Házi készítésű eszterga működőképes kialakítása
Még egy jól használt esztergagép sem megfizethetetlen a legtöbb hobbi számára, akinek csak kis munkadarabok megmunkálásához van szüksége rá. Ha kis mennyiségű munka elvégzésére van szükség, a gép saját kezűleg elkészíthető hengerelt fémből és több gyári alkatrészből.

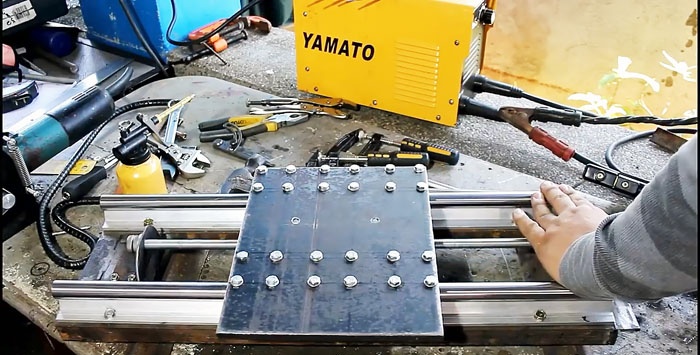
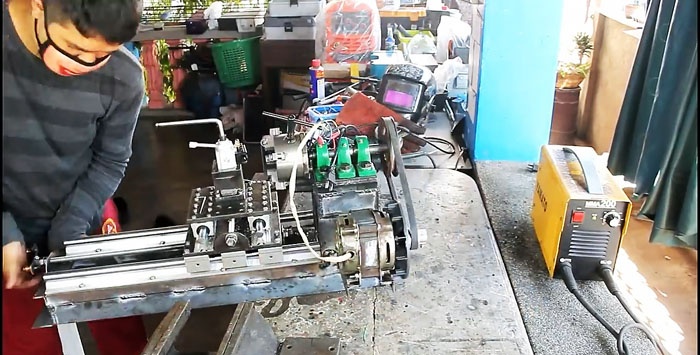
A gépváz 20x20 mm-es sarokból hegesztett, mint a képen. A kész alkatrész felső síkját csiszolni kell, hogy a többi berendezést egyenletesen lehessen rögzíteni.

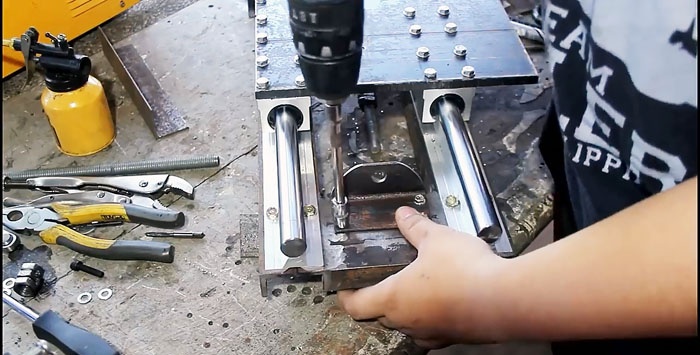
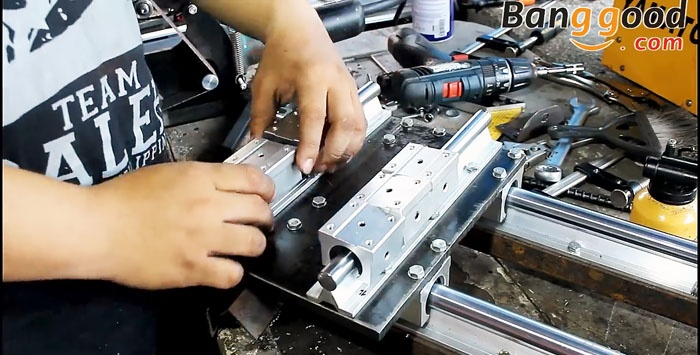
A keret mentén 2 db SBR20 alumínium tartón lévő tengelyből készült hosszanti csúszda van csavarozva. 3 kocsival vannak felszerelve lineáris csapágyakon.

10 mm-es acéllemezből egy alaplemezt vágnak ki, amelyet a kocsikra szerelnek fel. 24 csavarral van felcsavarva, kocsinként 4 db.


Ezután rögzítenie kell az adagolótengelyt, amely a platformot a gép mentén mozgatja. Ehhez egy hosszú, 10 mm átmérőjű csapot használnak. 30x30 mm-es esztergált sarokból készült csavaros tartókra van rögzítve a gép végeihez.
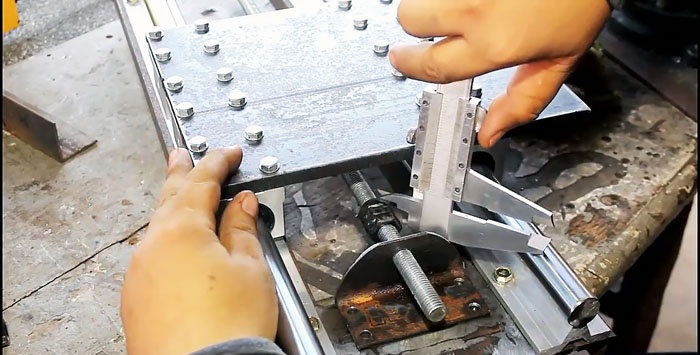
A kocsiplatformnak a tengelyhez való rögzítéséhez kiemelkedést kell készíteni a lemez hátulján. Ehhez egy tartót kell meghajlítani egy 3 mm-es acélszalagból. A képen látható módon a tűzhelyhez kell csavarozni.

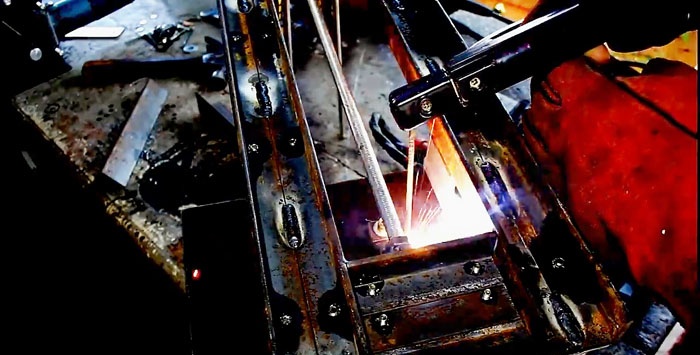
Ezt követően az elkészített konzolt 3 db M10-es anyára hegesztik, amelyek egy csapból az előtolótengelyre vannak csavarozva. Most, amikor a tengely forog, a platform a gép mentén mozog.
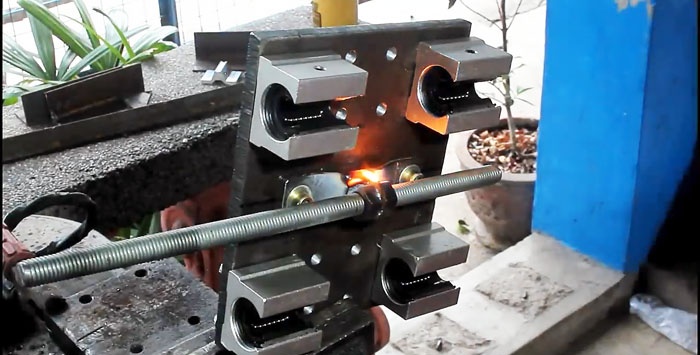
Ugyanabból a tengelyből 2 keresztirányú csúszda van a kész platformra rögzítve egy SBR20 alumínium tartón. Minden csúszótalpa 3 kocsival van felszerelve.

A kocsik tetejére 10 mm vastag acéllemez van csavarozva 24 csavarral.

A platform oldalirányú mozgatásához előtoló tengely beépítése is szükséges. Ugyanabból az M10 tűből készül, hasonló elv szerint, mint az alsó platform mechanizmusa. Ehhez 2 támaszt készítenek egy 30x30 mm-es esztergált sarokból és egy tartót egy 3 mm-es szalagból, amelyet a tengelyen lévő 3 M10 anyára hegesztettek.


Ezután egy kocka platformot kell készítenie a szerszámtartó számára. Felső és alsó része 10 mm-es acéllemezből, oldalai 3 mm-es acéllemezből készülhetnek. Mivel terhelés van ezen az egységen, meg kell erősíteni egy másik, 3 mm-es acéllemezből készült oldalbetéttel. A kapott kocka felső részén központi lyukat készítenek, amelybe egy szálat vágnak. A gyári szerszámtartó rögzítésére szolgál.

A szerszámtartó alapja 4 csavarral van a gép kis platformjához csavarozva.
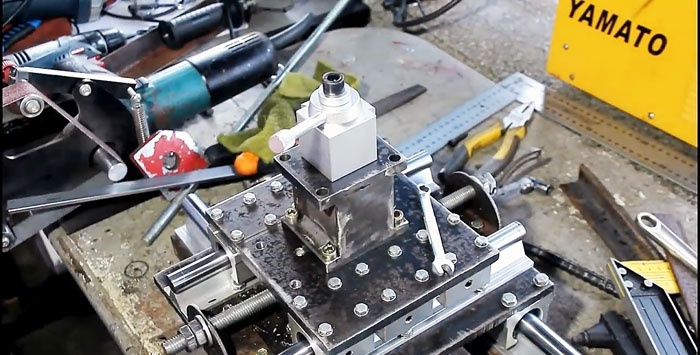
A fogantyúk a gép hosszanti és keresztirányú előtoló tengelyére vannak felszerelve.

A gép aljának kerülete mentén egy 40x40 mm-es sarok van hegesztve egy 20x20 mm-es sarokból. Az új szög hosszirányú részei meghosszabbításra kerültek, hogy bal oldalon alapot biztosítsanak az orsó rögzítéséhez.
A kapott alapra egy 40x40 mm-es sarok van hegesztve, mint a képen. A kapott szerkezetet betétekkel erősítik meg, mivel erős deformációs terhelésnek lesz kitéve.
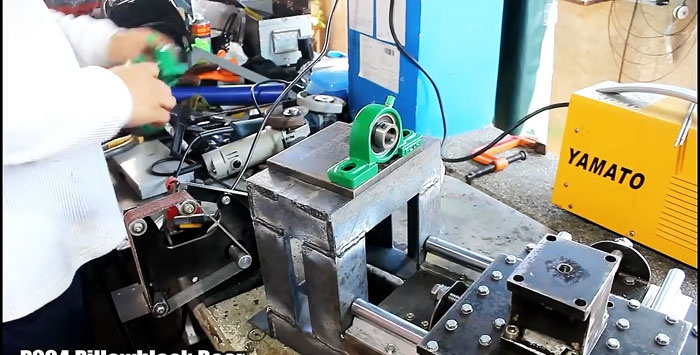
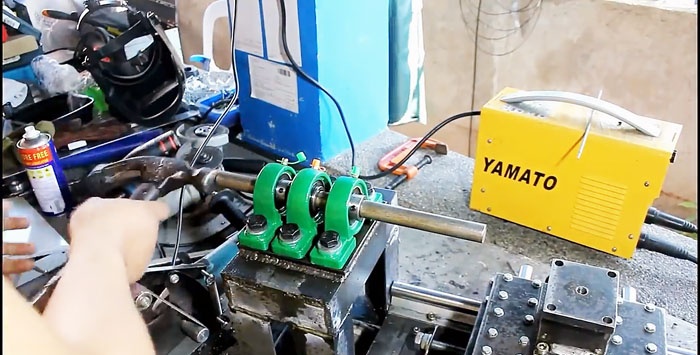
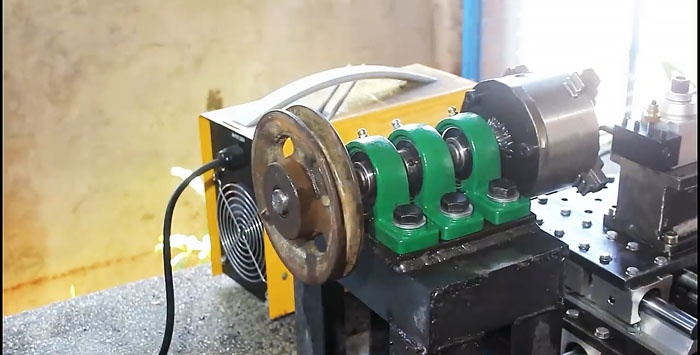
A kapott keret tetejére egy 10 mm-es acéllemezből készült platformot hegesztenek. 3 csapágy karmos házban van ráerősítve. A csapágyakba egy acél tengelyt helyeznek be.
10 mm-es acéllemezből a gyári négypofás tokmány átmérőjének megfelelő kört vágunk ki. A közepén egy nagy lyukat készítenek, amely megfelel a tengely átmérőjének. A legyártott alkatrész csapágyakra szerelt tengelyre van felszerelve
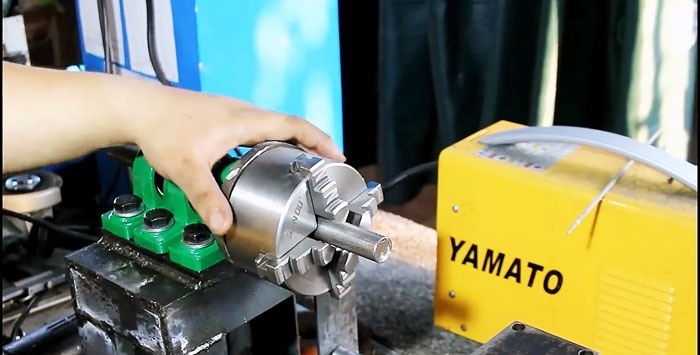
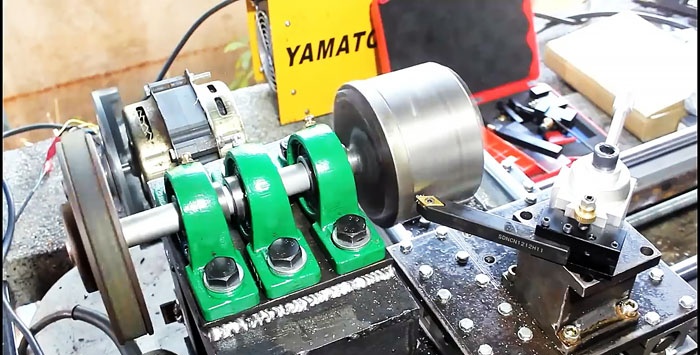
A négypofás orsó tengelyre történő felszerelése és rögzítése után a vágott kört hozzá kell nyomni, és 3 csavarral meg kell húzni a tokmány segítségével. Ez lehetővé teszi a kör kiegyensúlyozását a tengelyhez hegesztés előtt.
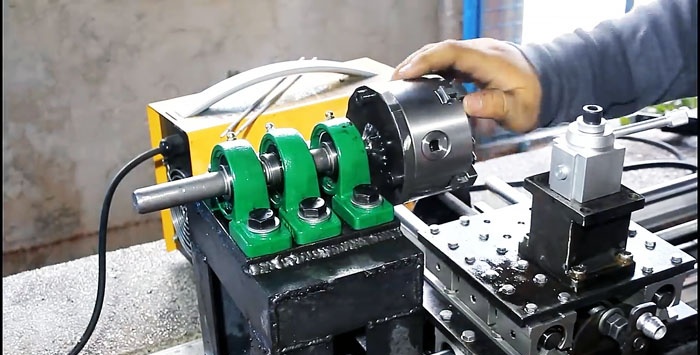
Ezután el kell távolítania a négypofás orsót, és le kell vágnia a tengely felesleges részét a hegesztett kör vonala mentén. Az eszterga tokmányt vissza kell szerelni az ülésébe és 3 csavarral rögzíteni.
A tengely hátoldalára egy szíjtárcsa van rögzítve.
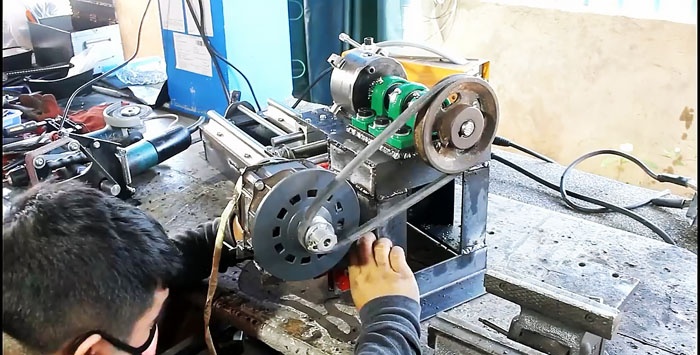
A meglévő villanymotorhoz egy 20x20 mm-es sarokból keretet hegesztettek. A motorra egy kis szíjtárcsa van felszerelve.

Ezt követően a szíj megfeszítésével a szíjtárcsák között a motort az orsótengely csapágyplatformjának aljára kell helyezni.A villanymotor vázát úgy kell elkészíteni, hogy a hegesztés után a szíj feszessége állítható legyen.
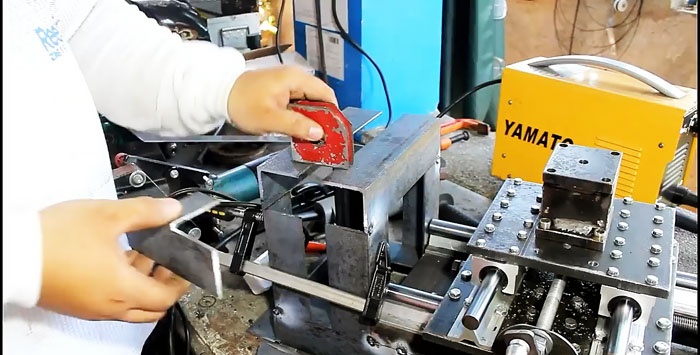
Miután rögzítette a marót a gép szerszámtartójában, már használhatja rendeltetésszerűen. Ez a kialakítás lehetővé teszi, hogy a vágót közel helyezze a körhöz, amelyre az orsó rögzítve van, hogy megcsiszolja, így pontosabbá válik.
Az így kapott gépet modernizálni lehet, például beépítve egy farokszárat, amivel komolyabb feladatokat is elláthat. Ez egy meglehetősen drága projekt, de kevesebbe fog kerülni, mint egy gyári eszterga.


Alapanyagok:
- acél sarok 20x20 mm;
- tengely SBR20 alumínium tartón;
- kocsik lineáris csapágyakon az SBR20 tengelyhez – 12 db;
- acéllemez 10 mm;
- sarok 30x30 mm;
- hosszú tű M10;
- acéllemez 3 mm;
- sarok 40x40 mm;
- négypofás eszterga tokmány;
- csapágyak karmos házban – 3 db;
- tengely karmos csapágyakhoz;
- szíjtárcsa a tengelyen;
- villanymotor szíjtárcsával;
- biztonsági öv;
- szerszámtartó és vágó
- M8 csavarok.
Eszterga készítése
A gépváz 20x20 mm-es sarokból hegesztett, mint a képen. A kész alkatrész felső síkját csiszolni kell, hogy a többi berendezést egyenletesen lehessen rögzíteni.
A keret mentén 2 db SBR20 alumínium tartón lévő tengelyből készült hosszanti csúszda van csavarozva. 3 kocsival vannak felszerelve lineáris csapágyakon.
10 mm-es acéllemezből egy alaplemezt vágnak ki, amelyet a kocsikra szerelnek fel. 24 csavarral van felcsavarva, kocsinként 4 db.
Ezután rögzítenie kell az adagolótengelyt, amely a platformot a gép mentén mozgatja. Ehhez egy hosszú, 10 mm átmérőjű csapot használnak. 30x30 mm-es esztergált sarokból készült csavaros tartókra van rögzítve a gép végeihez.
A kocsiplatformnak a tengelyhez való rögzítéséhez kiemelkedést kell készíteni a lemez hátulján. Ehhez egy tartót kell meghajlítani egy 3 mm-es acélszalagból. A képen látható módon a tűzhelyhez kell csavarozni.
Ezt követően az elkészített konzolt 3 db M10-es anyára hegesztik, amelyek egy csapból az előtolótengelyre vannak csavarozva. Most, amikor a tengely forog, a platform a gép mentén mozog.
Ugyanabból a tengelyből 2 keresztirányú csúszda van a kész platformra rögzítve egy SBR20 alumínium tartón. Minden csúszótalpa 3 kocsival van felszerelve.
A kocsik tetejére 10 mm vastag acéllemez van csavarozva 24 csavarral.
A platform oldalirányú mozgatásához előtoló tengely beépítése is szükséges. Ugyanabból az M10 tűből készül, hasonló elv szerint, mint az alsó platform mechanizmusa. Ehhez 2 támaszt készítenek egy 30x30 mm-es esztergált sarokból és egy tartót egy 3 mm-es szalagból, amelyet a tengelyen lévő 3 M10 anyára hegesztettek.
Ezután egy kocka platformot kell készítenie a szerszámtartó számára. Felső és alsó része 10 mm-es acéllemezből, oldalai 3 mm-es acéllemezből készülhetnek. Mivel terhelés van ezen az egységen, meg kell erősíteni egy másik, 3 mm-es acéllemezből készült oldalbetéttel. A kapott kocka felső részén központi lyukat készítenek, amelybe egy szálat vágnak. A gyári szerszámtartó rögzítésére szolgál.
A szerszámtartó alapja 4 csavarral van a gép kis platformjához csavarozva.
A fogantyúk a gép hosszanti és keresztirányú előtoló tengelyére vannak felszerelve.
A gép aljának kerülete mentén egy 40x40 mm-es sarok van hegesztve egy 20x20 mm-es sarokból. Az új szög hosszirányú részei meghosszabbításra kerültek, hogy bal oldalon alapot biztosítsanak az orsó rögzítéséhez.
A kapott alapra egy 40x40 mm-es sarok van hegesztve, mint a képen. A kapott szerkezetet betétekkel erősítik meg, mivel erős deformációs terhelésnek lesz kitéve.
A kapott keret tetejére egy 10 mm-es acéllemezből készült platformot hegesztenek. 3 csapágy karmos házban van ráerősítve. A csapágyakba egy acél tengelyt helyeznek be.
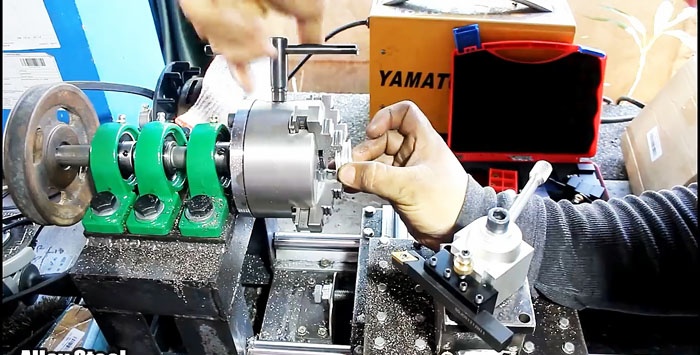
10 mm-es acéllemezből a gyári négypofás tokmány átmérőjének megfelelő kört vágunk ki. A közepén egy nagy lyukat készítenek, amely megfelel a tengely átmérőjének. A legyártott alkatrész csapágyakra szerelt tengelyre van felszerelve
A négypofás orsó tengelyre történő felszerelése és rögzítése után a vágott kört hozzá kell nyomni, és 3 csavarral meg kell húzni a tokmány segítségével. Ez lehetővé teszi a kör kiegyensúlyozását a tengelyhez hegesztés előtt.
Ezután el kell távolítania a négypofás orsót, és le kell vágnia a tengely felesleges részét a hegesztett kör vonala mentén. Az eszterga tokmányt vissza kell szerelni az ülésébe és 3 csavarral rögzíteni.
A tengely hátoldalára egy szíjtárcsa van rögzítve.
A meglévő villanymotorhoz egy 20x20 mm-es sarokból keretet hegesztettek. A motorra egy kis szíjtárcsa van felszerelve.
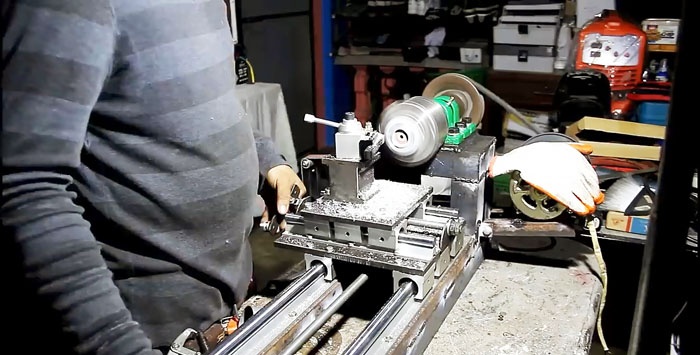
Ezt követően a szíj megfeszítésével a szíjtárcsák között a motort az orsótengely csapágyplatformjának aljára kell helyezni.A villanymotor vázát úgy kell elkészíteni, hogy a hegesztés után a szíj feszessége állítható legyen.
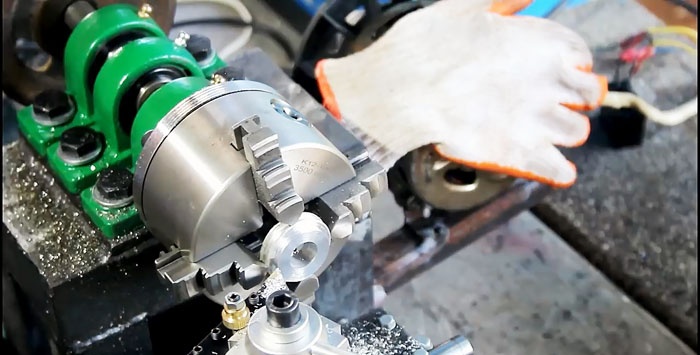
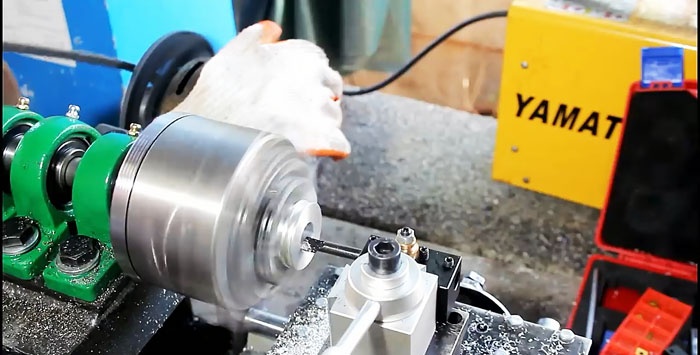
Miután rögzítette a marót a gép szerszámtartójában, már használhatja rendeltetésszerűen. Ez a kialakítás lehetővé teszi, hogy a vágót közel helyezze a körhöz, amelyre az orsó rögzítve van, hogy megcsiszolja, így pontosabbá válik.
Az így kapott gépet modernizálni lehet, például beépítve egy farokszárat, amivel komolyabb feladatokat is elláthat. Ez egy meglehetősen drága projekt, de kevesebbe fog kerülni, mint egy gyári eszterga.
Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (4)
