Az alumínium forrasztásának módja hagyományos ónnal
Az alumínium karosszéria sérüléseinek saját kezű javítása nagyon problémás. Ez különösen igaz a törésekre és vágásokra, amelyek csak argonhegesztéssel hegeszthetők. Ennek hiányában az ilyen hibák forrasztással kiküszöbölhetők, de a forraszanyag egyáltalán nem tapad az alumíniumhoz az oxidfilm azonnali megjelenése miatt. Létezik azonban olyan technológia, amely lehetővé teszi az alumínium test ónnal történő forrasztását, elkerülve az oxid képződését, ezáltal erős kapcsolatot biztosítva.

Anyagok és eszközök:
- ón;
- gázégő;
- csavarhúzó fémkefe rögzítéssel;
- fogó vagy kézi bilincs;
- fa blokk;
- daráló csiszolókoronggal.

Alumínium test forrasztása
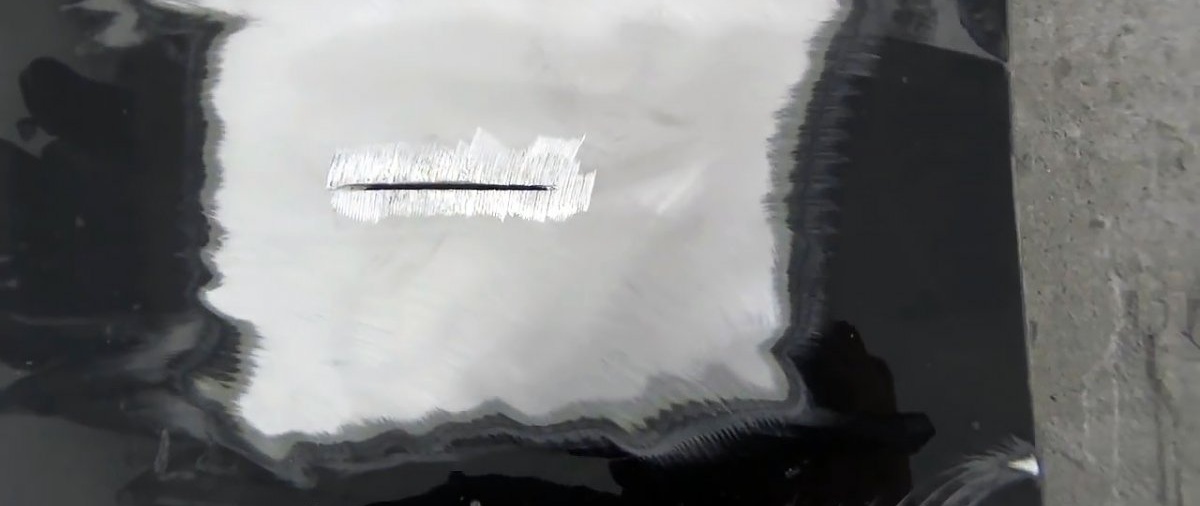
A test felületét a szakadás vagy vágás körül tökéletesen meg kell tisztítani a festéktől és az oxidfilmtől.

Ezt követően ónozni kell a forrasztási területet. Ehhez a tiszta fémet gázégővel kell felmelegíteni. Ezután a fáklya alatt dörzsölje át a forraszanyagot a forró felületen, hogy megolvadjon. A folyékony ón nem ragad le, és golyókká kezd forogni, ez normális.


Ezután a forrasztóanyagot félretesszük, és egy csavarhúzót veszünk egy fémkefével.

Közepes sebességgel forgatva meg kell karcolnia a fémet anélkül, hogy leállítaná a fűtést az égővel. A kefe leszakítja az oxidfilmet, amely akkor jelenik meg, amikor az alumíniumot levegőn hevítik, és az olvadt ón azonnal hozzá tud tapadni a tiszta fémhez, mielőtt az oxid keletkezik.


A felület enyhén ónozása után még több ónt kell a tetejére tenni, majd egy ecsettel is biztosítani kell, hogy a lecsupaszított fém teljes kerületén tapadjon. A teljes forrasztási terület ónozása után a szükséges mennyiségű forrasztóanyagot a tetejére olvasztják, hogy fedezze a sérülést és a körülötte lévő horpadást.

A tetejére megolvasztott ón térfogatát ki kell egyenlíteni, ehhez a lehűlés pillanatában a forraszanyagot fahasábpal kisimítják.


Amikor a bádog és az alkatrész kihűlt, a felületet csiszoljuk csiszolóval vagy darálóval. Az eredmény egy sima, sima felület, amelyet nem is kell glettelni. Finom csiszolópapírral csak el kell távolítania a durva csiszolóanyag érdességét, majd zsírtalanítania kell a forrasztást és festenie kell az alkatrészt.


A helyreállított testrész hátoldalán óncsíkok jelenhetnek meg, melyek elhagyhatók, vagy kívánság szerint levághatók. Ha keskeny repedést forrasztanak, akkor a forrasztóanyag egyáltalán nem szivárog ki. Ez egy nagyon megbízható javítási módszer, amely garantálja, hogy az ón nem válik el az alumíniumtól, hanem úgy tapad, mint egy argonhegesztéssel létrehozott varrat.


Nézd meg a videót
Hasonló mesterkurzusok






Különösen érdekes






