Come trasformare un chiavistello in una serratura a combinazione
Alcuni artigianato sono interessanti non solo per il loro scopo, ma anche per il loro originale disegno tecnico. Questi, ovviamente, includono un lucchetto a combinazione.

La sua fabbricazione richiede tempo, notevole impegno, estrema cura e i seguenti materiali:

Attrezzature di cui non possiamo fare a meno:
Il lavoro si compone di tre fasi: produzione di parti e assiemi, assemblaggio e installazione di una combinazione di codici di numeri.
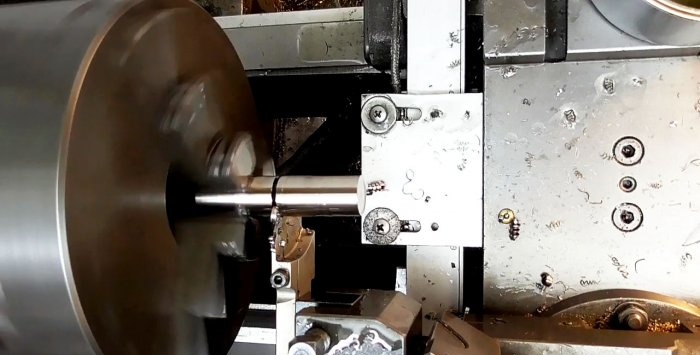
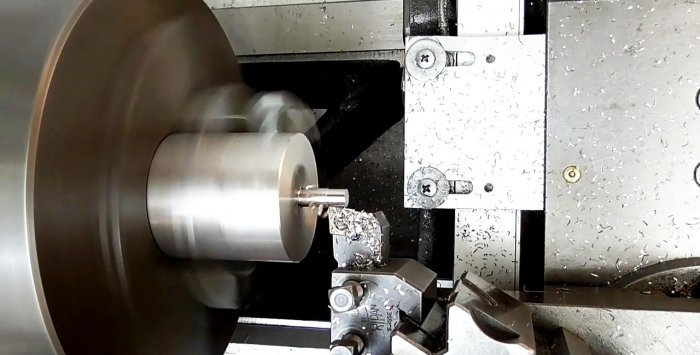
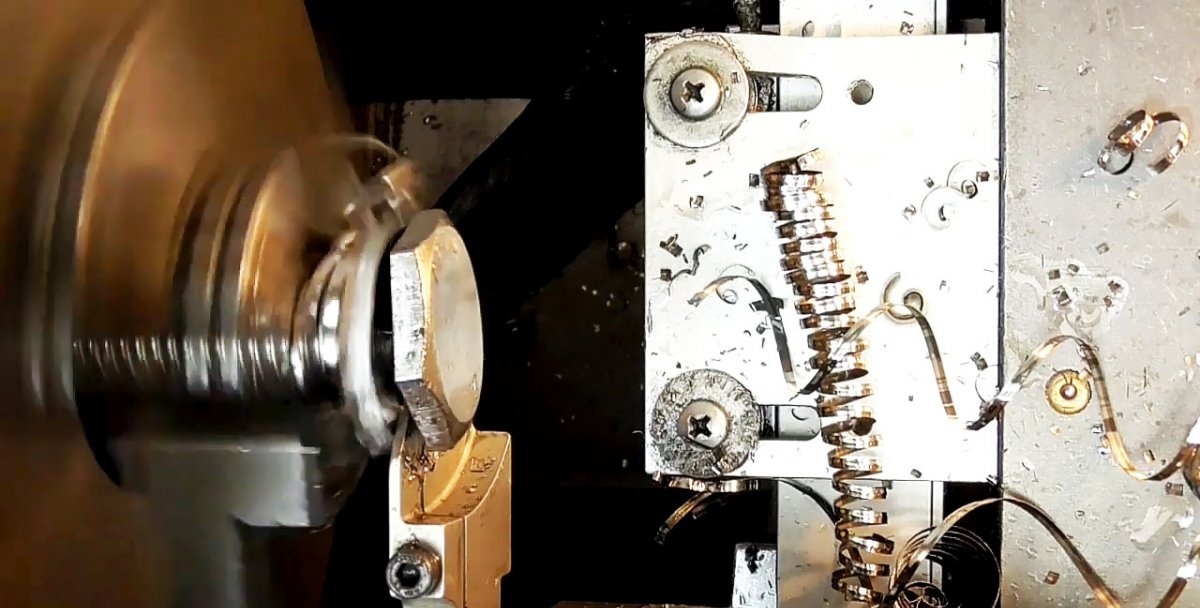
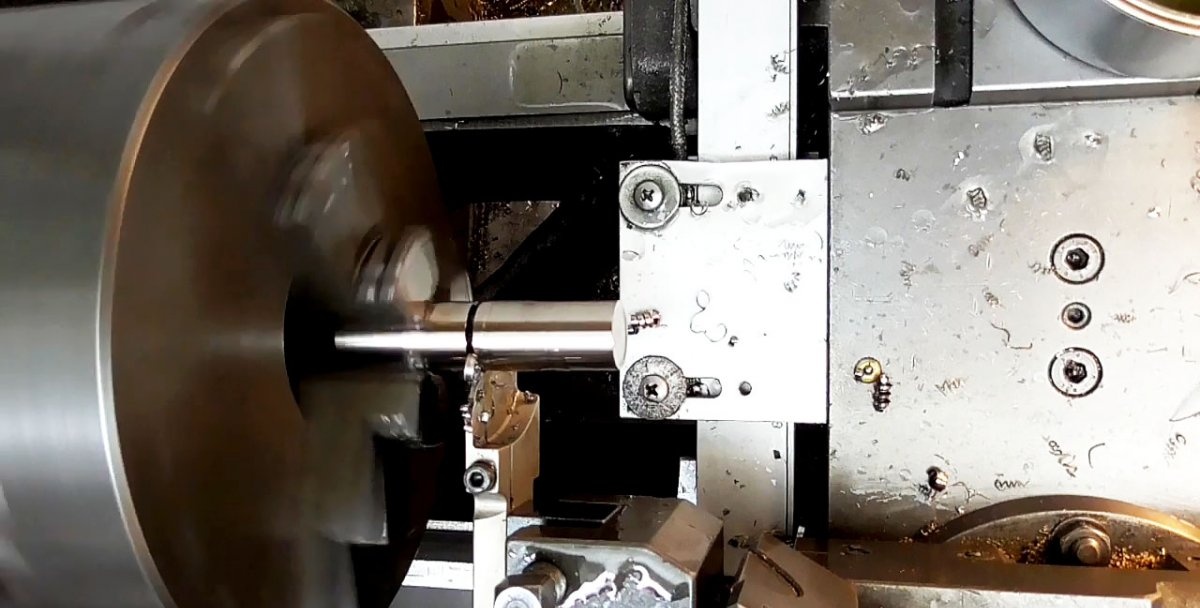
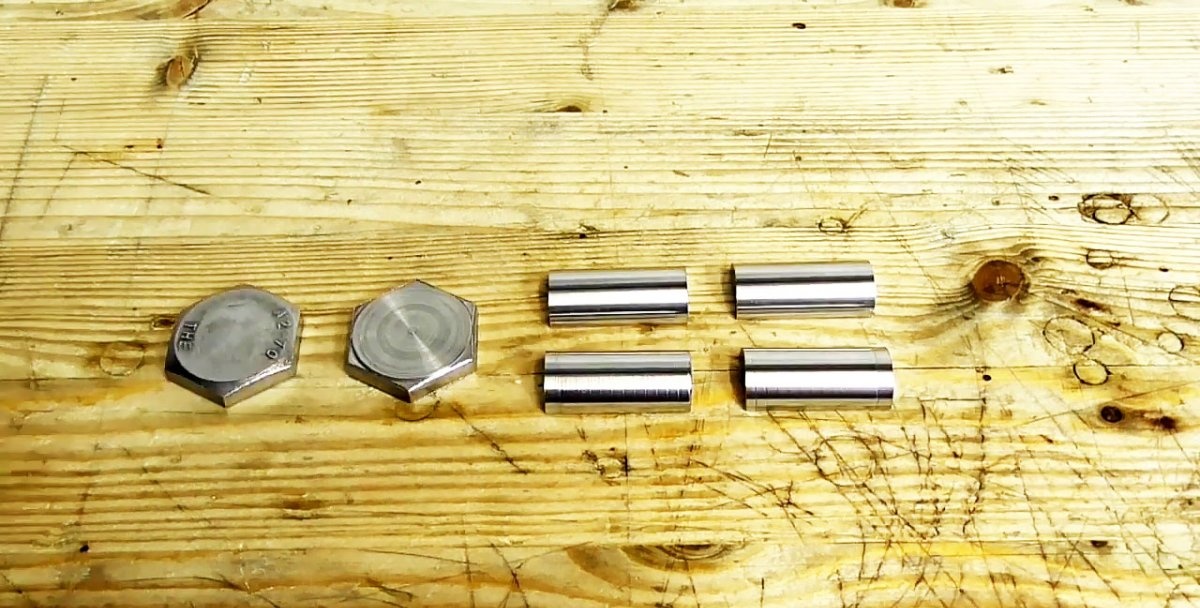
Su un tornio, dividiamo la testa del bullone in due metà e rettifichiamo l'asta fino alla profondità del profilo della filettatura.

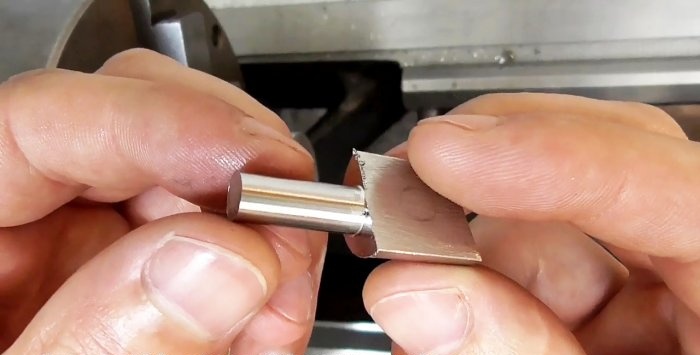
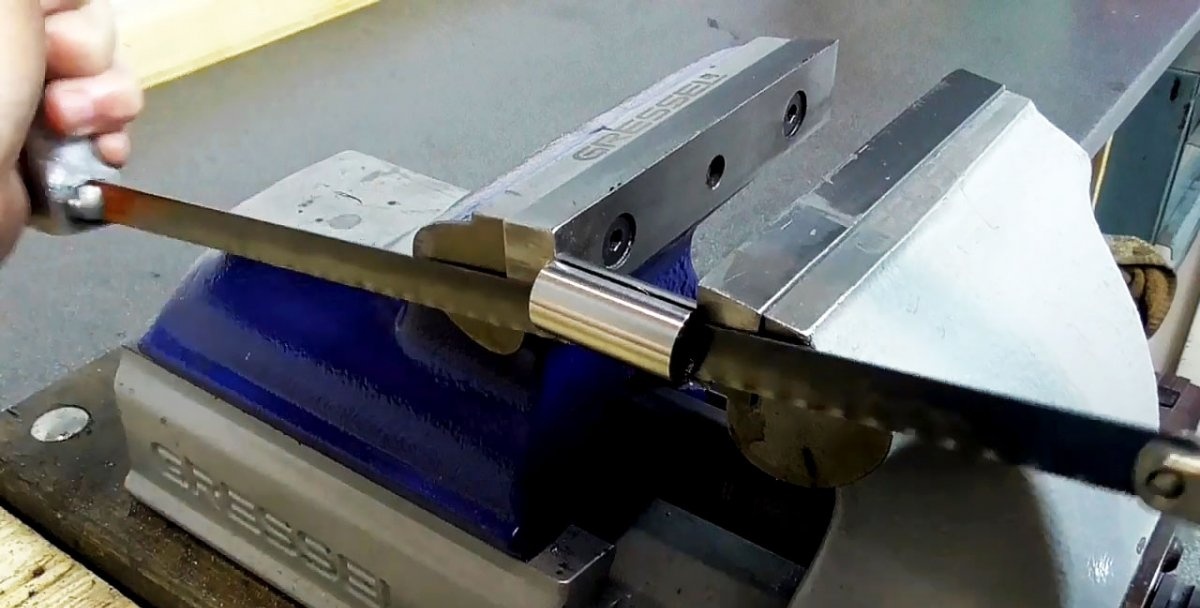
Fissiamo una parte dell'asta in una morsa e la seghiamo con una sega per metallo in due metà longitudinali.


Su una delle piastre esagonali, utilizzando una dima e un pennarello, disegna il contorno del rivestimento laterale della serratura.

Maciniamo gli esagoni incollati su una smerigliatrice lungo il contorno marcato del rivestimento laterale della serratura e praticiamo dei fori alle estremità.


Inseriamo nei fori le “gambe” delle dime rotonde, che servono solo per disegnare il contorno dei pattini laterali della serratura sulla smerigliatrice.

Su un trapano, utilizzando un trapano e una fresa, formiamo il profilo di finitura dei fori nelle piastre laterali. Attorno al foro grande, utilizzando una fresa, realizziamo 9 rientranze in modo uniforme in un cerchio.

Utilizzando una ruota morbida, lucidare tutte le superfici dei rivestimenti laterali della serratura.


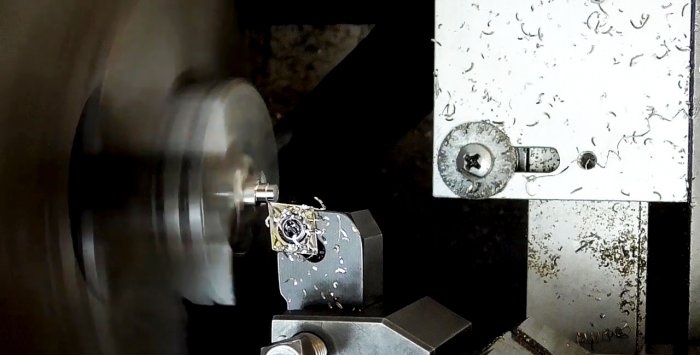
Da 4 semicilindri, utilizzando un morsetto speciale, affiliamo un'asta tonda su un tornio al centro del pezzo.



Il primo perno è per le ruote sul lato di montaggio. Presenta da un lato la sede per il foro, dall'altro una scanalatura anulare per l'anello di ritegno ed un foro cieco.


Utilizzando una fresa, realizziamo una scanalatura longitudinale per l'intera lunghezza del foro cieco.




Il secondo perno dal lato di fissaggio si presenta come un'asta tonda piena con sede per il foro nella piastra laterale della serratura ed una foratura longitudinale cieca.






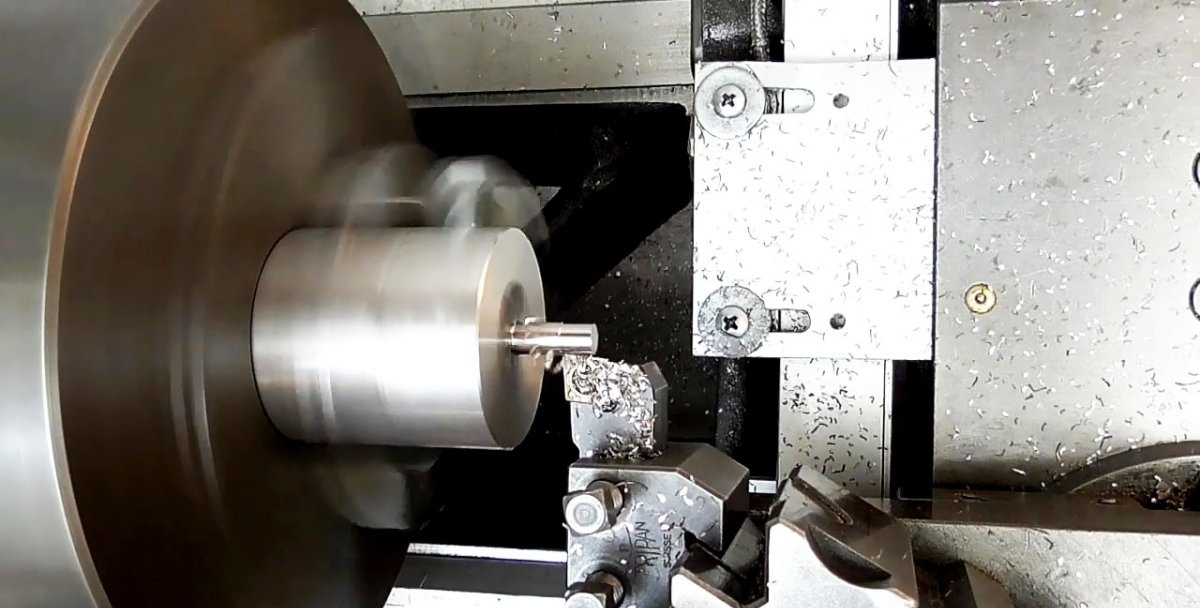
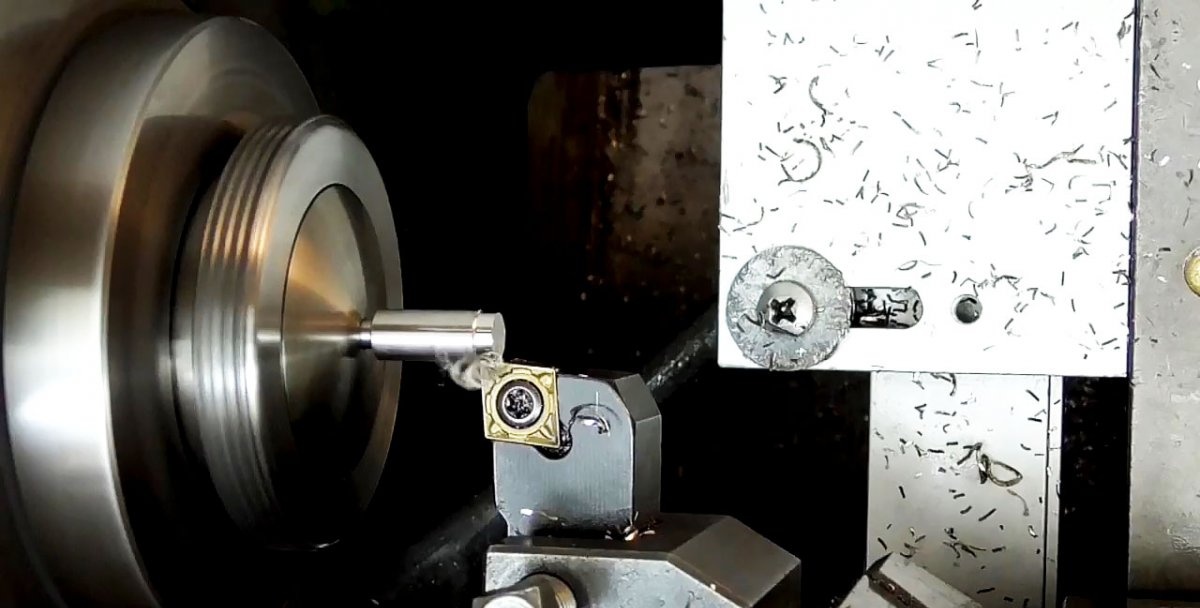
Anche il terzo perno della chiave sul lato mobile è ricavato sotto il cilindro pieno. Quindi un lato viene bloccato in una cartuccia con una guarnizione per spostare l'asse del rullo lontano dall'asse di rotazione della cartuccia. Di conseguenza, durante la lavorazione con una taglierina, si forma un tenone rotondo di diametro inferiore, il cui centro non coincide con il centro del perno.


Quindi, mediante fresatura, formiamo due ripiani su entrambi i lati del tenone sfalsato. Il risultato è un'asta con due facce collegate da archi circolari.

Utilizzando la stessa fresa riduciamo la sezione dell'asta sul lato maggiore utilizzando una lavorazione simmetrica.

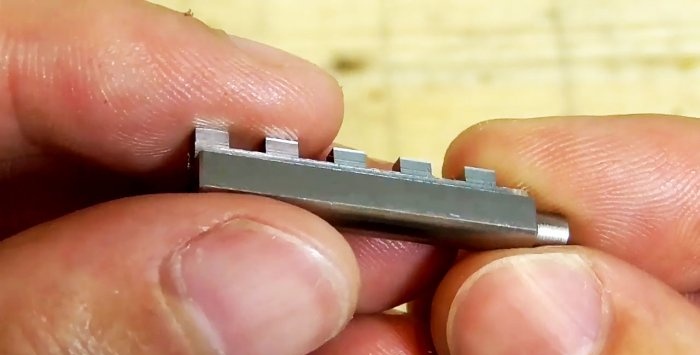
Utilizzando una fresa realizziamo 5 scanalature rettangolari e uguali. Di conseguenza, si formano anche 5 sporgenze uguali.
Utilizzando lime, lime ad ago e carta vetrata si dà la forma desiderata all'asta con tutte le sporgenze e si arrotondano i bordi e le nervature. Infine, lucida questa e tutte le altre aste con una ruota morbida.



Inseriamo l'asta al suo posto nella piastra laterale della serratura.
Il quarto perno, che svolge la funzione di albero superiore sul lato mobile, è lavorato a misura del foro presente sulla piastra laterale della serratura e, da un lato, è sagomato a semisfera mediante una lima e un cerchio morbido . Lo inseriamo anche in posizione.



Saldiamo tutti i perni sul lato posteriore alle piastre laterali della serratura.

Levighiamo e lucidiamo le saldature su una smerigliatrice, arrotondiamo i bordi con una lima, rifiniamo con carta vetrata e lucidiamo con una ruota morbida.

Usando una serie di lime, formiamo una scanalatura all'estremità del perno con una fessura longitudinale. Proviamo l'inserimento dei perni mobili nei fori di quelli fissi.


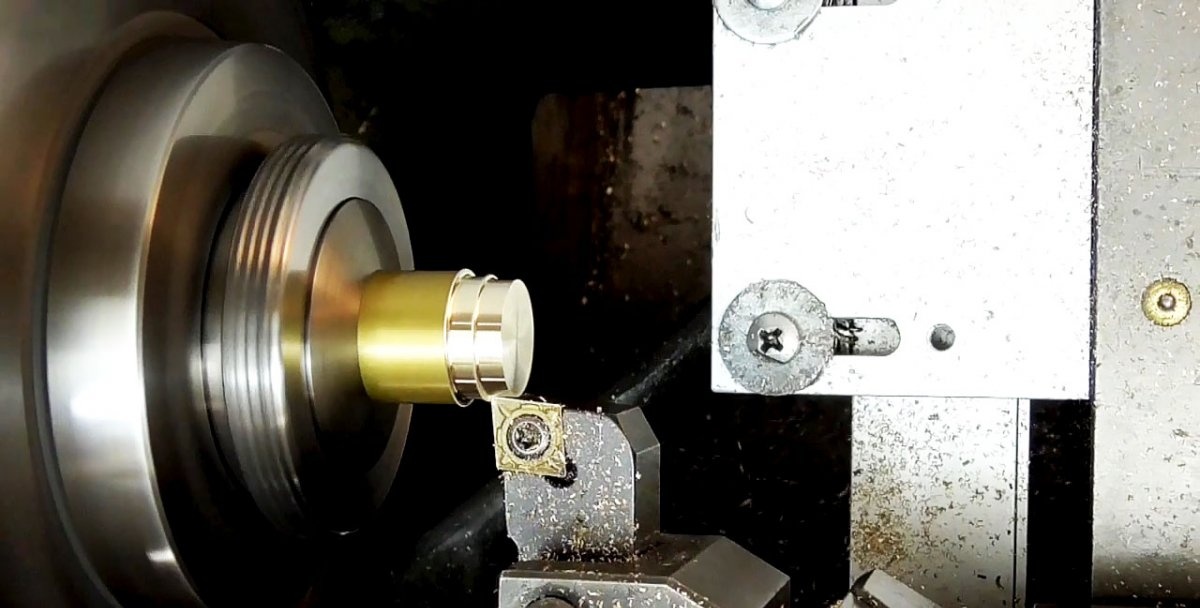
Realizziamo 4 ruote in ottone con numeri. Dopo averli tagliati a misura, tagliamo i loro pezzi grezzi su un tornio, praticando prima un foro passante al centro ed espandendolo, da un lato, fino ad una certa profondità.





La ralla si differenzia dalle altre per la presenza di una scanalatura centrale su entrambi i lati, di cui una più profonda dell'altra.
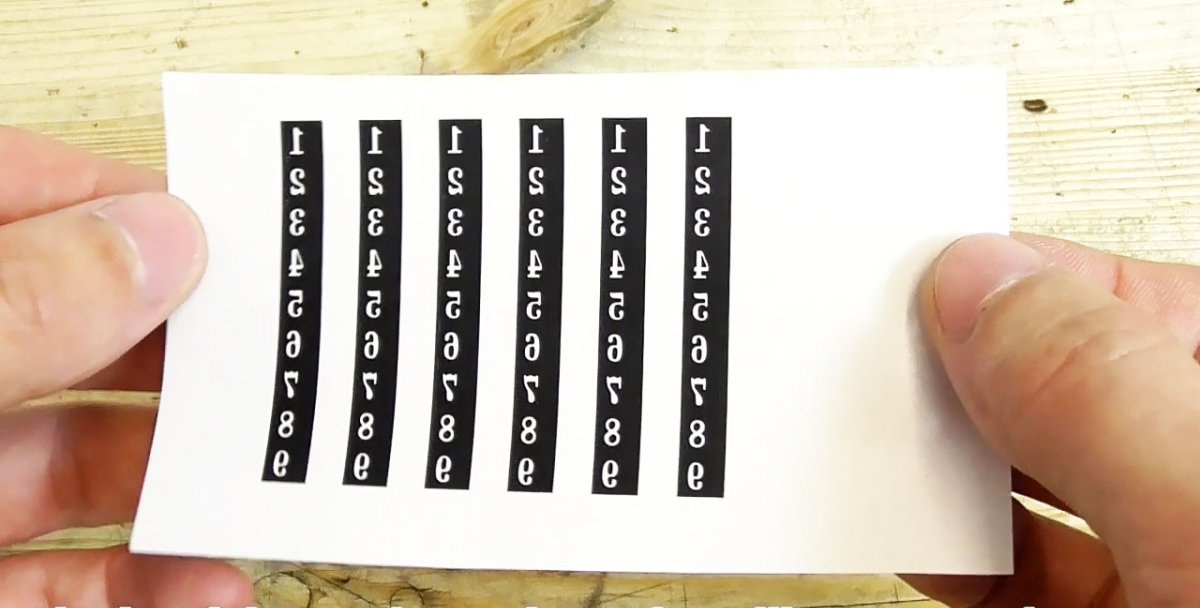
Le colonne dei numeri da applicare sulle ruote formatrici sono stampate specularmente su carta siliconata.
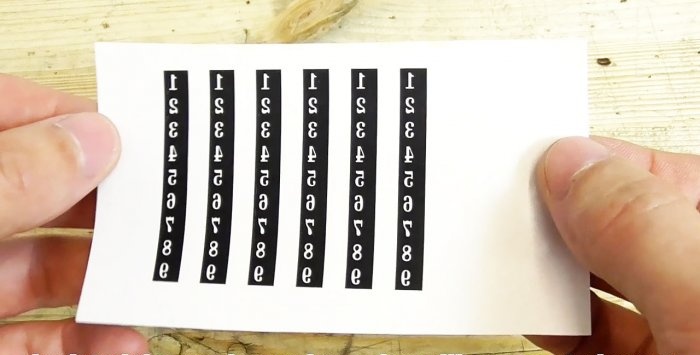
Ritagliamo strisce verticali di numeri con le forbici e le incolliamo sulle ruote di formatura.

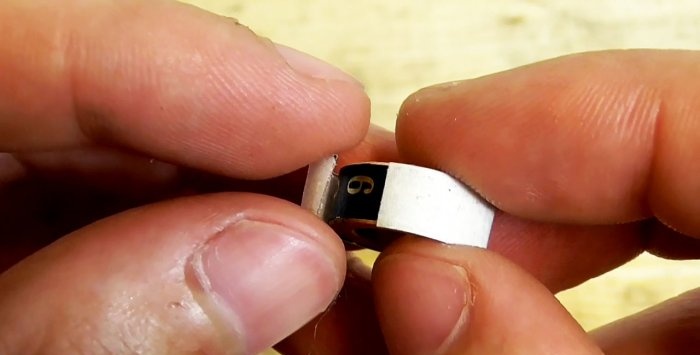
Trasferiamo i numeri sulla superficie delle ruote formatrici, facendoli rotolare lungo la suola di un ferro caldo. Di conseguenza, la carta si separa e uno strato di silicone con i numeri aderisce all'anello.

Per proteggere tutte le superfici delle ruote, tranne quelle con i numeri, le ricopriamo con lo smalto.

Leghiamo le ruote a un filo, le posizioniamo sul fondo di un fossato inclinato e le riempiamo con una soluzione di cloruro ferrico per l'incisione per 45 minuti, che rende le ruote attraenti e i numeri contrastanti.


Successivamente, leghiamo le ruote su un mandrino speciale, le stringiamo con un dado e le fissiamo nel mandrino del tornio. Successivamente, elaboriamo il blocco della ruota con carta vetrata e lo lucidiamo con un panno.
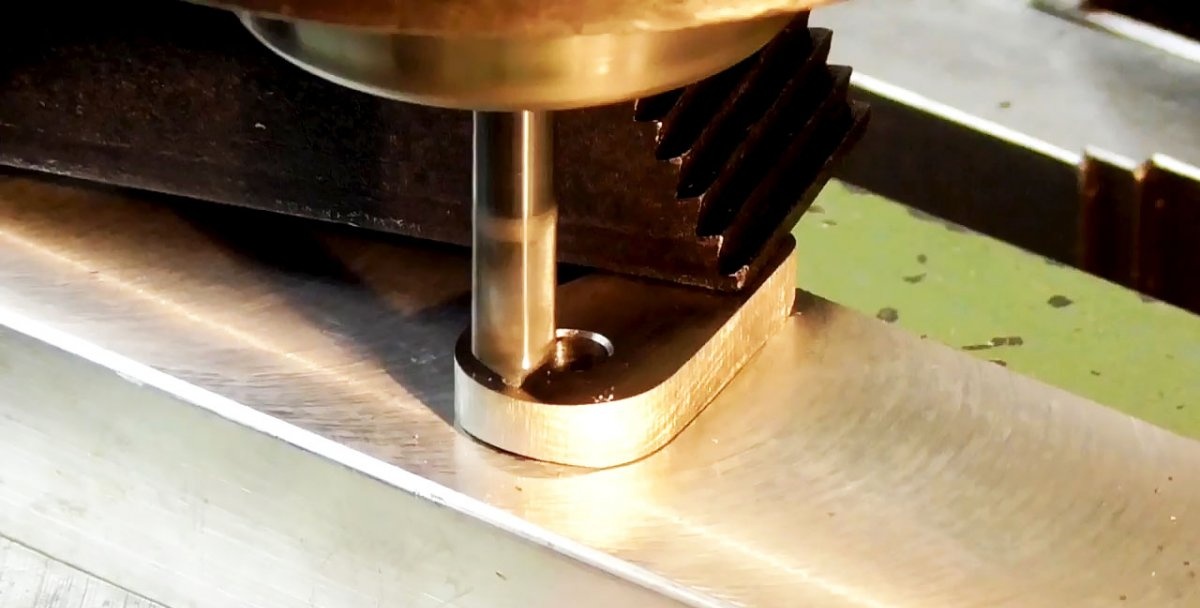
Fissiamo le ruote in un supporto speciale e con l'aiuto di una fresatrice facciamo una scanalatura semicircolare con una fresa fino a farla uscire in un grande foro.
Alle estremità delle ruote facciamo 9 rientranze in modo uniforme in un cerchio.


Fissiamo le ruote una ad una sul mandrino e le fissiamo nel mandrino del tornio. Portiamo le zigrinature regolate sulla ruota, le lubrifichiamo con olio e accendiamo la macchina. Una tacca circolare è arrotolata sulla ruota all'estremità con una striscia stretta.


Utilizzare un taglierino per rimuovere le sbavature dall'estremità della tacca.
Eseguiamo fori ciechi da 0,8 mm con un trapano alle estremità delle ruote con una tacca opposta alla scanalatura semicircolare.

Ancora una volta, mettiamo le ruote sul mandrino una per una e applichiamo la vernice nera nei recessi digitali, rimuovendo l'eccesso con una superficie piana, premendola contro la ruota rotante, e poi con un panno morbido.



Utilizzando un mandrino speciale per l'avvolgimento delle molle, montato su un tornio, realizziamo 5 molle simili da filo di acciaio per molle da 0,3 mm.

Per tenere il filo sul mandrino durante l'avvolgimento delle molle, utilizziamo una pinza e per tagliare le estremità utilizziamo delle forbici metalliche.
Per montare le ruote con i numeri, oltre alle molle, avremo bisogno di 5 sfere d'acciaio da 2 mm.

Inseriamo una molla nei fori ciechi delle ruote e la copriamo con una palla sopra.


Quindi leghiamo tutte e 5 le ruote con molle e sfere sull'albero superiore.
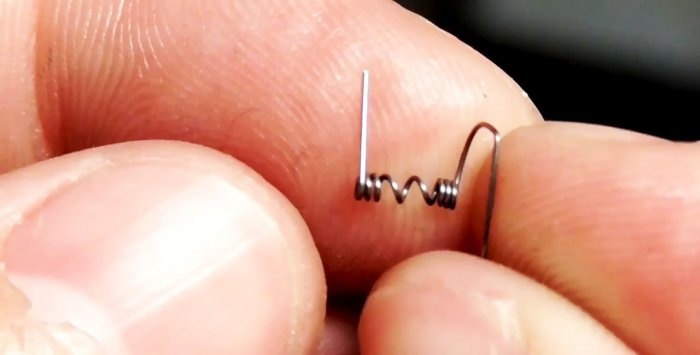
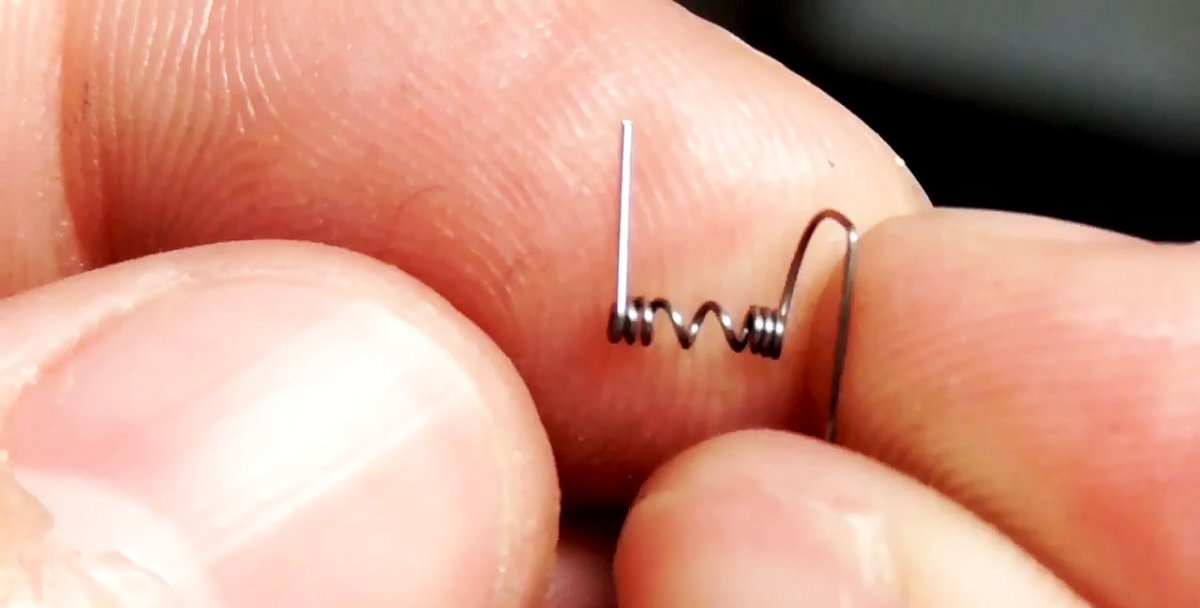
Utilizzando filo di acciaio per molle da 0,8 mm su un semplice mandrino, serrato in una morsa, utilizzando pinze e tronchesi, realizziamo un fermo per spremere e trattenere le ruote con i numeri sull'asta.
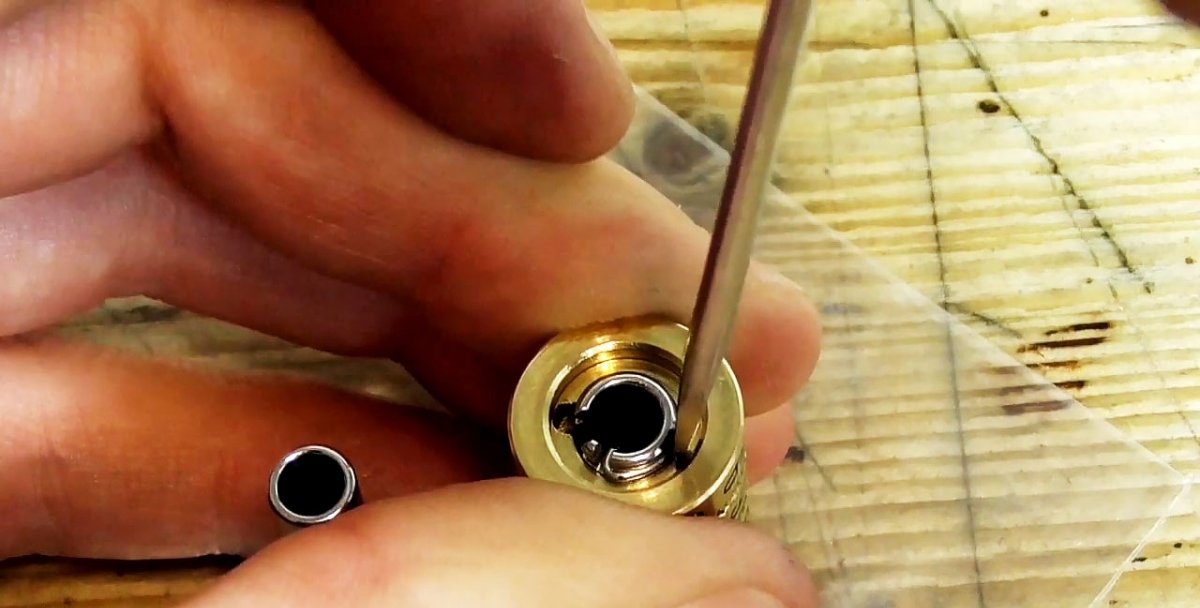
Inseriamo un'estremità del tappo nella scanalatura all'estremità dell'asta con una pinzetta, premiamo il tappo al centro, quindi il secondo bordo copre saldamente e trattiene tutto ciò che si trova sotto di esso.



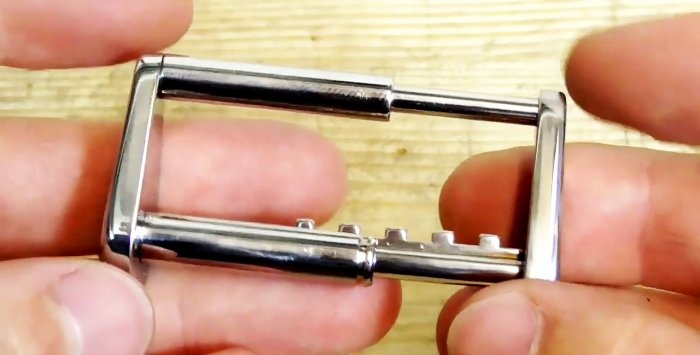
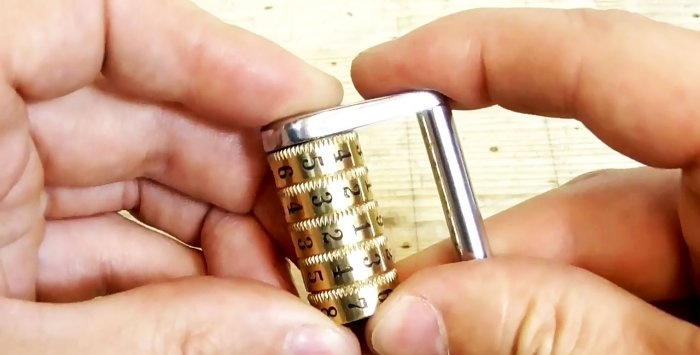
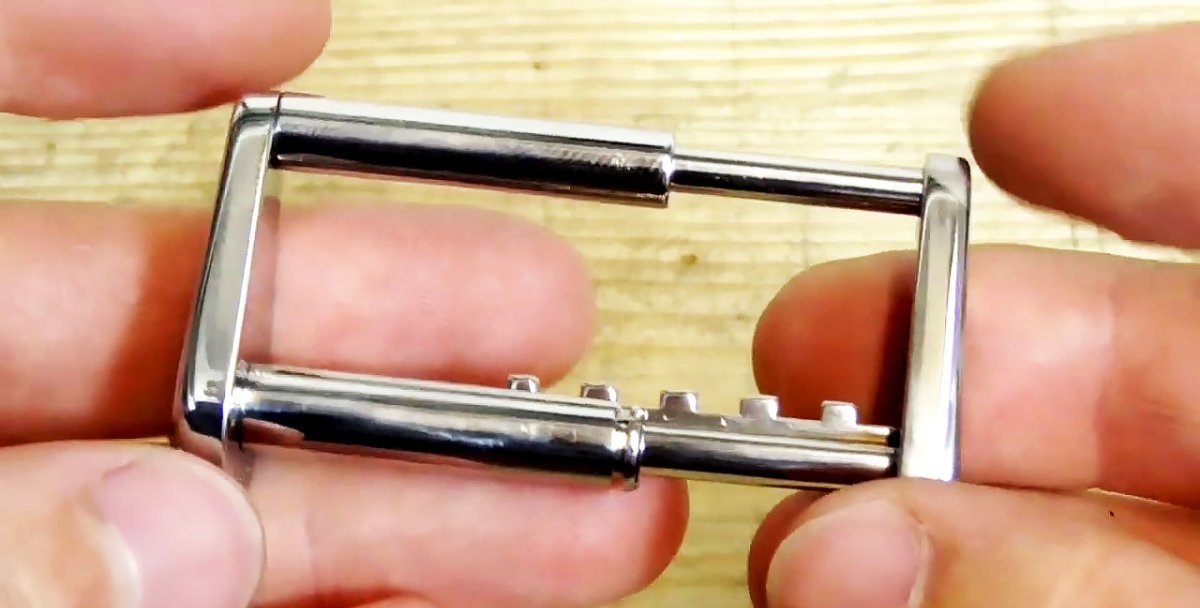
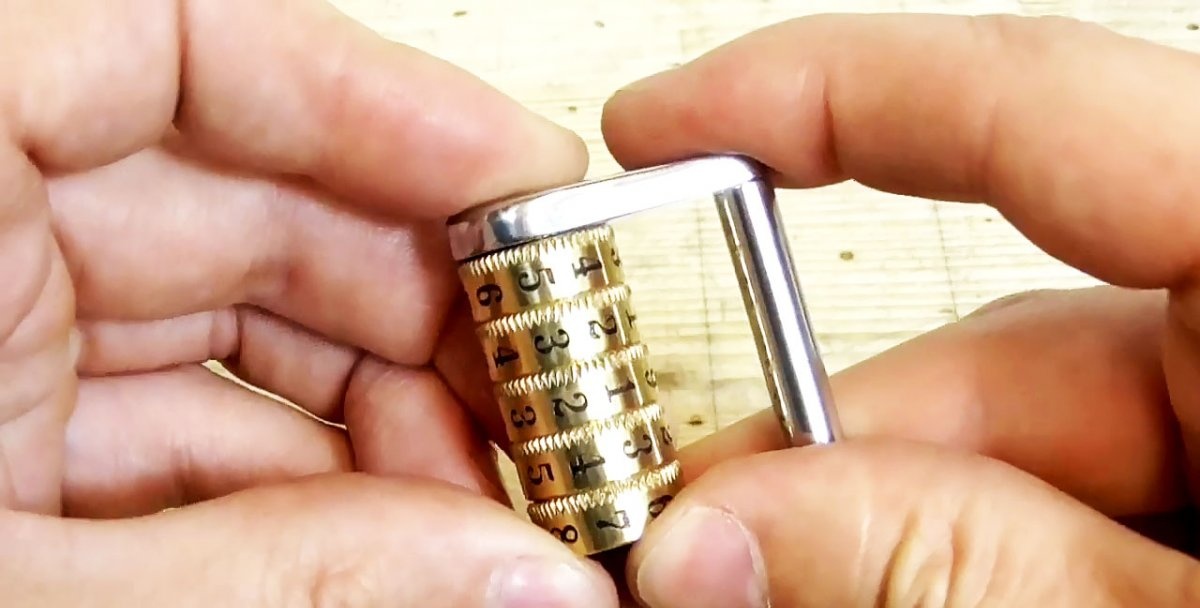
Non resta che inserire il secondo lato della serratura a combinazione con le aste in posizione e il dispositivo è pronto per l'uso. Ma per ora la serratura è chiusa, perché è stata impostata una combinazione casuale di numeri. La serie di numeri del codice è determinata dalla posizione degli elementi di bloccaggio sulle ruote ed è esclusiva per ciascuna serratura.



Avrà bisogno
La sua fabbricazione richiede tempo, notevole impegno, estrema cura e i seguenti materiali:

- bullone in acciaio inox M20×70;
- godrone;
- mezzi per applicare numeri alle ruote;
- sfere d'acciaio;
- filo di acciaio per molle (0,3 e 0,8 mm).
Attrezzature di cui non possiamo fare a meno:
- tornio, trapano e fresatrice;
- morsa da banco;
- pinze;
- seghetti per metallo;
- macinino;
- forbici per tagliare metalli e carta;
- mandrini per avvolgimento di molle e anelli di ritenzione.
Tecnologia di produzione
Il lavoro si compone di tre fasi: produzione di parti e assiemi, assemblaggio e installazione di una combinazione di codici di numeri.
Produzione di parti e assiemi
Cuscinetti di bloccaggio laterali
Su un tornio, dividiamo la testa del bullone in due metà e rettifichiamo l'asta fino alla profondità del profilo della filettatura.
Fissiamo una parte dell'asta in una morsa e la seghiamo con una sega per metallo in due metà longitudinali.
Su una delle piastre esagonali, utilizzando una dima e un pennarello, disegna il contorno del rivestimento laterale della serratura.

Maciniamo gli esagoni incollati su una smerigliatrice lungo il contorno marcato del rivestimento laterale della serratura e praticiamo dei fori alle estremità.


Inseriamo nei fori le “gambe” delle dime rotonde, che servono solo per disegnare il contorno dei pattini laterali della serratura sulla smerigliatrice.

Su un trapano, utilizzando un trapano e una fresa, formiamo il profilo di finitura dei fori nelle piastre laterali. Attorno al foro grande, utilizzando una fresa, realizziamo 9 rientranze in modo uniforme in un cerchio.
Utilizzando una ruota morbida, lucidare tutte le superfici dei rivestimenti laterali della serratura.


Perni
Da 4 semicilindri, utilizzando un morsetto speciale, affiliamo un'asta tonda su un tornio al centro del pezzo.




Il primo perno è per le ruote sul lato di montaggio. Presenta da un lato la sede per il foro, dall'altro una scanalatura anulare per l'anello di ritegno ed un foro cieco.

Utilizzando una fresa, realizziamo una scanalatura longitudinale per l'intera lunghezza del foro cieco.




Il secondo perno dal lato di fissaggio si presenta come un'asta tonda piena con sede per il foro nella piastra laterale della serratura ed una foratura longitudinale cieca.




Anche il terzo perno della chiave sul lato mobile è ricavato sotto il cilindro pieno. Quindi un lato viene bloccato in una cartuccia con una guarnizione per spostare l'asse del rullo lontano dall'asse di rotazione della cartuccia. Di conseguenza, durante la lavorazione con una taglierina, si forma un tenone rotondo di diametro inferiore, il cui centro non coincide con il centro del perno.


Quindi, mediante fresatura, formiamo due ripiani su entrambi i lati del tenone sfalsato. Il risultato è un'asta con due facce collegate da archi circolari.

Utilizzando la stessa fresa riduciamo la sezione dell'asta sul lato maggiore utilizzando una lavorazione simmetrica.

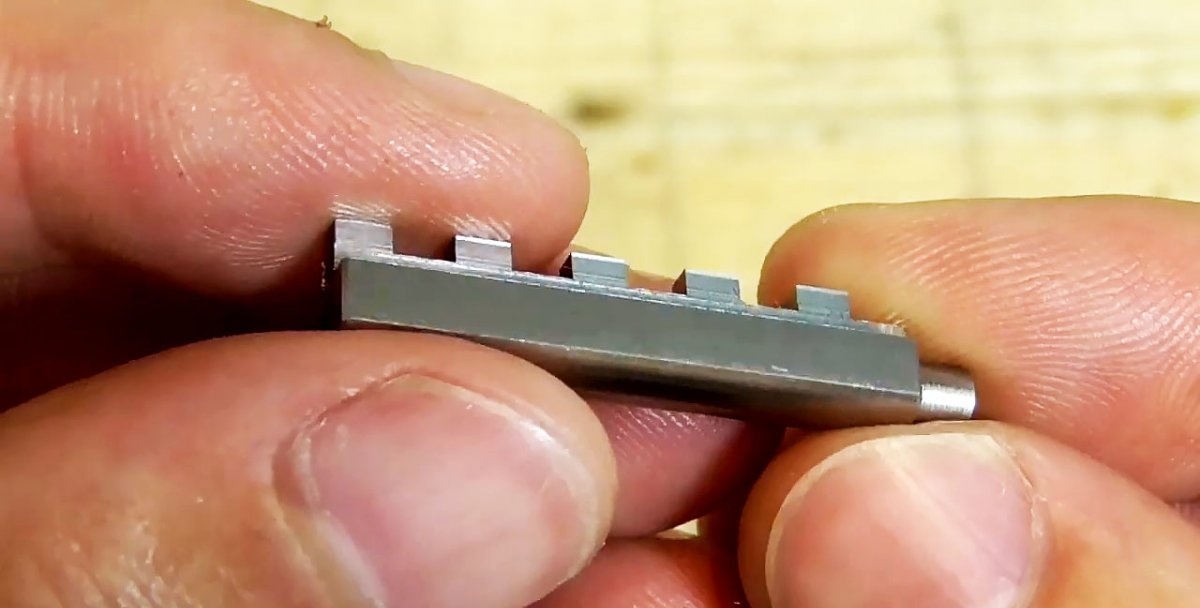
Utilizzando una fresa realizziamo 5 scanalature rettangolari e uguali. Di conseguenza, si formano anche 5 sporgenze uguali.
Utilizzando lime, lime ad ago e carta vetrata si dà la forma desiderata all'asta con tutte le sporgenze e si arrotondano i bordi e le nervature. Infine, lucida questa e tutte le altre aste con una ruota morbida.



Inseriamo l'asta al suo posto nella piastra laterale della serratura.
Il quarto perno, che svolge la funzione di albero superiore sul lato mobile, è lavorato a misura del foro presente sulla piastra laterale della serratura e, da un lato, è sagomato a semisfera mediante una lima e un cerchio morbido . Lo inseriamo anche in posizione.


Saldatura, molatura, lucidatura
Saldiamo tutti i perni sul lato posteriore alle piastre laterali della serratura.

Levighiamo e lucidiamo le saldature su una smerigliatrice, arrotondiamo i bordi con una lima, rifiniamo con carta vetrata e lucidiamo con una ruota morbida.

Usando una serie di lime, formiamo una scanalatura all'estremità del perno con una fessura longitudinale. Proviamo l'inserimento dei perni mobili nei fori di quelli fissi.


Ruote in ottone con numeri
Realizziamo 4 ruote in ottone con numeri. Dopo averli tagliati a misura, tagliamo i loro pezzi grezzi su un tornio, praticando prima un foro passante al centro ed espandendolo, da un lato, fino ad una certa profondità.




La ralla si differenzia dalle altre per la presenza di una scanalatura centrale su entrambi i lati, di cui una più profonda dell'altra.
Le colonne dei numeri da applicare sulle ruote formatrici sono stampate specularmente su carta siliconata.
Ritagliamo strisce verticali di numeri con le forbici e le incolliamo sulle ruote di formatura.

Trasferiamo i numeri sulla superficie delle ruote formatrici, facendoli rotolare lungo la suola di un ferro caldo. Di conseguenza, la carta si separa e uno strato di silicone con i numeri aderisce all'anello.


Per proteggere tutte le superfici delle ruote, tranne quelle con i numeri, le ricopriamo con lo smalto.

Leghiamo le ruote a un filo, le posizioniamo sul fondo di un fossato inclinato e le riempiamo con una soluzione di cloruro ferrico per l'incisione per 45 minuti, che rende le ruote attraenti e i numeri contrastanti.


Successivamente, leghiamo le ruote su un mandrino speciale, le stringiamo con un dado e le fissiamo nel mandrino del tornio. Successivamente, elaboriamo il blocco della ruota con carta vetrata e lo lucidiamo con un panno.
Fissiamo le ruote in un supporto speciale e con l'aiuto di una fresatrice facciamo una scanalatura semicircolare con una fresa fino a farla uscire in un grande foro.
Alle estremità delle ruote facciamo 9 rientranze in modo uniforme in un cerchio.


Fissiamo le ruote una ad una sul mandrino e le fissiamo nel mandrino del tornio. Portiamo le zigrinature regolate sulla ruota, le lubrifichiamo con olio e accendiamo la macchina. Una tacca circolare è arrotolata sulla ruota all'estremità con una striscia stretta.


Utilizzare un taglierino per rimuovere le sbavature dall'estremità della tacca.
Eseguiamo fori ciechi da 0,8 mm con un trapano alle estremità delle ruote con una tacca opposta alla scanalatura semicircolare.

Ancora una volta, mettiamo le ruote sul mandrino una per una e applichiamo la vernice nera nei recessi digitali, rimuovendo l'eccesso con una superficie piana, premendola contro la ruota rotante, e poi con un panno morbido.



Parti aggiuntive, assemblaggio e codifica
Utilizzando un mandrino speciale per l'avvolgimento delle molle, montato su un tornio, realizziamo 5 molle simili da filo di acciaio per molle da 0,3 mm.

Per tenere il filo sul mandrino durante l'avvolgimento delle molle, utilizziamo una pinza e per tagliare le estremità utilizziamo delle forbici metalliche.
Per montare le ruote con i numeri, oltre alle molle, avremo bisogno di 5 sfere d'acciaio da 2 mm.

Inseriamo una molla nei fori ciechi delle ruote e la copriamo con una palla sopra.


Quindi leghiamo tutte e 5 le ruote con molle e sfere sull'albero superiore.
Utilizzando filo di acciaio per molle da 0,8 mm su un semplice mandrino, serrato in una morsa, utilizzando pinze e tronchesi, realizziamo un fermo per spremere e trattenere le ruote con i numeri sull'asta.
Inseriamo un'estremità del tappo nella scanalatura all'estremità dell'asta con una pinzetta, premiamo il tappo al centro, quindi il secondo bordo copre saldamente e trattiene tutto ciò che si trova sotto di esso.


Non resta che inserire il secondo lato della serratura a combinazione con le aste in posizione e il dispositivo è pronto per l'uso. Ma per ora la serratura è chiusa, perché è stata impostata una combinazione casuale di numeri. La serie di numeri del codice è determinata dalla posizione degli elementi di bloccaggio sulle ruote ed è esclusiva per ciascuna serratura.


Guarda il video
Masterclass simili

Fare molle con le tue mani

Come realizzare un galletto da un normale bullone e una bottiglia in PET

Come trasformare un bullone in un simpatico coltellino da caccia souvenir

Macchina autocentrante per trapano

Come praticare con precisione un foro laterale in un pezzo rotondo

Come realizzare coperture per morse morbide e rimovibili
Particolarmente interessante






Commenti (2)
