Hogyan készítsünk összetett élezőt az egyszerű késélezéshez
Mint minden szerszám, a kések is megfelelő gondozást igényelnek, különös tekintettel a kiváló minőségű élezésre, amelynél nagyon fontos az állandó élezési szög fenntartása a penge teljes hosszában.
Ezt persze egy tapasztalt élezőnek kézi munkavégzés közben sem nehéz elérni. Mindenki más számára a szükséges élezési szög fenntartása meglehetősen nehéz lesz. Az unalmas kések problémája megoldhatatlan marad számukra?
Három kiút van ebből a szorult helyzetből: tanulja meg a kések élezését, de ez sok időt, türelmet és erőfeszítést igényel; minden alkalommal forduljon szakemberhez segítségért, és fizesse ki drága szolgáltatását; készítse el saját késélezőjét, és ne aggódjon az élezési szög miatt.
Az alábbiakban megvizsgáljuk a kések élezésére szolgáló eszköz gyártásának módszerét, amely két csiszolókoronggal rendelkező elektromos élezőn alapul.
Hogy a munka ne igényeljen sok erőfeszítést és időt, jó, ha van raktáron: hegesztőgép, gépek (fúró, maró és esztergáló), ingafűrész, fúró, köszörű, csavarkulcsok, jelölőszerszámok, stb.
A már említett elektromos élezőn kívül anyagokat és alkatrészeket kell felhalmozni:
A munka két, egymástól viszonylag független szakaszból fog állni: egy elektromos élező elrendezéséből és a szükséges élezési szöget biztosító késtartó gyártásából.
A kések minőségi élezésének egyik szükséges feltétele az élezőszerszám stabilitása. Ezért az elektromos élező alapjaként megfelelő méretű és vastagságú fémlemezt használunk.

Mérőszalaggal, maggal és kalapáccsal megjelöljük négy lyuk középpontját, megismételve a furatokat az elektromos élezőlapon. Fúrógépen a jelölések szerint lyukakat fúrunk, majd csavarok és anyák segítségével fém alapra rögzítjük az elektromos élezőt.

Ingafűrésszel levágunk két darab négyzet alakú csövet, előre kiszámított hosszban, és az egyiknek szabadon, de nagy rés nélkül kell illeszkednie a másikba.

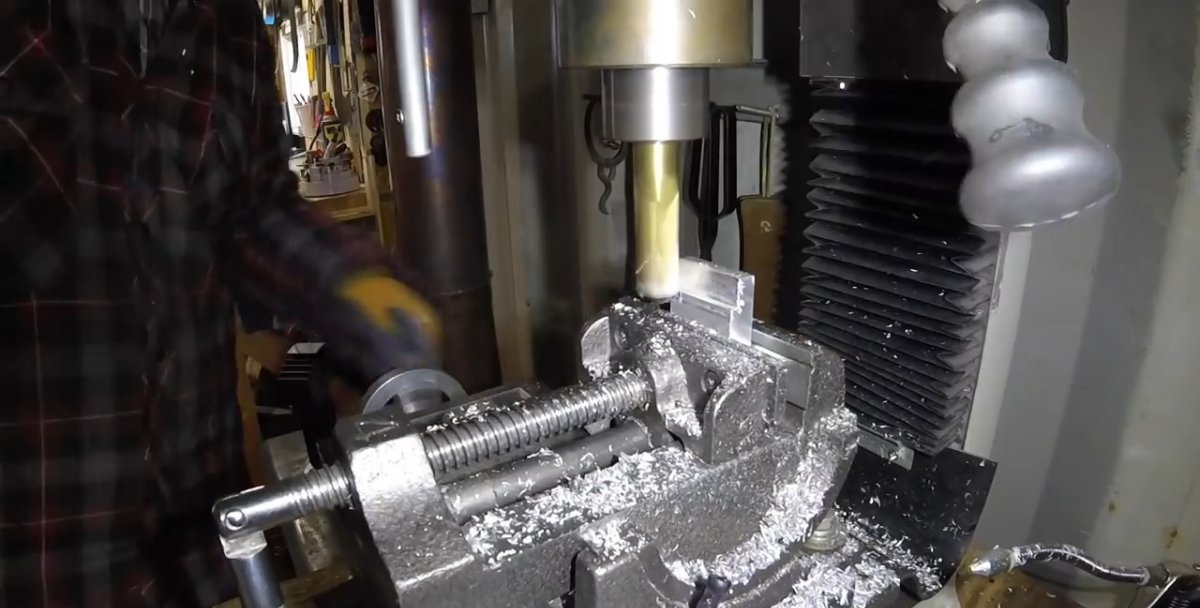
Kisebb keresztmetszetű csőben az egyik végén átmenő lyukat marunk, amelynek átmérője valamivel nagyobb legyen, mint a fémrúd átmérője. A második csőben szintén jelölünk és az egyik végén fúrunk egy lyukat a rögzítőcsavar számára.

Egy nagyobb keresztmetszetű csövet középen, a fix élezővel szemben hegesztünk az alapra, olyan helyzetben, hogy a rögzítőcsavar kifelé nézzen és felül legyen.Hogy az olvadt fémcseppek, szikrák és vízkő ne károsítsák a villanymotort, letakarjuk egy hegesztőtakaróval.

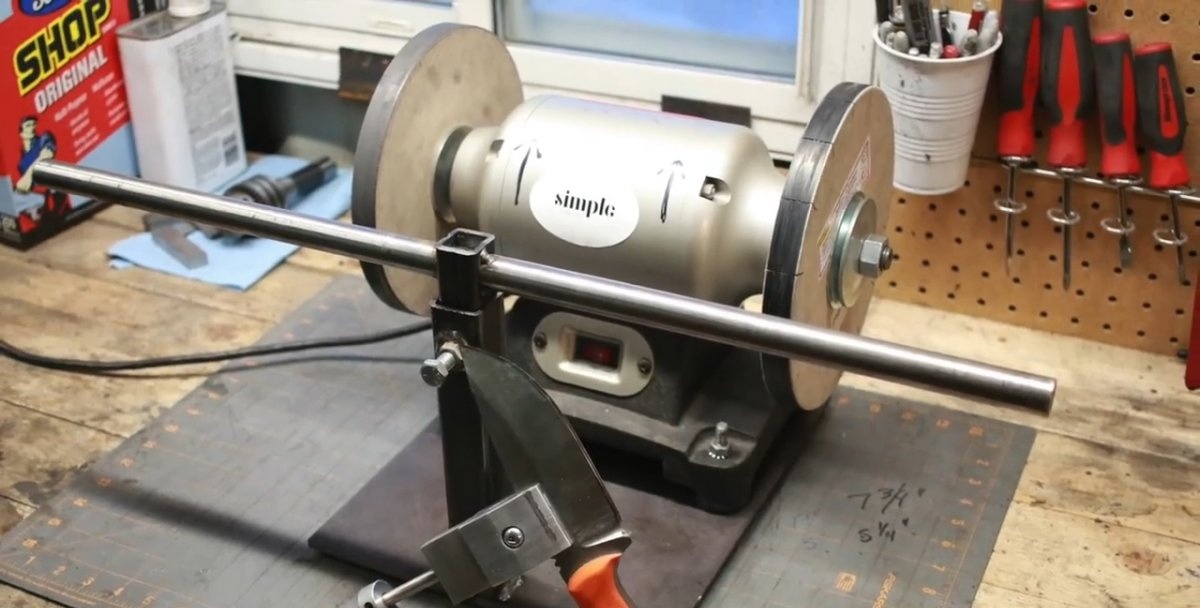
A rudat a kisebb keresztmetszetű csőben lévő fúrt lyukba helyezzük szigorúan középre, és ebben a helyzetben hegesztjük a csőhöz, miután előzőleg derékszögű háromszöggel ellenőriztük ezen illeszkedő részek merőlegességét.


Ha ezt nem tette meg előre, vegye le az elektromos élezőt az alapról és vizsgálja meg az elektromos dobozt, majd visszahelyezzük az élezőt a helyére, és ellenőrizzük a működését.
A csövet a rúddal belehelyezzük az alapra hegesztett csőbe, és a csavar segítségével beállíthatja az adott kés élezéséhez szükséges magasságot. Ez volt az elektromos élező elrendezésének utolsó szakasza. Kezdjük a munka második szakaszával.


Elektromos élezőnél változtassa meg a forgásirányt.


Amint már említettük, a késélezés minősége mindenekelőtt az állandó élezési szög biztosításától függ. A tartó, amit készítünk, pont erre készült.
A fémdarabot a három elem tervezett méreteinek megfelelően jelöljük meg, ami biztosítja a késpenge befogását és megbízható tartását a kör felületéhez képest adott szögben élezéskor.

Ingafűrésszel vágjuk le őket kenőanyag hozzáadásával, hogy javítsuk a vágás minőségét és a fűrészlap biztonságát.
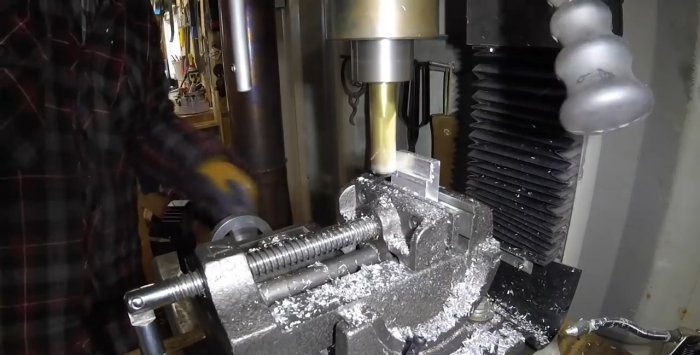
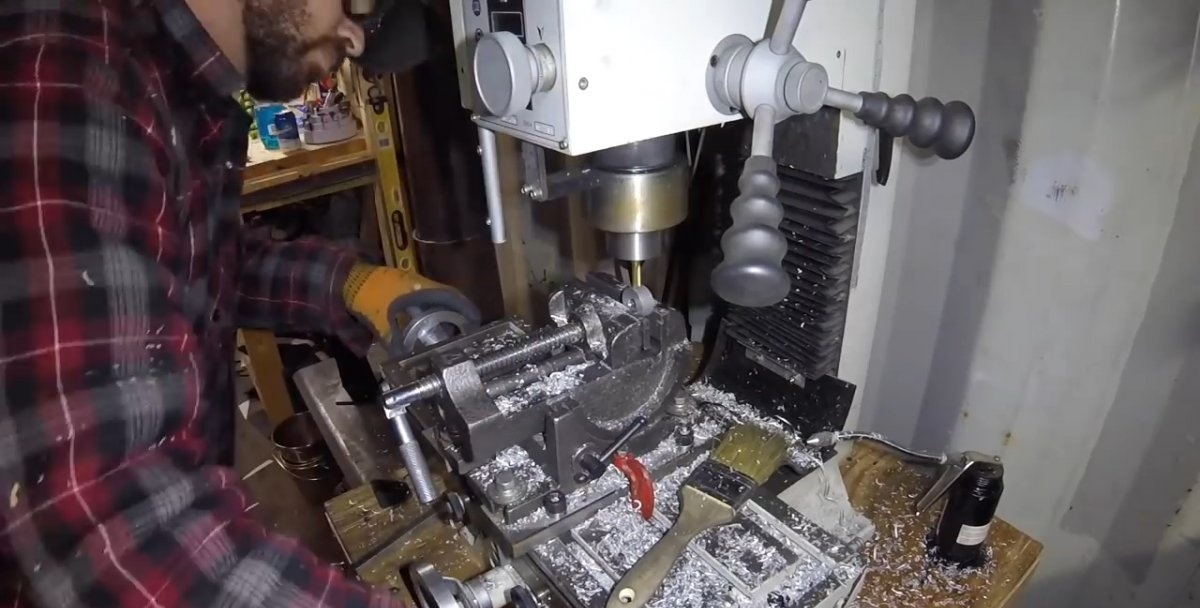
A marógép satujában mindhárom elemet „csomagba” szorítjuk és a felületeket a kívánt méretre dolgozzuk fel, és minden pozícióváltáskor kézi reszelővel eltávolítjuk a sorját.


Két nyersdarabon pofákat alakítunk ki a kés pengéjének megfogására és megtartására. Ehhez mindegyiket az egyik oldalon méretre marjuk.A harmadik munkadarab mindkét oldalon méretre van marva. Ez szolgál majd alapul az oldalsó fogantyúk pofákkal történő rögzítéséhez.

A középső részen a mart részen a hossztengelyre szimmetrikusan, az élekhez közelebb eső, az alap felé kissé eltolva két furat jelölését készítjük. Fúrógépen fúrjuk ki őket.
Ezt az alkatrészt mintaként használva fúróval és vékony fúróval válaszpontokat jelölünk a másik két munkadarabon.
Majd egy nagy átmérőjű fúróval kis mélységig kifúrjuk a megjelölt helyeket (egyfajta fészekmélyedéseket készítünk).
A központi elem furataiba csavarunk két, azonos kimenetű, kívánt hosszúságú csapot, amelyek az oldalsó elemek beszerelésekor illeszkednek a mélyedésekbe és megtartják azokat, de nem zavarják a pofákat, összefolynak és eltérnek.
Az oldalpofa elemekben a geometriai középpontban azonos átmérőjű lyukakat jelölünk és fúrunk, és ezekbe kézi menetfúróval meneteket vágunk.
A pofák külső széleit lemarjuk, hogy teljes legyen a készülék megjelenése és a könnyű kezelhetőség. A központi elem maróvégénél mindkét oldalon eltávolítjuk a letöréseket, hogy ne zavarják a pofák beállítását.

A központi elem talpának közepén jelölünk és fúrunk egy zsákfuratot a tüske számára.

Keverje össze a kétkomponensű ragasztót, és rögzítse vele a kívánt hosszúságú tüskét a zsákfuratban. Hagyja a keveréket megkötni és megkeményedni. Ehhez a központi elemet a tüskével egy fa satuban rögzítjük.
A számított átmérőjű fémrudat befogjuk az eszterga tokmányába, és a közepébe fúrunk egy lyukat, amely valamivel nagyobb, mint a tüske átmérője, időnként kenőanyagot adva a fúrási területhez.
Ezután levágjuk a kb. 10-12 mm magasságú hengert és az oldalfelületére lyukat fúrunk, majd a menetet a rögzítőcsavar csapjával elvágjuk.


Az egyik oldalelemen kívülről központi furatot fúrunk a csavarfej süllyesztett felszereléséhez.
A készülék felületeit csiszológépen végzett megmunkálással véglegesítjük, először végtelenített csiszolószalaggal, majd napszalaggal.


Már csak az állítható tartó elemeit kell összeszerelni úgy, hogy az összekötő csavart becsavarjuk a pofákba, és a hengeres gyűrűt a tüskére rögzítjük, rögzítőcsavar segítségével a megfelelő helyre szereljük.
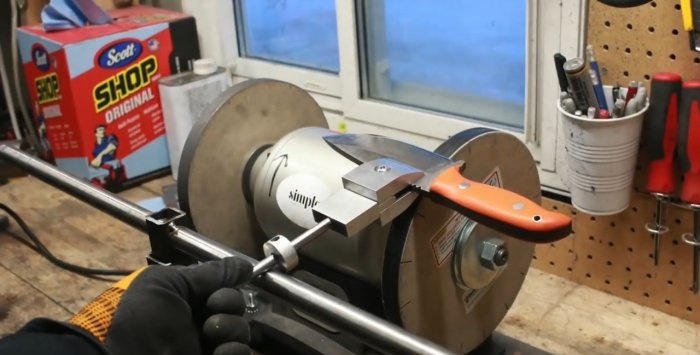
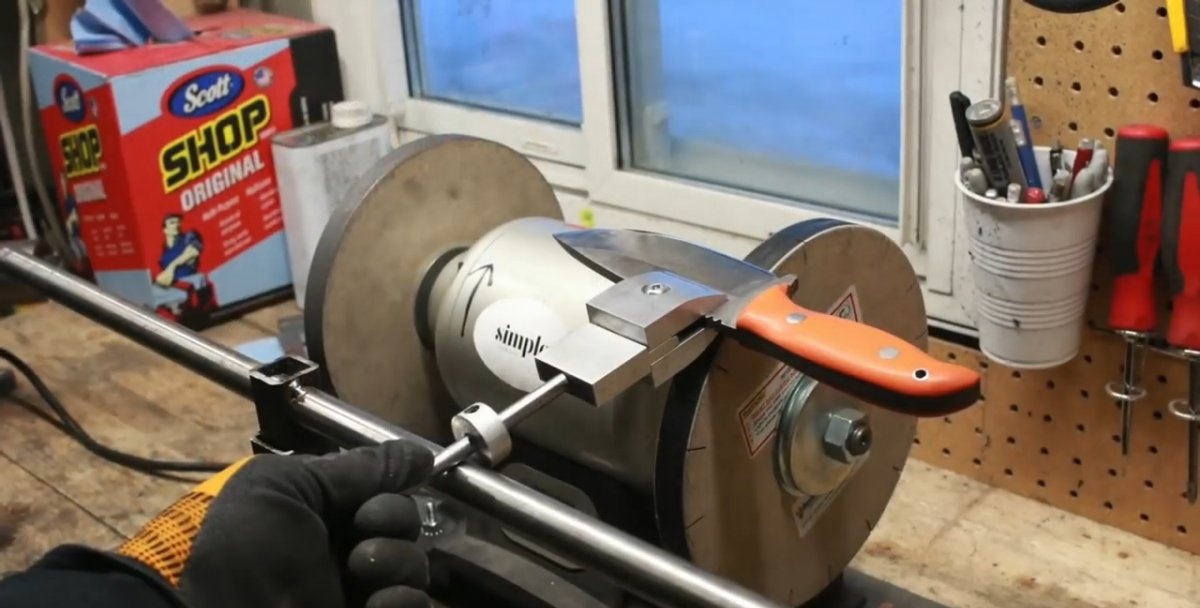
A késpengét a tartó pofáiba szorítjuk, és a hengeres gyűrű lefelé vagy felfelé mozgatásával és szükség esetén speciális csavarral rögzítjük a keresztrúd kívánt magasságát és a tüske hosszát.
Ahhoz, hogy az élezési szög a penge teljes hosszában változatlan maradjon, elegendő gondoskodni arról, hogy az elektromos élezőkerekek elé vízszintesen felszerelt rúd felületén egy tüskére szerelt hengeres gyűrű csússzon végig.


Rövid, feszítés nélküli élezés után a kés könnyedén levág egy írópapírt, ami megerősíti a kiváló élezést.



Ezt persze egy tapasztalt élezőnek kézi munkavégzés közben sem nehéz elérni. Mindenki más számára a szükséges élezési szög fenntartása meglehetősen nehéz lesz. Az unalmas kések problémája megoldhatatlan marad számukra?
Három kiút van ebből a szorult helyzetből: tanulja meg a kések élezését, de ez sok időt, türelmet és erőfeszítést igényel; minden alkalommal forduljon szakemberhez segítségért, és fizesse ki drága szolgáltatását; készítse el saját késélezőjét, és ne aggódjon az élezési szög miatt.
Az alábbiakban megvizsgáljuk a kések élezésére szolgáló eszköz gyártásának módszerét, amely két csiszolókoronggal rendelkező elektromos élezőn alapul.
Szükség lesz
Hogy a munka ne igényeljen sok erőfeszítést és időt, jó, ha van raktáron: hegesztőgép, gépek (fúró, maró és esztergáló), ingafűrész, fúró, köszörű, csavarkulcsok, jelölőszerszámok, stb.
A már említett elektromos élezőn kívül anyagokat és alkatrészeket kell felhalmozni:
- 10 mm vastag fémlemez;
- négyzet alakú csövek (két szomszédos méretű darab);
- kerek fémrúd, legfeljebb 400 mm hosszú és 15-20 mm átmérőjű;
- menetes rögzítők (csavarok, anyák, alátétek) stb.
Késélező készítése
A munka két, egymástól viszonylag független szakaszból fog állni: egy elektromos élező elrendezéséből és a szükséges élezési szöget biztosító késtartó gyártásából.
Az élező elrendezése
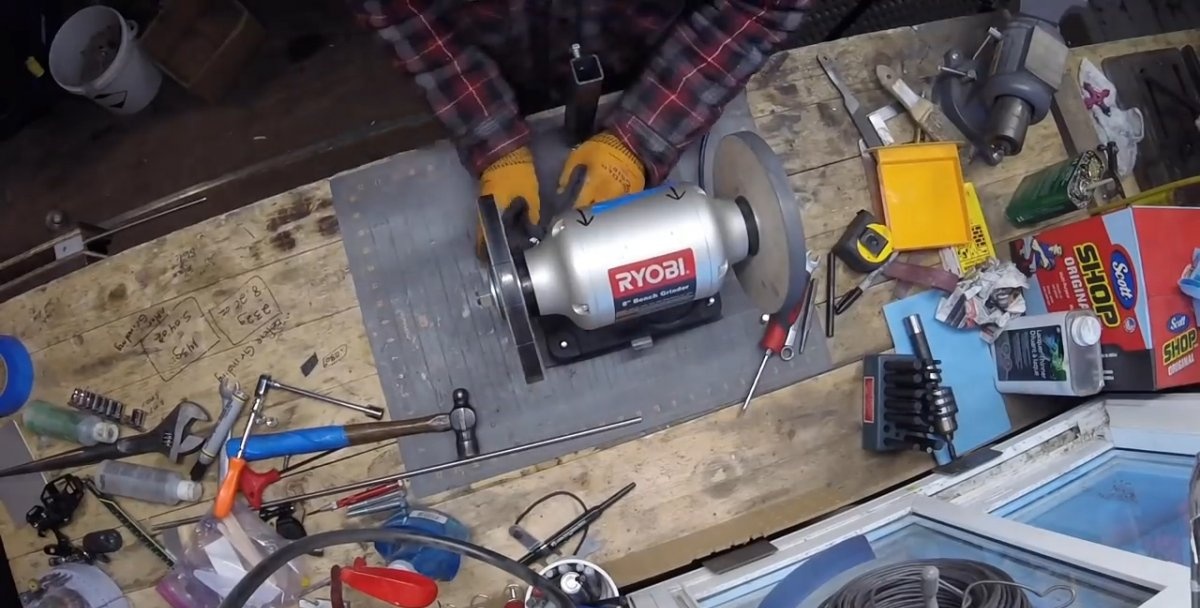
A kések minőségi élezésének egyik szükséges feltétele az élezőszerszám stabilitása. Ezért az elektromos élező alapjaként megfelelő méretű és vastagságú fémlemezt használunk.

Mérőszalaggal, maggal és kalapáccsal megjelöljük négy lyuk középpontját, megismételve a furatokat az elektromos élezőlapon. Fúrógépen a jelölések szerint lyukakat fúrunk, majd csavarok és anyák segítségével fém alapra rögzítjük az elektromos élezőt.

Ingafűrésszel levágunk két darab négyzet alakú csövet, előre kiszámított hosszban, és az egyiknek szabadon, de nagy rés nélkül kell illeszkednie a másikba.

Kisebb keresztmetszetű csőben az egyik végén átmenő lyukat marunk, amelynek átmérője valamivel nagyobb legyen, mint a fémrúd átmérője. A második csőben szintén jelölünk és az egyik végén fúrunk egy lyukat a rögzítőcsavar számára.

Egy nagyobb keresztmetszetű csövet középen, a fix élezővel szemben hegesztünk az alapra, olyan helyzetben, hogy a rögzítőcsavar kifelé nézzen és felül legyen.Hogy az olvadt fémcseppek, szikrák és vízkő ne károsítsák a villanymotort, letakarjuk egy hegesztőtakaróval.

A rudat a kisebb keresztmetszetű csőben lévő fúrt lyukba helyezzük szigorúan középre, és ebben a helyzetben hegesztjük a csőhöz, miután előzőleg derékszögű háromszöggel ellenőriztük ezen illeszkedő részek merőlegességét.


Ha ezt nem tette meg előre, vegye le az elektromos élezőt az alapról és vizsgálja meg az elektromos dobozt, majd visszahelyezzük az élezőt a helyére, és ellenőrizzük a működését.
A csövet a rúddal belehelyezzük az alapra hegesztett csőbe, és a csavar segítségével beállíthatja az adott kés élezéséhez szükséges magasságot. Ez volt az elektromos élező elrendezésének utolsó szakasza. Kezdjük a munka második szakaszával.


Elektromos élezőnél változtassa meg a forgásirányt.

Késtartó készítése
Amint már említettük, a késélezés minősége mindenekelőtt az állandó élezési szög biztosításától függ. A tartó, amit készítünk, pont erre készült.
A fémdarabot a három elem tervezett méreteinek megfelelően jelöljük meg, ami biztosítja a késpenge befogását és megbízható tartását a kör felületéhez képest adott szögben élezéskor.

Ingafűrésszel vágjuk le őket kenőanyag hozzáadásával, hogy javítsuk a vágás minőségét és a fűrészlap biztonságát.
A marógép satujában mindhárom elemet „csomagba” szorítjuk és a felületeket a kívánt méretre dolgozzuk fel, és minden pozícióváltáskor kézi reszelővel eltávolítjuk a sorját.


Két nyersdarabon pofákat alakítunk ki a kés pengéjének megfogására és megtartására. Ehhez mindegyiket az egyik oldalon méretre marjuk.A harmadik munkadarab mindkét oldalon méretre van marva. Ez szolgál majd alapul az oldalsó fogantyúk pofákkal történő rögzítéséhez.

A középső részen a mart részen a hossztengelyre szimmetrikusan, az élekhez közelebb eső, az alap felé kissé eltolva két furat jelölését készítjük. Fúrógépen fúrjuk ki őket.
Ezt az alkatrészt mintaként használva fúróval és vékony fúróval válaszpontokat jelölünk a másik két munkadarabon.
Majd egy nagy átmérőjű fúróval kis mélységig kifúrjuk a megjelölt helyeket (egyfajta fészekmélyedéseket készítünk).
A központi elem furataiba csavarunk két, azonos kimenetű, kívánt hosszúságú csapot, amelyek az oldalsó elemek beszerelésekor illeszkednek a mélyedésekbe és megtartják azokat, de nem zavarják a pofákat, összefolynak és eltérnek.
Az oldalpofa elemekben a geometriai középpontban azonos átmérőjű lyukakat jelölünk és fúrunk, és ezekbe kézi menetfúróval meneteket vágunk.
A pofák külső széleit lemarjuk, hogy teljes legyen a készülék megjelenése és a könnyű kezelhetőség. A központi elem maróvégénél mindkét oldalon eltávolítjuk a letöréseket, hogy ne zavarják a pofák beállítását.

A központi elem talpának közepén jelölünk és fúrunk egy zsákfuratot a tüske számára.

Keverje össze a kétkomponensű ragasztót, és rögzítse vele a kívánt hosszúságú tüskét a zsákfuratban. Hagyja a keveréket megkötni és megkeményedni. Ehhez a központi elemet a tüskével egy fa satuban rögzítjük.
A számított átmérőjű fémrudat befogjuk az eszterga tokmányába, és a közepébe fúrunk egy lyukat, amely valamivel nagyobb, mint a tüske átmérője, időnként kenőanyagot adva a fúrási területhez.
Ezután levágjuk a kb. 10-12 mm magasságú hengert és az oldalfelületére lyukat fúrunk, majd a menetet a rögzítőcsavar csapjával elvágjuk.

Az egyik oldalelemen kívülről központi furatot fúrunk a csavarfej süllyesztett felszereléséhez.
A készülék felületeit csiszológépen végzett megmunkálással véglegesítjük, először végtelenített csiszolószalaggal, majd napszalaggal.


Már csak az állítható tartó elemeit kell összeszerelni úgy, hogy az összekötő csavart becsavarjuk a pofákba, és a hengeres gyűrűt a tüskére rögzítjük, rögzítőcsavar segítségével a megfelelő helyre szereljük.
Fixture teszt
A késpengét a tartó pofáiba szorítjuk, és a hengeres gyűrű lefelé vagy felfelé mozgatásával és szükség esetén speciális csavarral rögzítjük a keresztrúd kívánt magasságát és a tüske hosszát.
Ahhoz, hogy az élezési szög a penge teljes hosszában változatlan maradjon, elegendő gondoskodni arról, hogy az elektromos élezőkerekek elé vízszintesen felszerelt rúd felületén egy tüskére szerelt hengeres gyűrű csússzon végig.


Rövid, feszítés nélküli élezés után a kés könnyedén levág egy írópapírt, ami megerősíti a kiváló élezést.


Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes





Megjegyzések (5)
