2 tipikus hiba, amely vékony falú csövek hegesztésekor átégést és rossz minőségű varratokat eredményez
Néha otthon vagy a munkahelyen vékony falú profilcsövet kell hegeszteni egy vastag fémlemezhez, például jelzálogjoghoz kerítés építésekor, előkert bekerítésekor és egyéb célokra.
Ebben az esetben a két vékonyfalú rész és két vastag falú rész hegesztésekor alkalmazott technikák nem megfelelőek. A hibák főként a hegesztőáram beállított értékével és az elektróda hegesztési folyamat közbeni mozgásával kapcsolatosak.
Szükség lesz
- vékony falú profilcső;
- vastag fémlemez (jelzálog);
- hegesztőgép;
- rutil-cellulóz bevonatú elektródák, legfeljebb 3 mm átmérőjű;
- kalapács salakveréshez;
- fém kefe.
Hegesztő elektródák általános célokra az AliExpress-en kedvezményesen - http://alii.pub/606j2h

Vékony falú profilcső vastag fémre hegesztésének folyamata (beágyazott)
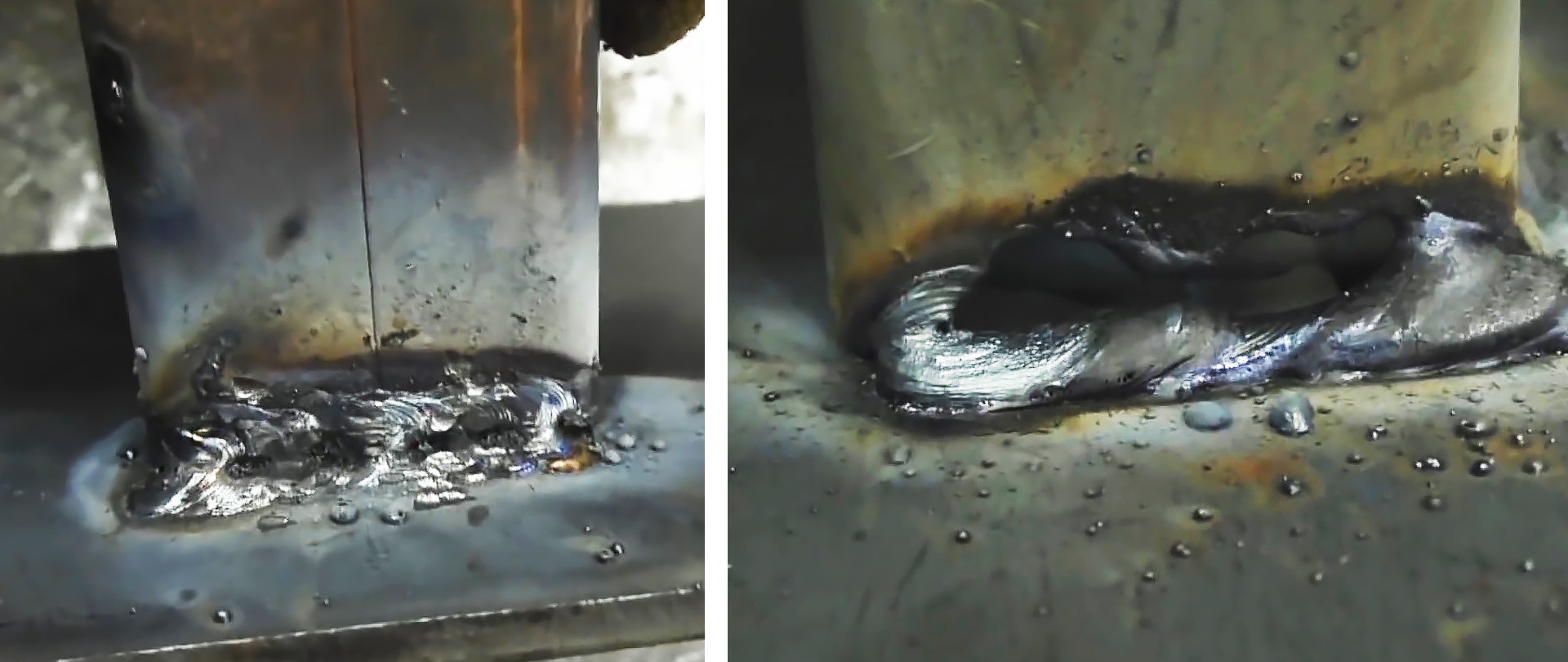
A vékony fém vastag fémmel történő hegesztésekor az egyik fő hiba az elektróda keresztirányú oszcillációs mozgása az elektromos ív meggyújtása után, szimmetrikusan a hosszirányú hegesztési vonalhoz képest.Ennek eredményeként a vastag fém nem szenved, de a vékony fém túlmelegszik és kiég.



Egy másik hiba az alacsony hegesztőáram 60-70 A tartományban történő beállításával kapcsolatos, ami a fém nem olvadásához vezet, annak ellenére, hogy az elektródák mozgása ugyanaz volt, mint az első esetben. Egyszerűen energiahiány van a hegesztőívben.
Mivel a második rész elég vastag, ezért nagyobb áramerősséggel kell hegeszteni és az elektródát úgy mozgatni, hogy a hegesztőív energiájának nagy részét a vastag fém elnyelje, akkor a vékony fém nem melegszik túl, megmarad sértetlen és a hegesztés kiváló minőségű lesz.

De ha nagy hegesztőárammal, például 100 A-rel keresztirányú mozgásokat végez az elektródával vastag fémről vékony fémre, akkor ismét nagy a valószínűsége annak, hogy átég a vékony fém, és lyukak jelennek meg a szilárd fém helyett. hegesztés.

A vékony fém vastag fémre történő minőségi hegesztéséhez a hegesztőáramot 90 A-re csökkentjük, majd az elektromos ív meggyújtása után az elektródát a hegesztési vonal mentén mozgatjuk a vastag fém mentén, és csak enyhén érintjük meg a vékony fémet. Minden oszcilláló mozgás kizárva.

Ebben az esetben az elektróda végén a keresztirányú oszcillációs mozgások hiánya miatt az elektromos ív elegendő energiája nagyobb mértékben kerül át a vastag fémre, és a vékony fém nem ég át, hanem teljes mértékben részt vesz a kialakításban. folyamatos és tartós hegesztési varrat.

Nézd meg a videót
Hasonló mesterkurzusok












