Hogyan készítsünk olcsón rúdextrudert 3D nyomtatóhoz a rendelkezésre álló alkatrészek felhasználásával
A 3D nyomtatás aktív használatával óriási összegeket költenek fogyóeszközök vásárlására. Ebben a tekintetben érdemes ezeket saját kezűleg elkészíteni zúzott ABS-műanyagból és PET-palackokból. Ehhez speciális berendezéseket kell készíteni, amelyek közül a legbonyolultabb az extruder.


Extruder csavarként spirális fafúrót használnak. Vízcsövet választanak ki hozzá. Ebben reszelővel le kell csiszolni a belső hegesztési varratot.A cső szélétől 60-80 mm mélységig hosszirányú vágást készítünk, amely mentén a cső egy részét levágjuk. Az acéllemez pofákat a kapott nyíláshoz hegesztik a bal és a jobb oldalon. Rakodógarat zúzott műanyag számára lesz felszerelve rájuk. 3D nyomtatóval nyomtatható.
Az extruder alapjaként acéllemez vagy masszív profilcső használható.

Az alaphoz egy állvány van csavarozva, amely magát az extrudert rögzíti. Fülekkel ellátott profilcsőből készül. Magát az extruder házát az állványhoz hegesztik, majd csavart helyeznek bele.


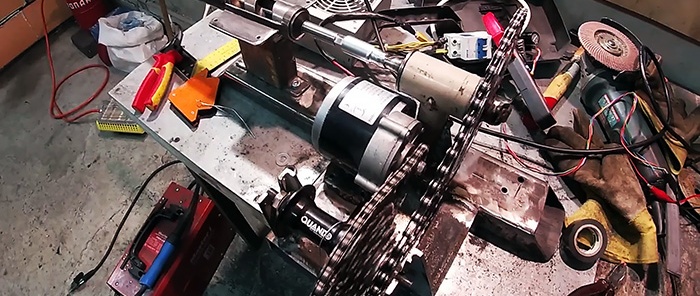
Ezután a csigát egy redukciós sebességváltón keresztül kell a motorhoz csatlakoztatnia.

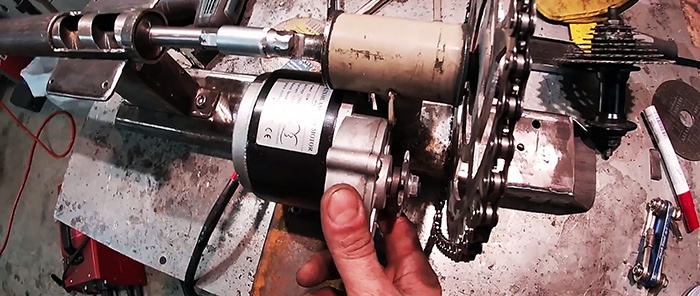
Ehhez az aljzatfejen keresztül kerékpárkocsit csatlakoztatnak hozzá. A fejet a kocsihoz hegesztik, majd ráhelyezik a csiga szárára. Ezt követően a kocsit koaxiálisan hozzáigazítják az extruderhez, és az állványt a talphoz hegesztik.
Ezután a meghajtó kerékpár lánckerekét a kocsi tengelyére kell felszerelni. Ezután egy görgős láncon keresztül csatlakoztatnia kell a meghajtó lánckereket az agykazettán lévő kis lánckerékhez. Ezt követően ugyanaz a lánc köti össze a kazettán lévő nagy lánckereket a villanymotor sebességváltóján lévő lánckerékkel. Ehhez egy másik profilcsövet hegesztenek a keret oldalára a persely és a motor elhelyezésére. Ebben az esetben a hajtó lánckeréknek 46 foga van, a kicsinek 11, a középsőnek 30, a motoros hajtóműnek pedig 9. Így a motor és a fúró közötti áttétel 1:140 lesz. A megbízhatóság érdekében minden állványt meg kell erősíteni hegesztőbetétekkel.
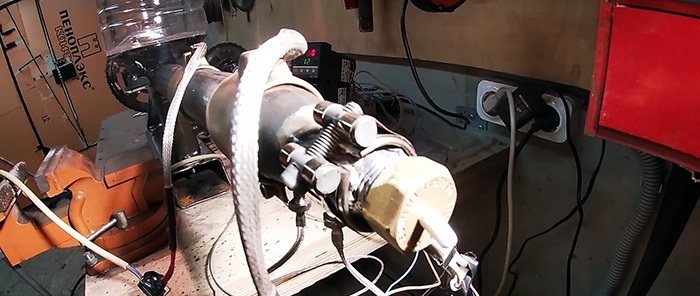
Az extruder házának kimenetéhez egy adapter és egy darab 1/2 hüvelykes cső van hegesztve. A cső szélén egy menetnek kell lennie a fúvóka felszereléséhez. Vízvezeték-dugót használ, amelynek közepén 4 mm-es lyuk van fúrva.

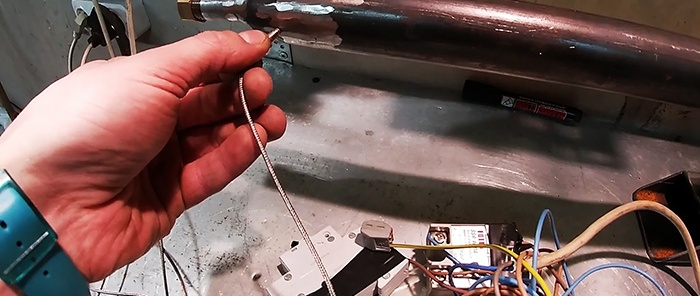
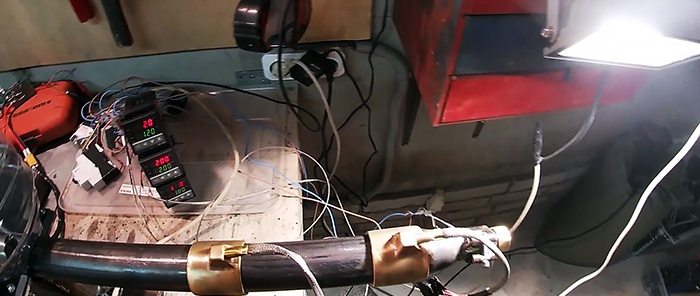
Ezután gyűrűs melegítőket kell felszerelnie az extruder házának tetejére. Ha az átmérőjük nem egyezik, akkor a burkolat növelhető egy acélszalag körbetekerésével. A fűtőelemek az extruder orrára, a burkolat közepére és elejére vannak felszerelve. Mindegyik külön PID-szabályozón keresztül csatlakozik. Hőérzékelőik a házhoz vannak csavarozva. Ehhez anyákat kell hozzá hegeszteni. Lehetséges, hogy a tesztelés után a fűtőtestek számát hozzá kell adni.


Ezután be kell kapcsolnia a fűtést, és be kell állítania a fűtőelemek hőmérsékletét. Először is, ha ABS műanyag forgácsot használunk, az elsőt 120 °C-ra, a másodikat 200 °C-ra, a harmadikat 180 °C-ra állítjuk. Bemelegítés után elindul a csavar forgása. Kb. 5 ford./percre kell beállítani.


Az extruder elkészítése után sokkal több eszközt kell összeszerelni a rúd gyártásának megszervezéséhez, de ezek sokkal egyszerűbbek. Minimálisan szüksége lesz még egy fürdőre a rúd hűtéséhez, egy fogadó görgőre és egy vibrátorra a garathoz, hogy a műanyag forgács megszakítás nélkül jusson a csigaba.

Nézze meg a videót minden részletért:
Anyagok:
- csavarfúró fához 36 mm;
- acélcső 37 mm belső átmérővel;
- adapter 1/2 hüvelyk átmérőjű csőhöz;
- 1/2 hüvelykes cső;
- 1/2" vízvezeték csatlakozó;
- Acéllemez;
- kerékpár kocsi a házban;
- kerékpár meghajtó lánckerék;
- kerékpár hátsó agy kazettával;
- görgőslánc;
- elektromos motor;
- profilcsövek;
- gyűrűs melegítők 320 W – 2-3 db.;
- gyűrűs fűtés 70 W;
- PID-szabályozók minden egyes fűtőelemhez;
- PWM szabályozó.
Extruder gyártási folyamata
Extruder csavarként spirális fafúrót használnak. Vízcsövet választanak ki hozzá. Ebben reszelővel le kell csiszolni a belső hegesztési varratot.A cső szélétől 60-80 mm mélységig hosszirányú vágást készítünk, amely mentén a cső egy részét levágjuk. Az acéllemez pofákat a kapott nyíláshoz hegesztik a bal és a jobb oldalon. Rakodógarat zúzott műanyag számára lesz felszerelve rájuk. 3D nyomtatóval nyomtatható.
Az extruder alapjaként acéllemez vagy masszív profilcső használható.
Az alaphoz egy állvány van csavarozva, amely magát az extrudert rögzíti. Fülekkel ellátott profilcsőből készül. Magát az extruder házát az állványhoz hegesztik, majd csavart helyeznek bele.
Ezután a csigát egy redukciós sebességváltón keresztül kell a motorhoz csatlakoztatnia.
Ehhez az aljzatfejen keresztül kerékpárkocsit csatlakoztatnak hozzá. A fejet a kocsihoz hegesztik, majd ráhelyezik a csiga szárára. Ezt követően a kocsit koaxiálisan hozzáigazítják az extruderhez, és az állványt a talphoz hegesztik.
Ezután a meghajtó kerékpár lánckerekét a kocsi tengelyére kell felszerelni. Ezután egy görgős láncon keresztül csatlakoztatnia kell a meghajtó lánckereket az agykazettán lévő kis lánckerékhez. Ezt követően ugyanaz a lánc köti össze a kazettán lévő nagy lánckereket a villanymotor sebességváltóján lévő lánckerékkel. Ehhez egy másik profilcsövet hegesztenek a keret oldalára a persely és a motor elhelyezésére. Ebben az esetben a hajtó lánckeréknek 46 foga van, a kicsinek 11, a középsőnek 30, a motoros hajtóműnek pedig 9. Így a motor és a fúró közötti áttétel 1:140 lesz. A megbízhatóság érdekében minden állványt meg kell erősíteni hegesztőbetétekkel.
Az extruder házának kimenetéhez egy adapter és egy darab 1/2 hüvelykes cső van hegesztve. A cső szélén egy menetnek kell lennie a fúvóka felszereléséhez. Vízvezeték-dugót használ, amelynek közepén 4 mm-es lyuk van fúrva.
Ezután gyűrűs melegítőket kell felszerelnie az extruder házának tetejére. Ha az átmérőjük nem egyezik, akkor a burkolat növelhető egy acélszalag körbetekerésével. A fűtőelemek az extruder orrára, a burkolat közepére és elejére vannak felszerelve. Mindegyik külön PID-szabályozón keresztül csatlakozik. Hőérzékelőik a házhoz vannak csavarozva. Ehhez anyákat kell hozzá hegeszteni. Lehetséges, hogy a tesztelés után a fűtőtestek számát hozzá kell adni.
Ezután be kell kapcsolnia a fűtést, és be kell állítania a fűtőelemek hőmérsékletét. Először is, ha ABS műanyag forgácsot használunk, az elsőt 120 °C-ra, a másodikat 200 °C-ra, a harmadikat 180 °C-ra állítjuk. Bemelegítés után elindul a csavar forgása. Kb. 5 ford./percre kell beállítani.
Az extruder elkészítése után sokkal több eszközt kell összeszerelni a rúd gyártásának megszervezéséhez, de ezek sokkal egyszerűbbek. Minimálisan szüksége lesz még egy fürdőre a rúd hűtéséhez, egy fogadó görgőre és egy vibrátorra a garathoz, hogy a műanyag forgács megszakítás nélkül jusson a csigaba.
Nézd meg a videót
Nézze meg a videót minden részletért:
Hasonló mesterkurzusok






Különösen érdekes






Megjegyzések (0)
