Hogyan készítsünk egy mini fém hajlítógépet
Hasznos lesz egy hajlítógép az otthoni műhelyében. Vékony ón- és alumíniumlemezek hajlítására használható különféle igényekhez.

Mivel vékony anyagokkal fogunk dolgozni, a hajlítóerők nem lesznek túl nagyok. Ezeket a tényezőket figyelembe véve választjuk ki az anyagokat:

Az összes művelet elvégzéséhez fúróra lesz szüksége 3,5 és 6,5 mm átmérőjű fúrókkal, szalagfűrészre, hegesztőberendezésre, satura és bilincsekre.
A 25x25 mm-es sarkot szalagfűrésszel öt részre vágjuk: három 125 mm hosszú és kettő 62,5 mm hosszú. 8 mm átmérőjű acélrúdból egy 250 mm hosszú darabot is vágunk, hogy nyél legyen.

Két 125 mm-es acél szöget hajtunk le a polcokkal és egy satuba szorítjuk. A harmadikat a kettő közül az egyikre helyezzük, satuba szorítva, úgy, hogy a függőleges polc külső oldala egybeessen a két alsó sarok csatlakozási vonalával, és szorítókkal összenyomjuk.

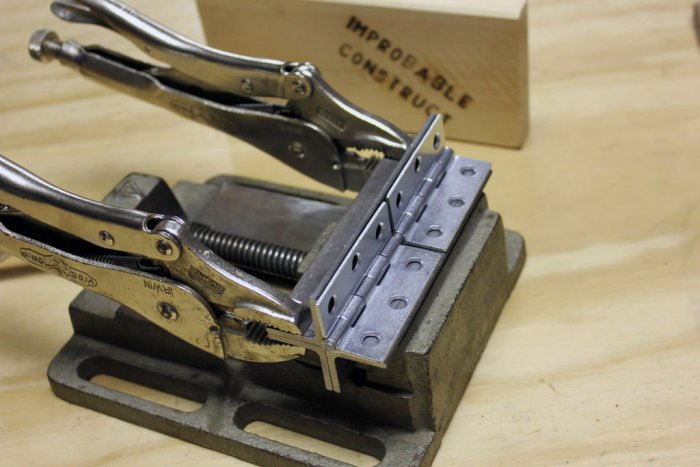
A három elem által alkotott belső sarokba csuklós hurkokat helyezünk el. Szorosan a polcokhoz nyomjuk, és a csavarok lyukain keresztül a fémhez hegesztjük. Gondoskodunk arról, hogy a zsanérok szabadon csukódjanak és nyíljanak ki.

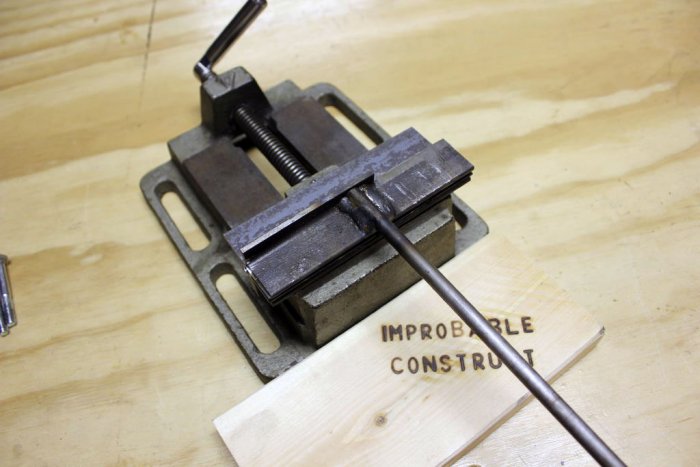
A zsanérokat ismét összehajtjuk, és keresztirányban egy acélrudat középen a függőleges polchoz támasztunk, és kívülről a vízszintes polchoz hegesztjük.


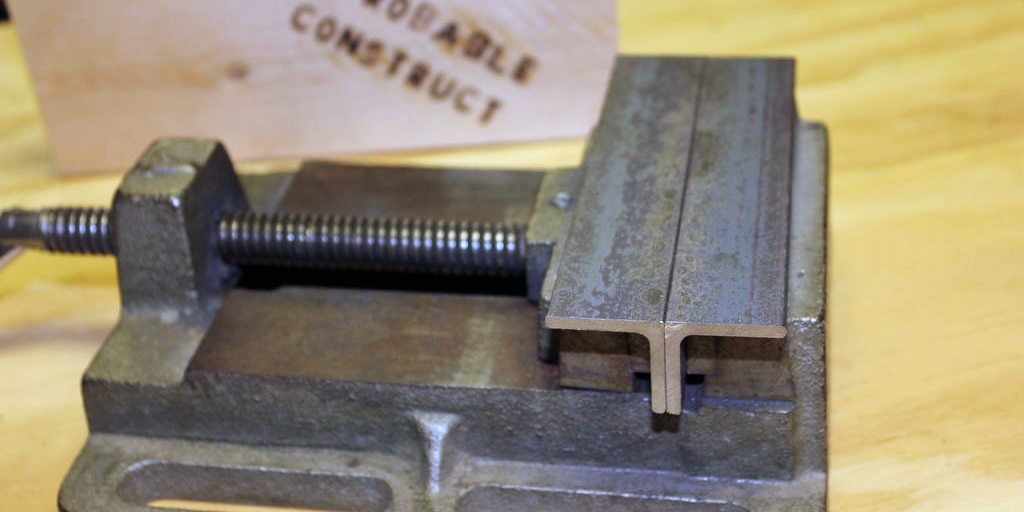
A fogantyú nélküli sarokpolcon fúrjon középen, 12 mm-re a végektől, egy 6,5 mm átmérőjű lyukat. Ezt az elemet a fagerenda hosszanti sarkára helyezzük közelebb az egyik végéhez úgy, hogy a lyukakkal ellátott polc felül legyen. Ezt a sarkot sablonként használva két átmenő lyukat fúrunk a gerendába, amely a másik végén egy satuba van szorítva.

A harmadik sarokban, ugyanazzal a fúróval, szintén két furatot készítünk egymástól ugyanolyan távolságra, mint a második sarokban. Úgy rögzítik hozzá, hogy a szöge a csuklópántoktól távolabb legyen. De a harmadik sarokban lévő lyukak középpontját a vízszintes polc szélére toljuk a hajlításhoz használt anyag vastagságával.


Esetünkben az elmozdulási érték 1,6 mm legyen.
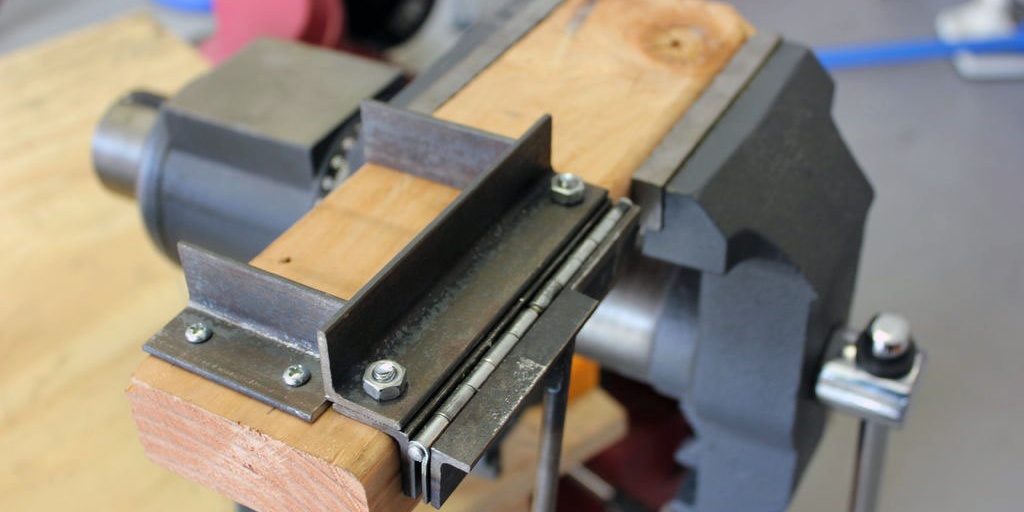
Két rövid sarokdarabban a szélein 3,5 mm átmérőjű lyukakat fúrunk és fagerendára csavarozzuk úgy, hogy a hosszirányban rögzített nagy sarok felé támaszkodjanak és 90 fokot csináljanak vele.



Gépünk készen áll a munkára.
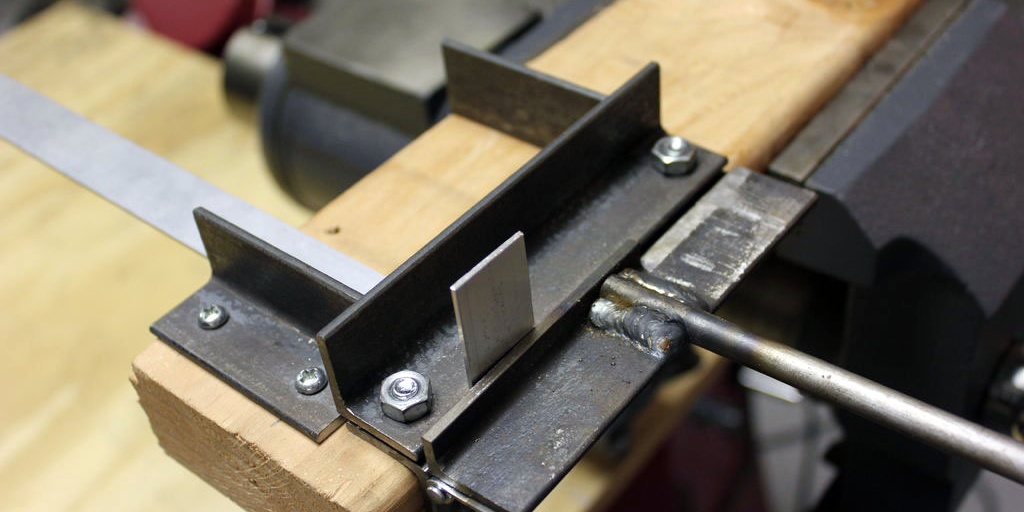
A sarkokat rögzítő anyákat meglazítjuk és a közöttük kialakult résbe egy fémcsíkot szúrunk, amit hajlítani kell. A kanyar egyenletessé tételéhez nyomja a csíkot a vezetősarokhoz.

Ezt követően húzza meg az anyákat, elkerülve a távolabbi anya túlhúzását és a befogási szög elferdítését. A sarkok közötti résnek teljes hosszukban azonosnak kell lennie.
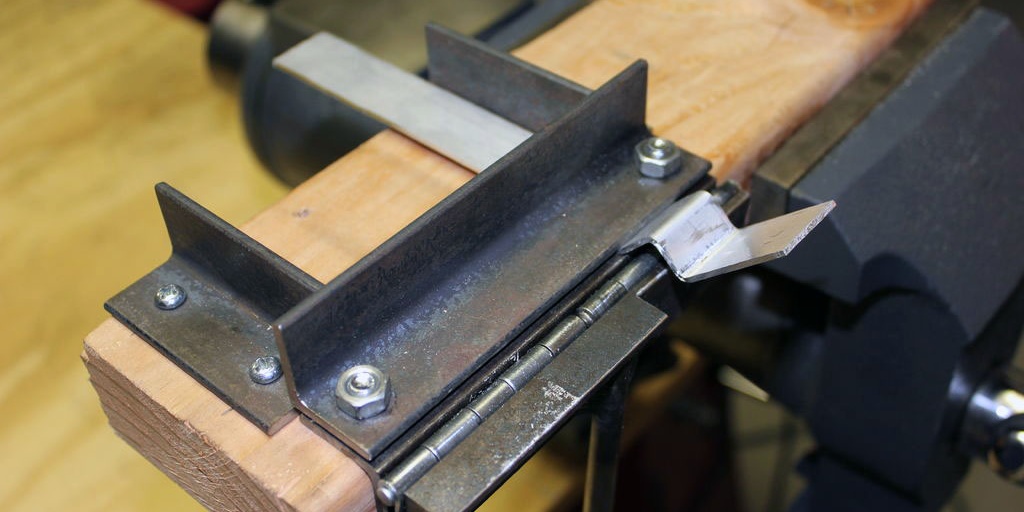
A még függőlegesen lefelé lógó fogantyút vízszintes helyzetbe emeljük. Az első helyzetből a másodikba való áthelyezés során a fém meghajlik.

Lazítsa meg az anyákat, és engedje el a hajlított anyagot. Ezt követően, ha a hajlítás befejeződött, eltávolítjuk a gépből, vagy más pozícióba mozgatjuk és folytatjuk a hajlítási műveleteket.


Eredeti cikk angolul
Szükség lesz
Mivel vékony anyagokkal fogunk dolgozni, a hajlítóerők nem lesznek túl nagyok. Ezeket a tényezőket figyelembe véve választjuk ki az anyagokat:
- sarok 25×25 mm, hossz 500 mm;
- 8 mm átmérőjű és 250 mm hosszúságú rúd;
- két akasztóhurok 25×60 mm;
- két 6×50 mm-es csavar anyákkal;
- négy csavar;
- fa gerenda 50×100×300 mm.

Az összes művelet elvégzéséhez fúróra lesz szüksége 3,5 és 6,5 mm átmérőjű fúrókkal, szalagfűrészre, hegesztőberendezésre, satura és bilincsekre.
Mini hajlítógép gyártási folyamata
A 25x25 mm-es sarkot szalagfűrésszel öt részre vágjuk: három 125 mm hosszú és kettő 62,5 mm hosszú. 8 mm átmérőjű acélrúdból egy 250 mm hosszú darabot is vágunk, hogy nyél legyen.

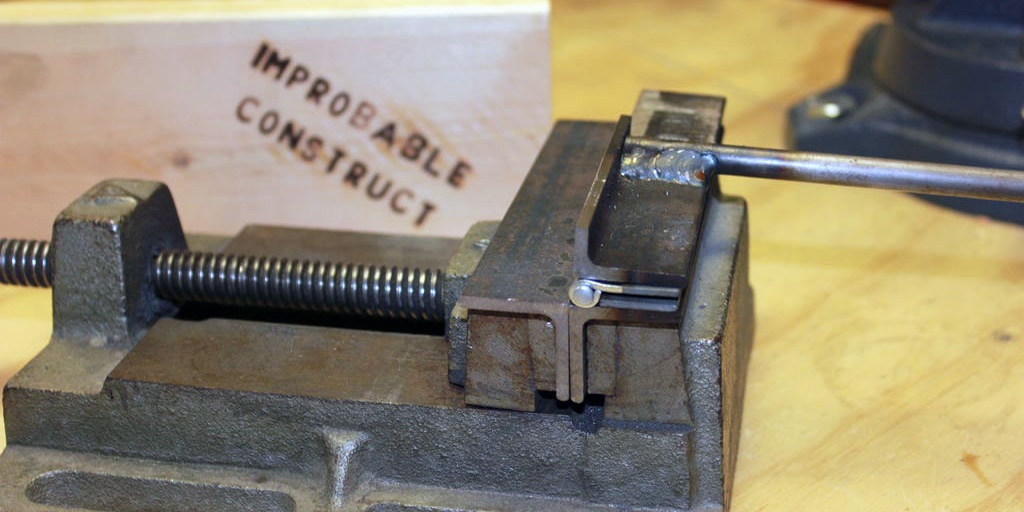
Két 125 mm-es acél szöget hajtunk le a polcokkal és egy satuba szorítjuk. A harmadikat a kettő közül az egyikre helyezzük, satuba szorítva, úgy, hogy a függőleges polc külső oldala egybeessen a két alsó sarok csatlakozási vonalával, és szorítókkal összenyomjuk.

A három elem által alkotott belső sarokba csuklós hurkokat helyezünk el. Szorosan a polcokhoz nyomjuk, és a csavarok lyukain keresztül a fémhez hegesztjük. Gondoskodunk arról, hogy a zsanérok szabadon csukódjanak és nyíljanak ki.

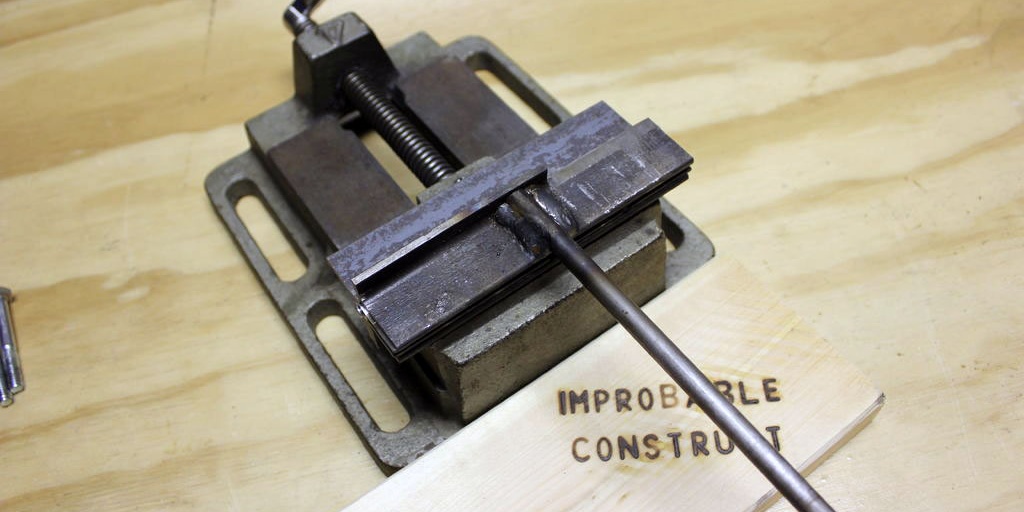
A zsanérokat ismét összehajtjuk, és keresztirányban egy acélrudat középen a függőleges polchoz támasztunk, és kívülről a vízszintes polchoz hegesztjük.

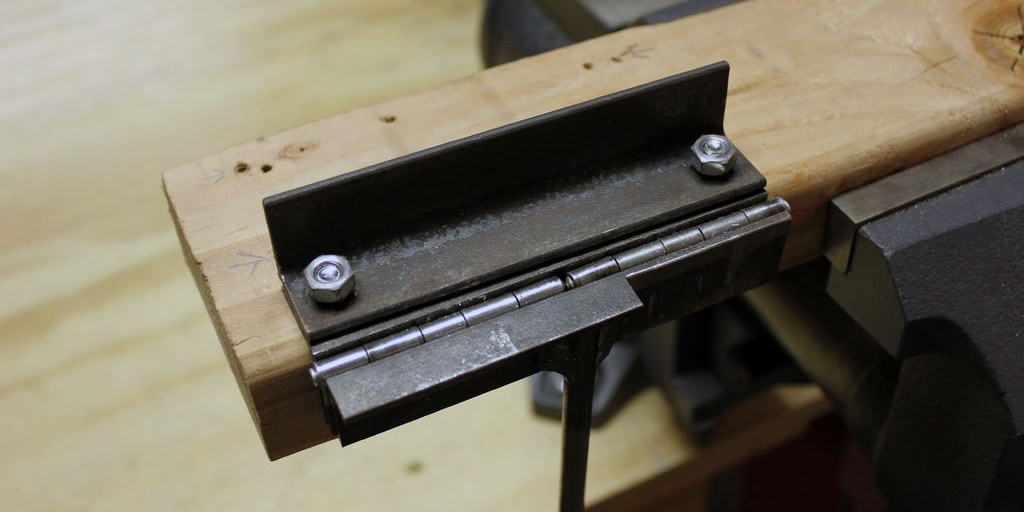
A fogantyú nélküli sarokpolcon fúrjon középen, 12 mm-re a végektől, egy 6,5 mm átmérőjű lyukat. Ezt az elemet a fagerenda hosszanti sarkára helyezzük közelebb az egyik végéhez úgy, hogy a lyukakkal ellátott polc felül legyen. Ezt a sarkot sablonként használva két átmenő lyukat fúrunk a gerendába, amely a másik végén egy satuba van szorítva.

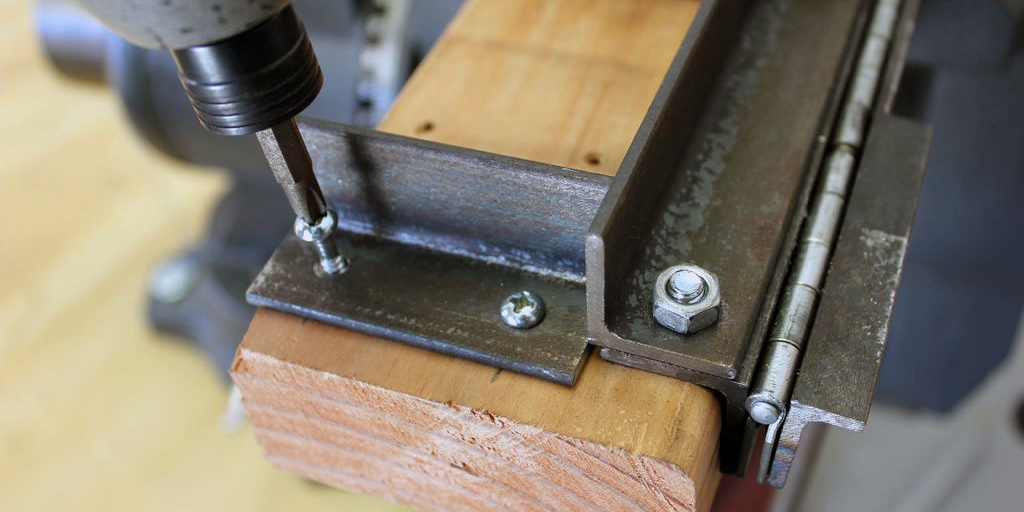
A harmadik sarokban, ugyanazzal a fúróval, szintén két furatot készítünk egymástól ugyanolyan távolságra, mint a második sarokban. Úgy rögzítik hozzá, hogy a szöge a csuklópántoktól távolabb legyen. De a harmadik sarokban lévő lyukak középpontját a vízszintes polc szélére toljuk a hajlításhoz használt anyag vastagságával.

Esetünkben az elmozdulási érték 1,6 mm legyen.
Két rövid sarokdarabban a szélein 3,5 mm átmérőjű lyukakat fúrunk és fagerendára csavarozzuk úgy, hogy a hosszirányban rögzített nagy sarok felé támaszkodjanak és 90 fokot csináljanak vele.


Gépünk készen áll a munkára.
Gépi tesztelés
A sarkokat rögzítő anyákat meglazítjuk és a közöttük kialakult résbe egy fémcsíkot szúrunk, amit hajlítani kell. A kanyar egyenletessé tételéhez nyomja a csíkot a vezetősarokhoz.

Ezt követően húzza meg az anyákat, elkerülve a távolabbi anya túlhúzását és a befogási szög elferdítését. A sarkok közötti résnek teljes hosszukban azonosnak kell lennie.
A még függőlegesen lefelé lógó fogantyút vízszintes helyzetbe emeljük. Az első helyzetből a másodikba való áthelyezés során a fém meghajlik.
Lazítsa meg az anyákat, és engedje el a hajlított anyagot. Ezt követően, ha a hajlítás befejeződött, eltávolítjuk a gépből, vagy más pozícióba mozgatjuk és folytatjuk a hajlítási műveleteket.

Eredeti cikk angolul
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (0)
