Kako zavariti veliku rupu ili napraviti široki šav - 1 trik iskusnog zavarivača
Ako pri ruci nemate elektrode velikog promjera ili žicu za punjenje, a trebate zavariti veliku rupu, možete se snaći s tankim elektrodama. Da biste to učinili, dovoljno je koristiti dvije "tajne" koje praktički ne kompliciraju proces zavarivanja, ali pomažu u postizanju potrebnog rezultata.
Trebat će
- Tanko obložene elektrode;
- željezni čavao;
- Stroj za zavarivanje;
- škripac za klupu;
- materijal za zavarivanje;
- bugarski;
- čekić i nakovanj;
- žicu za vezivanje i kliješta.
Postupak zavarivanja s drugom golom elektrodom
Za prvu metodu, obloženu elektrodu valjamo masivnom metalnom šipkom postavljenom na debelu metalnu ploču.

U tom će slučaju premaz elektrode popucati i odlijepiti se sa žice. Ona mjesta s kojih premaz nije u potpunosti uklonjen mogu se istrljati našom metalnom „oklagijom“.

Željezni čavao i “golu” elektrodu stegnemo u škripac i dva do tri puta omotamo jedan kraj žice oko čavala.

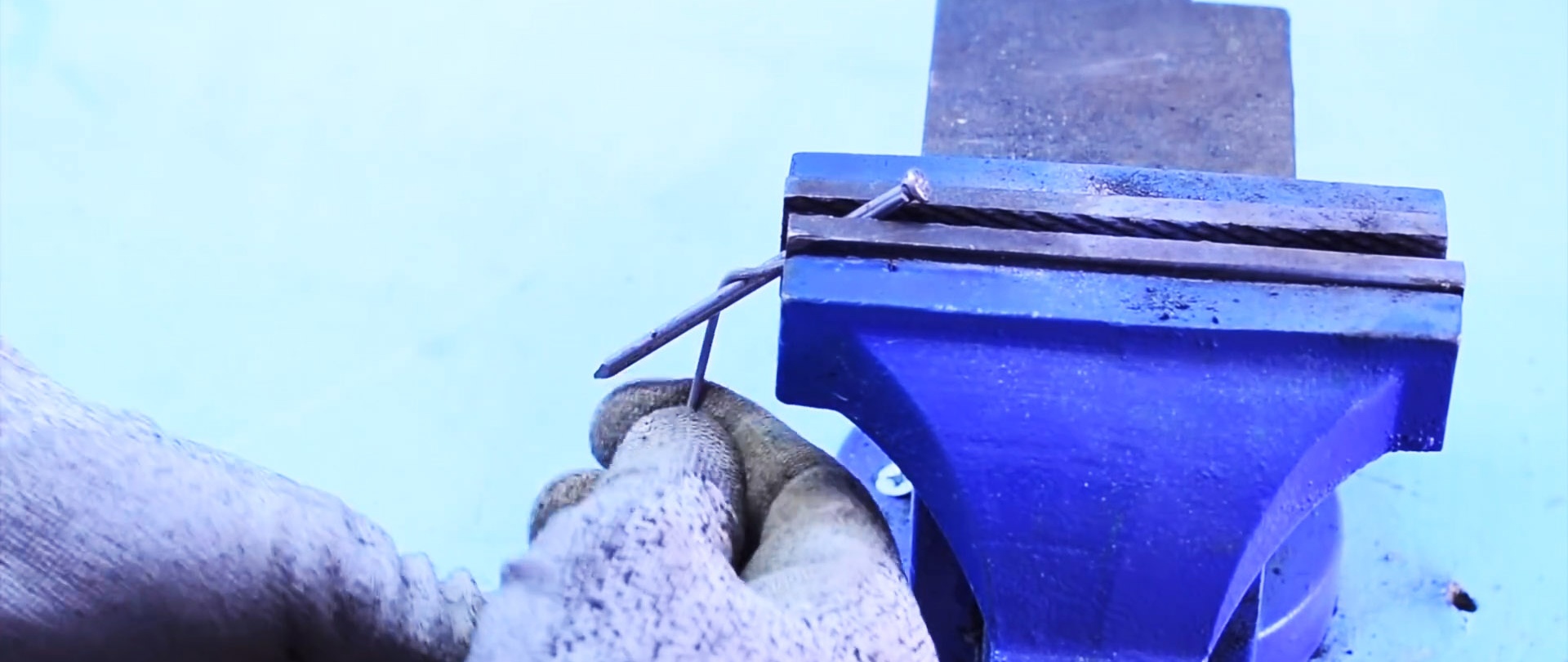
Namotamo dobivenu spiralu na obloženu elektrodu i, savijajući žicu na različitim mjestima, osiguravamo da je pritisnuta na obloženu elektrodu.

Umetnemo krajeve obje elektrode u držač (struja teče kroz obje elektrode) i počnemo zavarivati kraj cijevi dovoljno velikog promjera. Proces se odvija brzo i učinkovito, budući da je metal dviju elektroda koje se istovremeno tope sasvim dovoljan za zavarivanje tako velike rupe.

U to smo se uvjerili po završetku zavarivanja rupe cijevi i brušenja mjesta zavarivanja brusilicom.

Rezultat je bio neprekinuti i hermetički "poklopac".

Druga verzija trika zavarivanja s drugom "golom" elektrodom
Za drugu metodu, obloženu elektrodu lupkamo čekićem po nakovnju i također postižemo potpuno ljuštenje prevlake. Koristeći mali komad žice za vezivanje, pričvrstimo vrh "gole" elektrode na elektrodu s premazom odmah ispod njenog neobloženog kontaktnog kraja.

Ovim “dizajnom” ćemo zavariti krajeve dviju cijevi s razmakom većim od uobičajenog ili rupu u cijevi promjera nekoliko puta većeg od promjera elektroda koje koristimo.
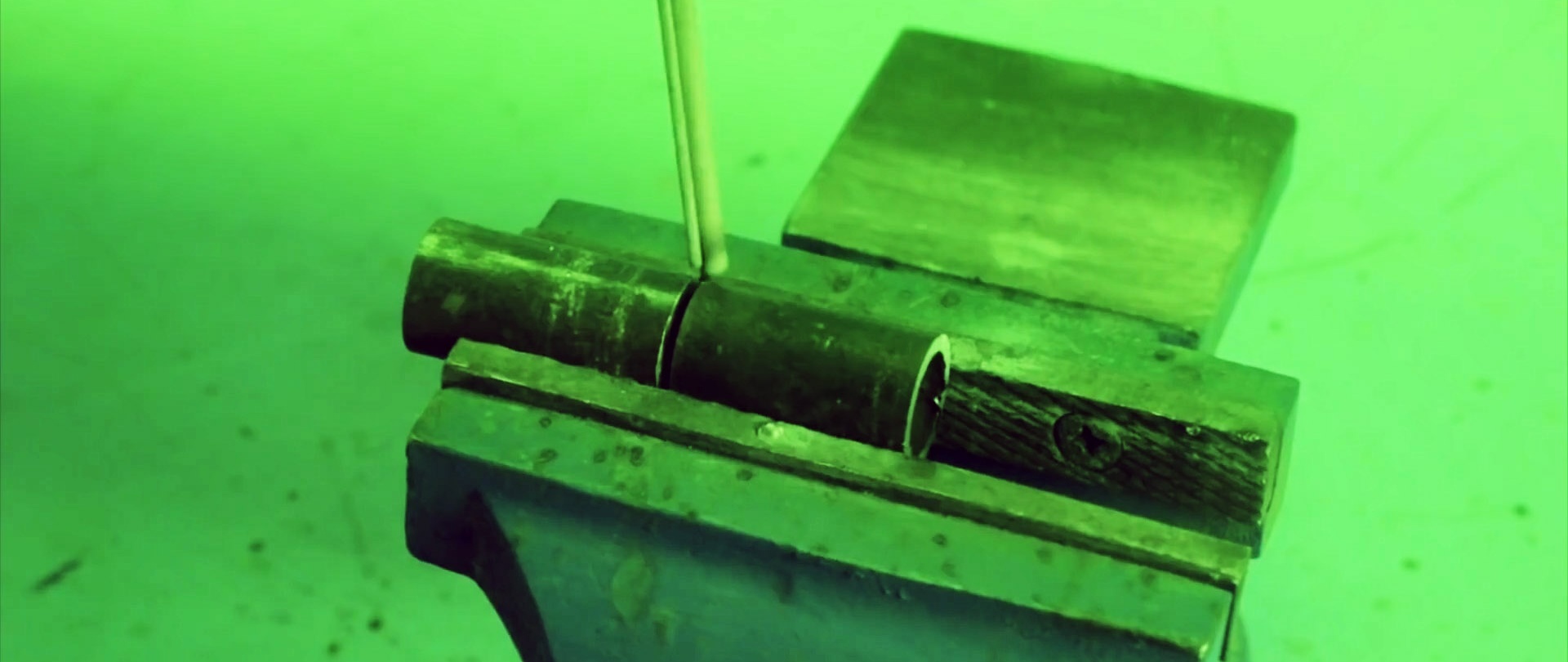

Budući da struja ne teče kroz "golu" elektrodu, budući da je izolirana od izvora struje, njezin se metal topi sporije od metala glavne elektrode, a proces se odvija u optimalnom načinu.

To je jasno vidljivo nakon čišćenja mjesta zavarivanja brusilicom: nema proboja, pukotina ili mrlja od troske.

Gledaj video
Slične majstorske tečajeve












