Hogyan fúrjunk át bármilyen gyorsacélt cserépfúróval
Hogyan fúrjunk P6M5 vagy HSS gyorsacélt az európai jelölés szerint? Például mechanikus fűrészlapból készítettünk egy kést, amelybe 5-6 mm átmérőjű lyukakat kell fúrnunk, hogy a fogantyúpárnák felszereléséhez és rögzítéséhez csapok legyenek.
Ugyanerre a műveletre lehet szükség egy fémfűrészlap fúrásához 1Х6ВФ acélból, amelyből hasznos termékeket készíthet. A 9HF acélból készült mechanikus fűrész pengedarabja nemcsak kések, hanem például nem szabványos kulcstartók készítésére is alkalmas.

A szóban forgó és más típusú gyorsacélok mindegyikét lándzsa alakú (toll) fúrókkal fúrják cseréphez, különböző kialakításúak. Például a szárak kerek vagy hatszögletűek, ami nem alapvető fontosságú a fő munkához - a fúráshoz.

Szinte minden építőipari üzletben vagy mindenféle szerszámot árusító üzletben szabadon értékesíthetők.Ami nagyon fontos, az ilyen típusú és rendeltetésű fúrók azért vonzóak, mert olcsók.
Ezenkívül a gyorsacélok fúrásához különféle formájú és kialakítású marókra lesz szükség. Segítségükkel biztosított a fúrt furat pontossága, tisztasága, formája és szükséges átmérője.

A következő mintákat kell fúrnunk:
Kezdjük egy fémfűrészlappal. Eszközként használt cserépfúrót választunk, amit már nem egyszer gyémántkorongon éleztek. Vagyis a gyári élezésből sokáig semmi sem maradt, ami kétségtelenül a legjobb eredményt hozta volna.
Szerszámunkat egy elektromos fúró tokmányába helyezzük, és kenés vagy hűtés nélkül elkezdjük a fúrást. Üzemmódként alacsony sebességet választunk. Észrevesszük, hogy a folyamat lassú, de némi türelemmel egy idő után egy kúpos bemélyedés jelenik meg a pengén, egyfajta süllyedés, amelyet a fúrónk formája okoz.

Addig fúrunk, amíg a másik oldalon meg nem jelenik egy gumó.

Ezt követően megfordítjuk a vásznat, és folytatjuk a folyamatot, összpontosítva a tuberkulózisra.


Felváltva egyik oldalról a másikra fúrva a furat átmérőjének növekedését érjük el, amíg el nem érjük a kívánt méretet.

A következő minta egy keretfűrész penge. A fúrás helyét a fogak tövénél választjuk ki, ahol az anyag a legnagyobb keménységű.

A folyamat szintén nem megy túl gyorsan, hanem folyamatosan. Ez látható a fúró körüli forgácsok fokozatosan növekvő mennyiségén.

Észrevesszük, hogy a munka gyorsabban megy, ha enyhén ringatja a szerszámot egyik oldalról a másikra. Ez segít eltávolítani a forgácsot a vágási területről.
Az egyik oldalon addig folytatjuk a fúrást, amíg a szerszám hegye áthalad a fém teljes vastagságán, és egy kis gumót nem képez a mintánk másik oldalán.

Mivel a fém vastagsága nagyobb, mint a fémpengéé, a folyamat felénél ki kell cserélnünk a fúrót, vagy újra kell élesíteni a használtat. Ezt követően megfordítjuk a mintát és folytatjuk a fúrást.


A fúró néhány fordulata után átmenő furat keletkezik. Folytatva a folyamatot, elérjük az illeszkedő rész szükséges átmérőjét.
Készítse el a lyukat megfelelő vágóeszközzel.

Esetünkben a legkényelmesebb egy kúpos alakú szerszámot használni. Könnyebben és gyorsabban érhetjük el a kívánt furatméretet és hengeres formát adunk neki.

Végül is a nagy kúpos tollfúró használata után a lyuk átmérője eltérő: a minta felületéhez közelebb nagyobb, középen pedig kisebb.

Kezdjük a penge fúrását mechanikus fűrészről.

Ehhez a fogakhoz közelebb eső zónát is választunk, mivel ezen a helyen a fém keményebb a speciális edzés miatt.


A folyamat gyorsabbnak tűnik az előző két mintához képest. Ez látható a forgácsképződés intenzitásából és a hátoldalról egy fúrás nélküli átmenő furat kialakításából.

Az egyik vágó segít a lyuk kívánt átmérőjére hozni és hengeres formát adni, mint a korábbi esetekben.




A gyakorlatban meggyőződtünk arról, hogy bármilyen minőségű gyorsacél fúrható hagyományos kínai tollfúrókkal, amelyek fő előnyei a hozzáférhetőség és az olcsó ár.Ebben az esetben is hasznosak a szabványos marók, amelyek segítségével meghatározzák a furatok átmérőjét, és hengeres formát kapnak.
A lenmagolaj fúráshoz (rozsdamentes acéllal való megmunkáláskor használatos, és olajsavat tartalmaz) növelheti a termelékenységet, ritkábban élesítheti a szerszámot és javíthatja a feldolgozás tisztaságát.
A gyakorlat azt mutatja, hogy a gyorsacélok fúrásának folyamata termelékenyebb lesz, ha először kisebb, majd nagyobb átmérőjű fúrókat használ.
Egyes kézművesek Németországban gyártott csavarokat vagy csavarokat használnak, amelyeket betonmunkákhoz használnak szerszámként gyorsacélok fúrásához. Megkülönböztető jellemzőjük, hogy a fejen a „H” betű (edzett - edzett).
Ugyanerre a műveletre lehet szükség egy fémfűrészlap fúrásához 1Х6ВФ acélból, amelyből hasznos termékeket készíthet. A 9HF acélból készült mechanikus fűrész pengedarabja nemcsak kések, hanem például nem szabványos kulcstartók készítésére is alkalmas.

Szükséges eszközök és minták
A szóban forgó és más típusú gyorsacélok mindegyikét lándzsa alakú (toll) fúrókkal fúrják cseréphez, különböző kialakításúak. Például a szárak kerek vagy hatszögletűek, ami nem alapvető fontosságú a fő munkához - a fúráshoz.

Szinte minden építőipari üzletben vagy mindenféle szerszámot árusító üzletben szabadon értékesíthetők.Ami nagyon fontos, az ilyen típusú és rendeltetésű fúrók azért vonzóak, mert olcsók.
Ezenkívül a gyorsacélok fúrásához különféle formájú és kialakítású marókra lesz szükség. Segítségükkel biztosított a fúrt furat pontossága, tisztasága, formája és szükséges átmérője.

A következő mintákat kell fúrnunk:
- 9HF acélból készült keretfűrész darabja.
- fémfűrész penge 1Х6ВФ acélminőségű fémhez.
- Mechanikus fűrészlap HSS acélból.
Gyorsacél minták fúrásának folyamata
Kezdjük egy fémfűrészlappal. Eszközként használt cserépfúrót választunk, amit már nem egyszer gyémántkorongon éleztek. Vagyis a gyári élezésből sokáig semmi sem maradt, ami kétségtelenül a legjobb eredményt hozta volna.
Szerszámunkat egy elektromos fúró tokmányába helyezzük, és kenés vagy hűtés nélkül elkezdjük a fúrást. Üzemmódként alacsony sebességet választunk. Észrevesszük, hogy a folyamat lassú, de némi türelemmel egy idő után egy kúpos bemélyedés jelenik meg a pengén, egyfajta süllyedés, amelyet a fúrónk formája okoz.

Addig fúrunk, amíg a másik oldalon meg nem jelenik egy gumó.

Ezt követően megfordítjuk a vásznat, és folytatjuk a folyamatot, összpontosítva a tuberkulózisra.

Felváltva egyik oldalról a másikra fúrva a furat átmérőjének növekedését érjük el, amíg el nem érjük a kívánt méretet.

A következő minta egy keretfűrész penge. A fúrás helyét a fogak tövénél választjuk ki, ahol az anyag a legnagyobb keménységű.

A folyamat szintén nem megy túl gyorsan, hanem folyamatosan. Ez látható a fúró körüli forgácsok fokozatosan növekvő mennyiségén.

Észrevesszük, hogy a munka gyorsabban megy, ha enyhén ringatja a szerszámot egyik oldalról a másikra. Ez segít eltávolítani a forgácsot a vágási területről.
Az egyik oldalon addig folytatjuk a fúrást, amíg a szerszám hegye áthalad a fém teljes vastagságán, és egy kis gumót nem képez a mintánk másik oldalán.

Mivel a fém vastagsága nagyobb, mint a fémpengéé, a folyamat felénél ki kell cserélnünk a fúrót, vagy újra kell élesíteni a használtat. Ezt követően megfordítjuk a mintát és folytatjuk a fúrást.


A fúró néhány fordulata után átmenő furat keletkezik. Folytatva a folyamatot, elérjük az illeszkedő rész szükséges átmérőjét.
Készítse el a lyukat megfelelő vágóeszközzel.

Esetünkben a legkényelmesebb egy kúpos alakú szerszámot használni. Könnyebben és gyorsabban érhetjük el a kívánt furatméretet és hengeres formát adunk neki.

Végül is a nagy kúpos tollfúró használata után a lyuk átmérője eltérő: a minta felületéhez közelebb nagyobb, középen pedig kisebb.

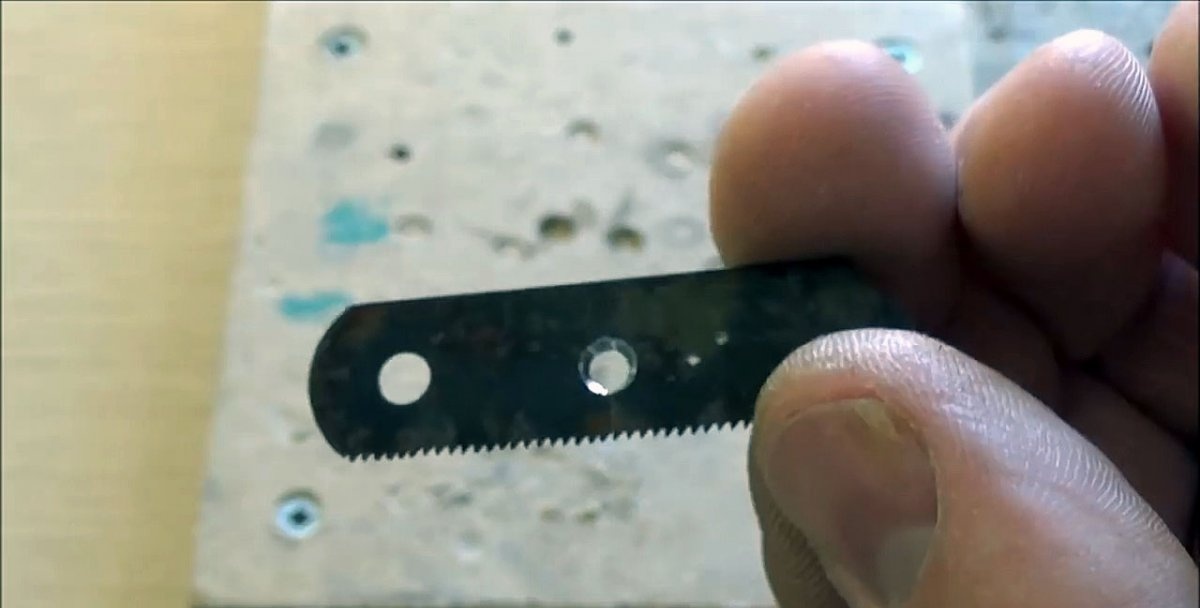
Kezdjük a penge fúrását mechanikus fűrészről.

Ehhez a fogakhoz közelebb eső zónát is választunk, mivel ezen a helyen a fém keményebb a speciális edzés miatt.


A folyamat gyorsabbnak tűnik az előző két mintához képest. Ez látható a forgácsképződés intenzitásából és a hátoldalról egy fúrás nélküli átmenő furat kialakításából.

Az egyik vágó segít a lyuk kívánt átmérőjére hozni és hengeres formát adni, mint a korábbi esetekben.




A gyakorlatban meggyőződtünk arról, hogy bármilyen minőségű gyorsacél fúrható hagyományos kínai tollfúrókkal, amelyek fő előnyei a hozzáférhetőség és az olcsó ár.Ebben az esetben is hasznosak a szabványos marók, amelyek segítségével meghatározzák a furatok átmérőjét, és hengeres formát kapnak.
Végső tippek és megjegyzések
A lenmagolaj fúráshoz (rozsdamentes acéllal való megmunkáláskor használatos, és olajsavat tartalmaz) növelheti a termelékenységet, ritkábban élesítheti a szerszámot és javíthatja a feldolgozás tisztaságát.
A gyakorlat azt mutatja, hogy a gyorsacélok fúrásának folyamata termelékenyebb lesz, ha először kisebb, majd nagyobb átmérőjű fúrókat használ.
Egyes kézművesek Németországban gyártott csavarokat vagy csavarokat használnak, amelyeket betonmunkákhoz használnak szerszámként gyorsacélok fúrásához. Megkülönböztető jellemzőjük, hogy a fejen a „H” betű (edzett - edzett).
Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (23)
