo obložene elektrode za bolje taljenje metala i troske.
Ova metoda pomicanja elektrode koristi se pri zavarivanju u donjem položaju i pri zavarivanju okomitih i stropnih šavova koji imaju konveksnu vanjsku površinu.
Gledaj video
Slične majstorske tečajeve






Posebno zanimljivo






Komentari (2)
