Kaip pataisyti sugedusį krumpliaračio dantį

Ankstesnių gamybos metų mechanizmuose (staklėse, pavarų dėžėse, pavarose) krumpliaračiai ir krumpliaračiai dažnai buvo gaminami iš pilkojo ketaus, kuris, esant mažoms ir vidutinėms apkrovoms, nebuvo prastesnis už plieno kolegas, o geležies liejimo procesas buvo paprastesnis. ir pigiau nei plienas.
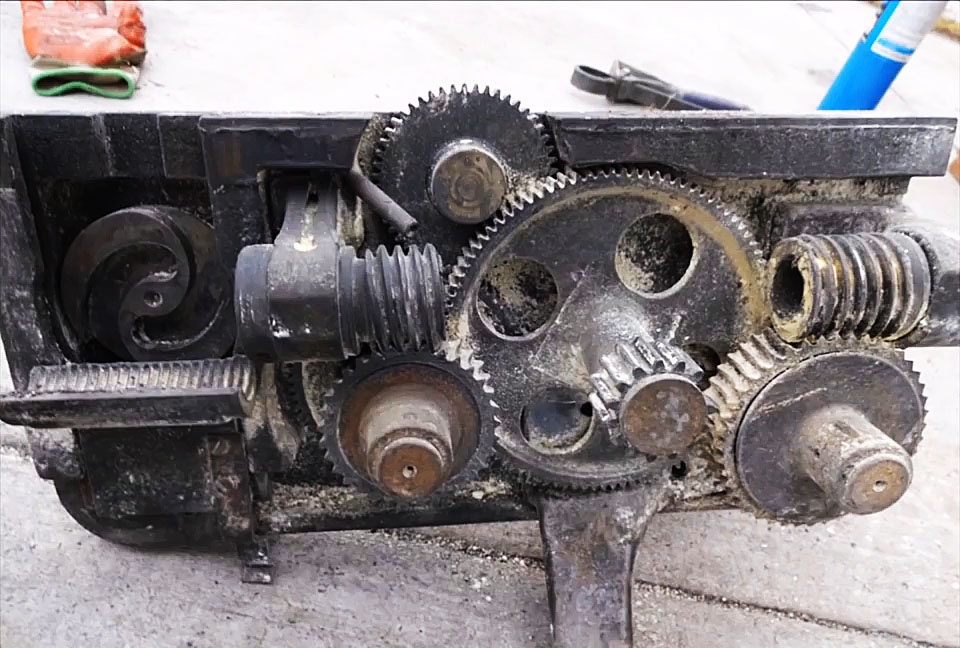
Tačiau ketus yra trapus, o pavarose ir pavarose, staigiai pasikeitus apkrovai ar jos padidėjimui, sugedo dantys ir sugedo visas mechanizmas. Žinoma, krumpliaratį ar krumpliaratį su trūkstamu dantimi vertėtų pakeisti nauju gaminiu, o tai ne visada įmanoma. Tada belieka bandyti dantį atkurti kitu būdu.

Vienas iš variantų yra susijęs su mechaniniu lūžusio danties vietos paruošimu, pagal stiprumą ir kitas charakteristikas tinkamos medžiagos padengimu bei dangos apdorojimu, kol gaunamas naujas tikslios geometrijos dantis.
Reikalinga įranga, prietaisai ir medžiagos
Darbui mums reikia:
- šlifuoklis ir mini gręžtuvas (gręžtuvas);
- deguonies-acetileno suvirinimo degiklis;
- erkės;
- plaktuvas (matavimo galvutė);
- tekinimo staklės;
- švitrinis popierius;
- velenas su veržle ir vamzdiniu atrama krumpliaračio ir krumpliaračio blokui;
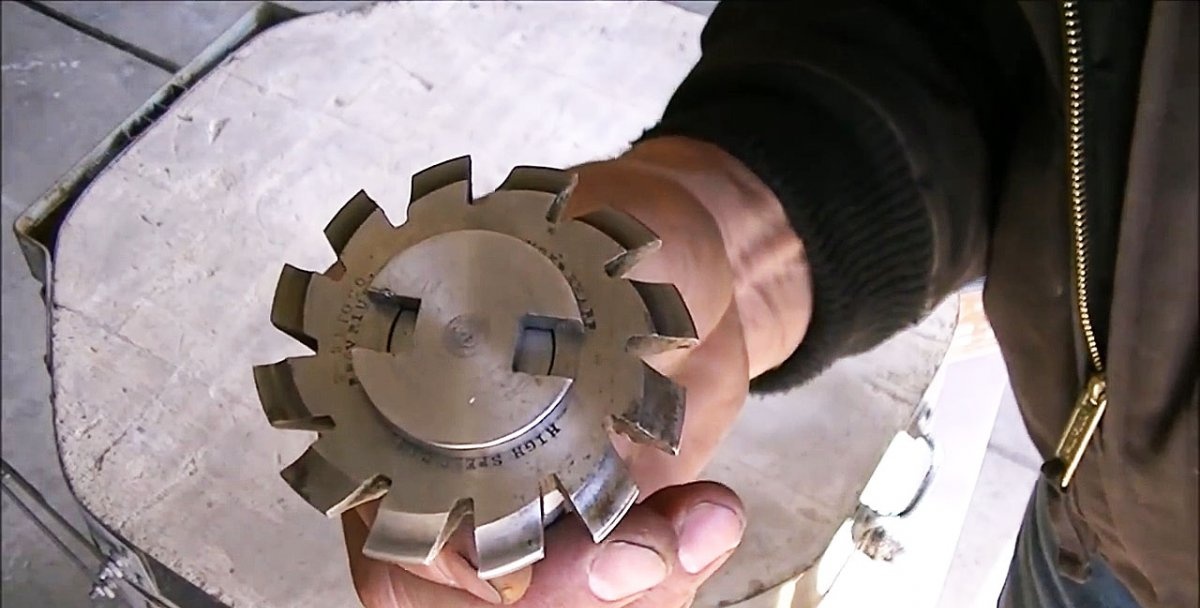
- pjoviklis ertmės profiliui tarp dantų formuoti;
- pjaustytuvo ašis su iki galo rankena;
- frezavimo staklės su dalijimo galvute;
- matavimo prietaisas (apkabos, mikrometras) ir kt.
Norėdami užpildyti tarpą tarp dviejų gretimų nepažeistų dantų, palyginti su nulūžusiu dantimi, mums reikia:
- silicio (silikono) bronzos strypas;
- srautas (pagrindinė dalis: boraksas su maža magnio priemaiša);
- stiklo pluošto suvirinimo antklodė;
- skudurų, medžiaginių servetėlių ir kt.
Sugedusio danties atkūrimo procesas
Jį sudaro trys etapai:
- Vietos paruošimas ir tarpo tarp dviejų gretimų nepažeistų dantų užpildymas (plombavimas) trūkstamo dantų atžvilgiu.
- Gaminame krumpliaračio pjaustytuvo laikiklį ir ašį, skirtą krumpliaračio ir reduktoriaus tvirtinimui ant mašinos apdirbimo metu.
- Danties profilio formavimas specialiu pjaustytuvu iš abiejų pusių pašalinant nusėdusią medžiagą.
Litavimo vietos paruošimas

Kadangi pilkąjį ketų sunku apdirbti mechaniškai, to padaryti su mini grąžtu beveik neįmanoma. Nulūžusį dantį geriau ir greičiau šlifuoti šlifuokliu.
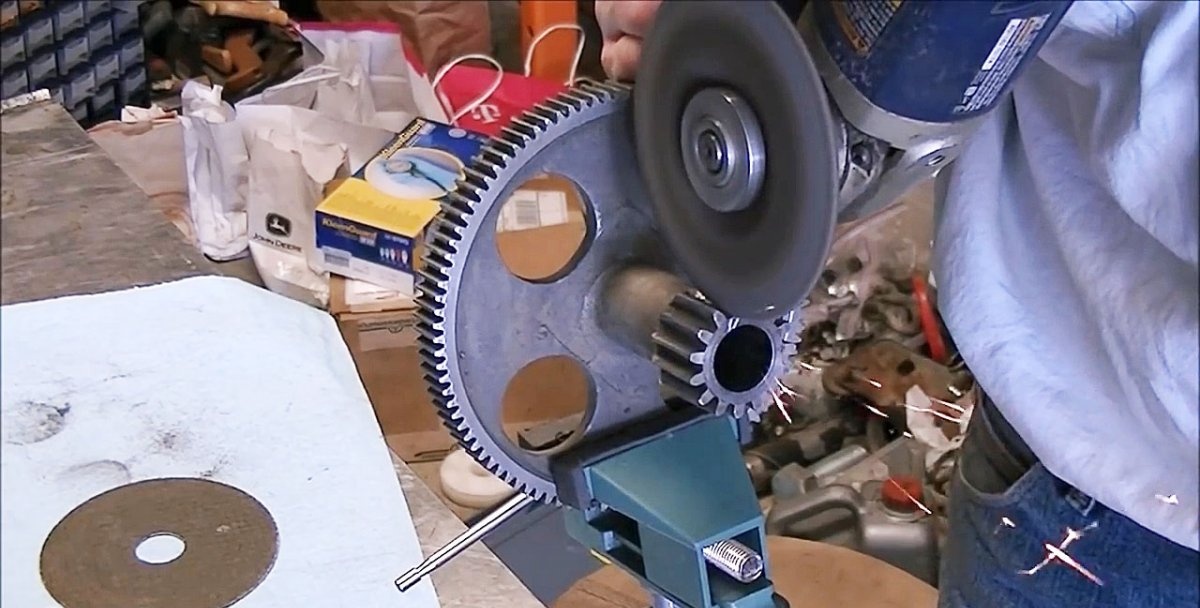
Pabaigoje galite grąžtu grubinti pagrindą. Taip bus užtikrintas stipresnis suvirintos medžiagos ir ketaus sujungimas.


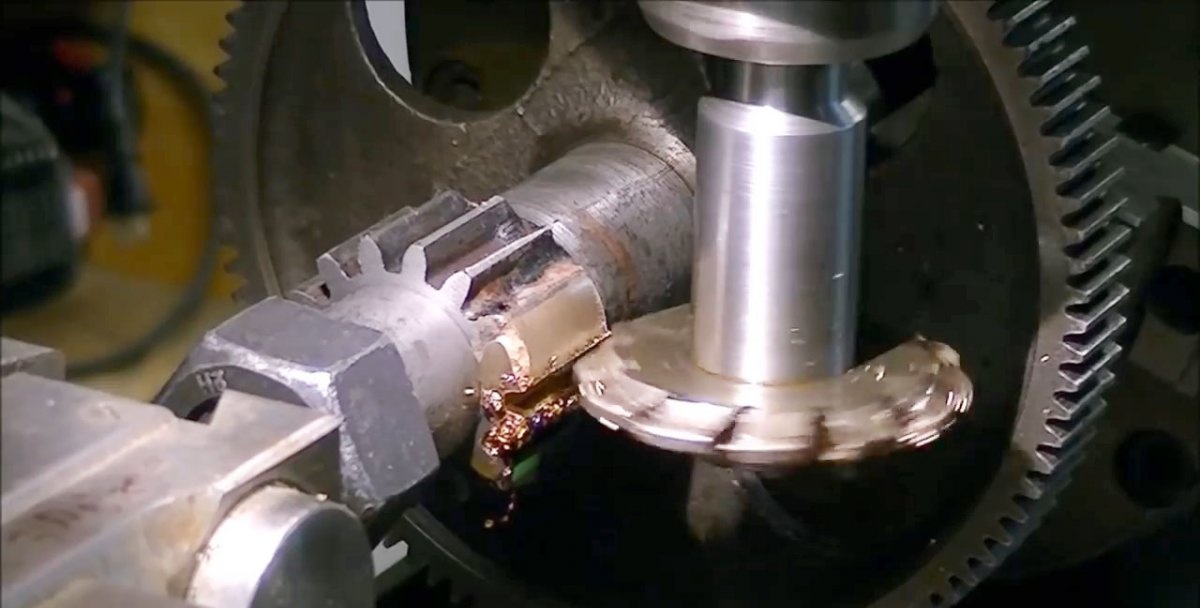
Terminis litavimo procesas
Pradedama nuo kruopštaus ir vienodo litavimo vietos ir gretimų pavaros dalių kaitinimo naudojant dujų-acetileno degiklį. Priešingu atveju padidėja įtrūkimų atsiradimo ketaus dalyje tikimybė.
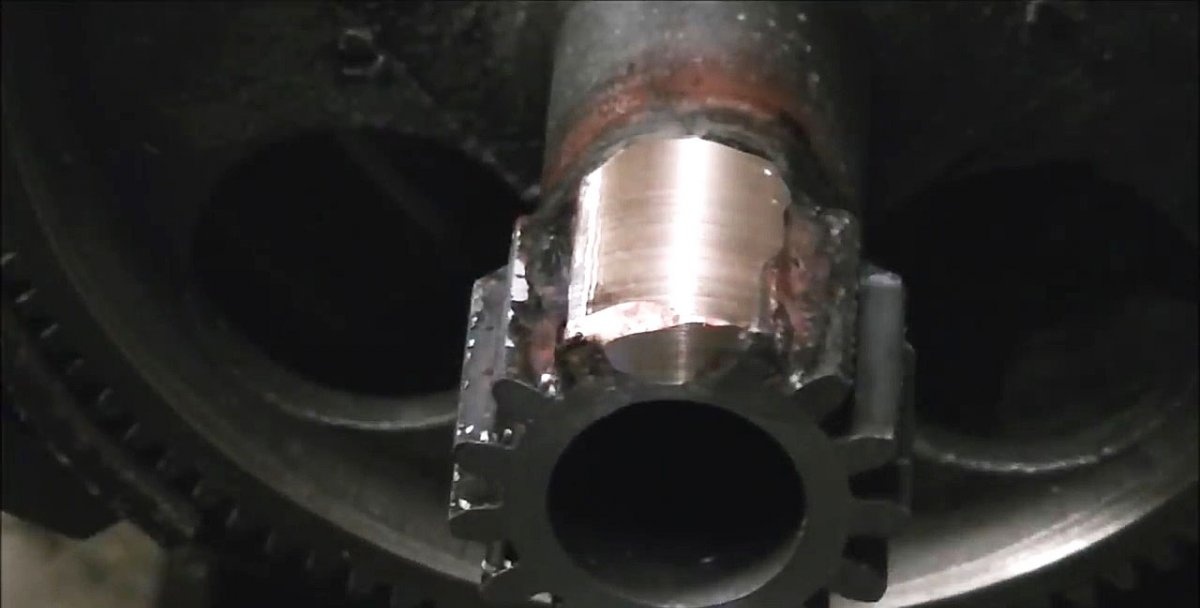
Tada litavimo vieta ir šiek tiek silicio (silikoninio) bronzos strypas pašildomi iki raudonumo, kuris po kaitinimo nuleidžiamas į indą su srautu, kurį daugiausia sudaro boraksas, pridedant nedidelį kiekį magnio.
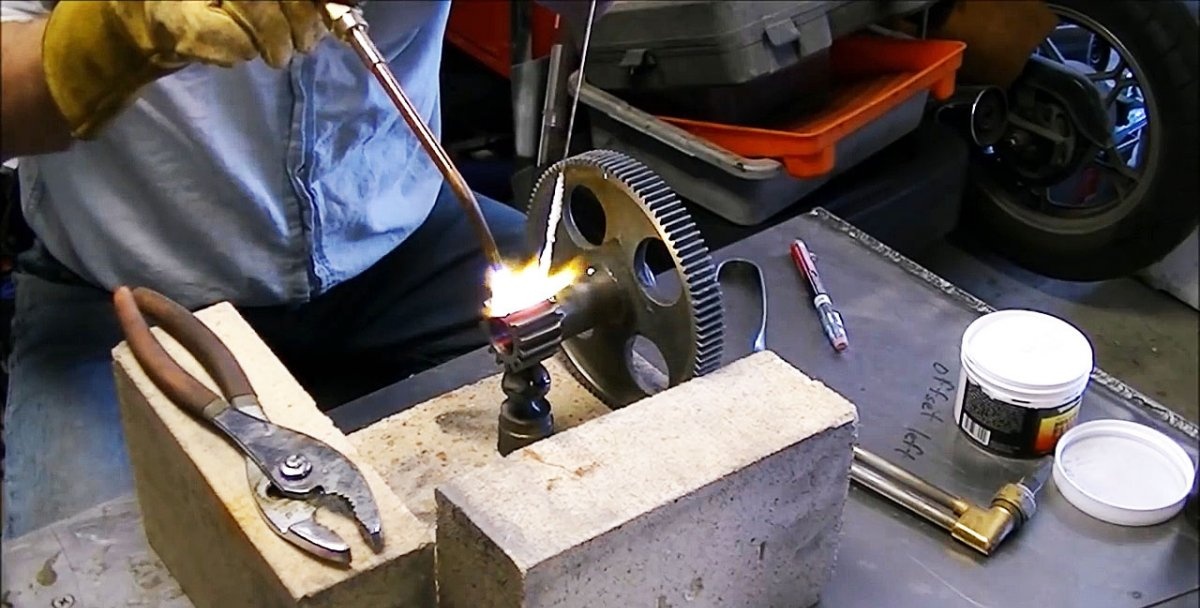
Tada ant ertmės uždedamas silikoninis bronzinis strypas, padengtas srautu, ir išlydomas naudojant acetileno degiklio liepsną. Ši operacija tęsiama tol, kol silicio bronzos lydmetalis užpildo visą ertmę tarp gretimų nepažeistų dantų.
Šio etapo pabaigoje, kad dėl greito aušinimo nesutrūkinėtų litavimas, restauruojamą detalę uždengiame stiklo pluošto suvirinimo antklode ir paliekame, kol pamažu atvės reikiamą laiką.

Lituoto krumpliaračio galo apdirbimo procesas
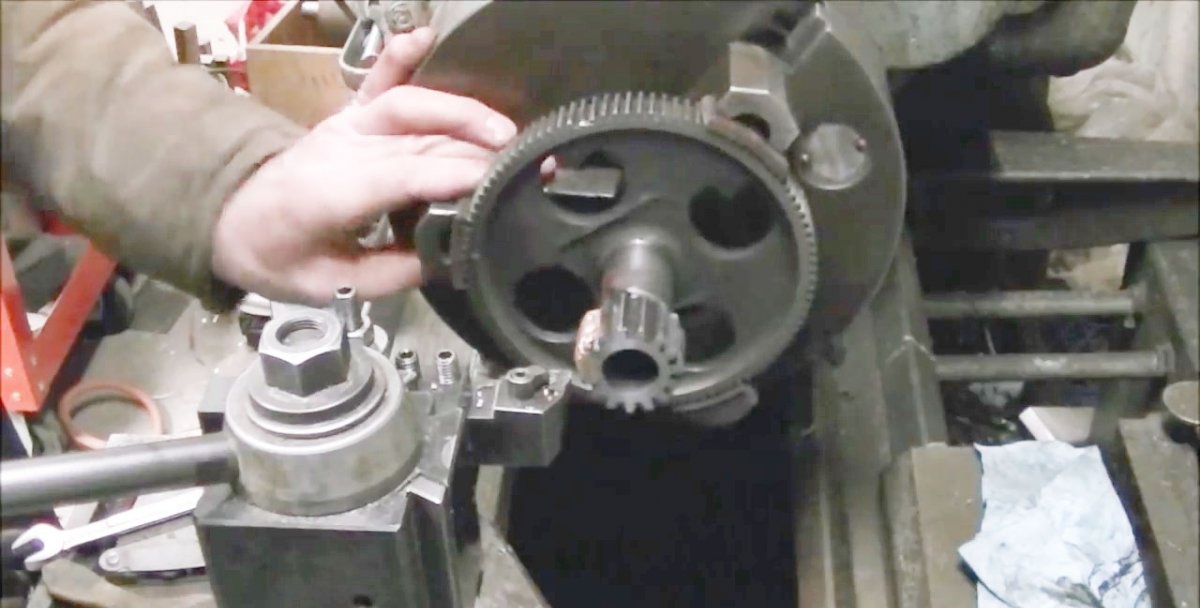
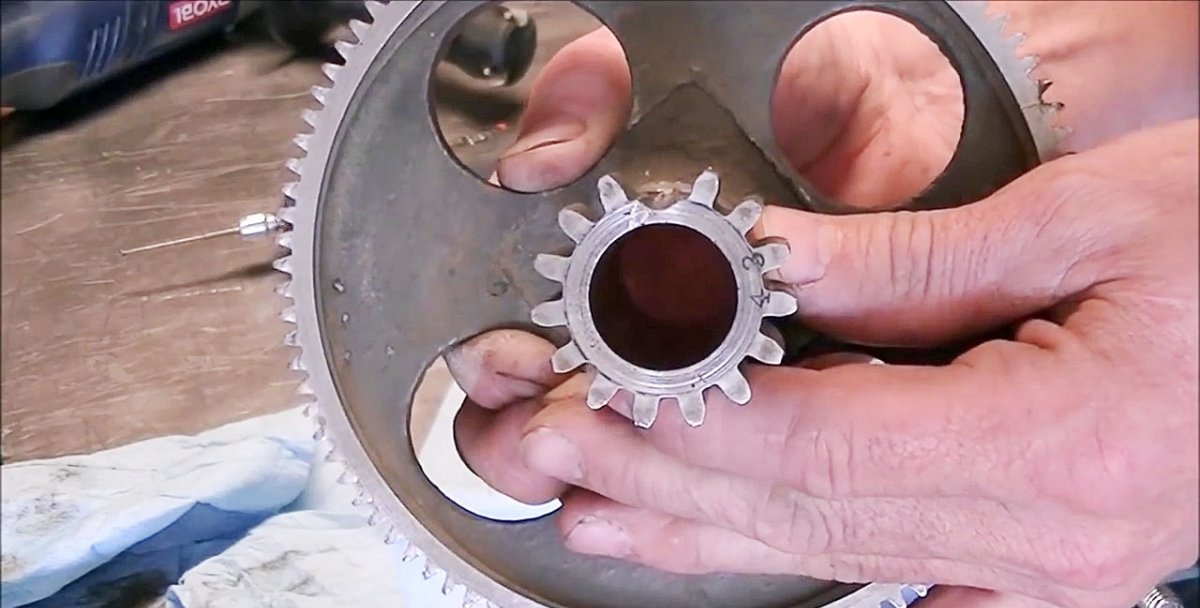
Įspaudžiame krumpliaratį į tekinimo staklės griebtuvą ir matavimo galvute nustatome bloką su minimaliu leistinu išbėgimu, prireikus plaktuku išmušdami krumpliaratį iš vienos ar kitos pusės.
Tada pjaustytuvais pašaliname už krumpliaračio galų išsikišusius litavimo karoliukus. Tekinimo pabaigoje apdirbimo vietas šlifuojame švitriniu popieriumi.


Bloko ir pjaustytuvo paruošimas darbui

Krumpliaratį ir krumpliaračių bloką dedame ant tekinimo staklių ant iš anksto paruoštos ašies, priverždami veržlę ir cilindrinį atramą.

Norėdami pagaminti pjaustytuvo laikiklį, paimame tam tikro ilgio plieninį strypą, kurio skersmuo yra šiek tiek didesnis nei įrankio tvirtinimo anga. Įspaudžiame jį į tekinimo griebtuvą ir pirmiausia centravimo grąžtu iš vieno galo išgręžiame nedidelę skylutę, kurią po to sukamuoju grąžtu išplečiame iki reikiamo dydžio.
Tada pritvirtiname čiaupą mašinos galinėje dalyje ir įkišame į angą strypo gale.Perkeliame galvutę atgal ir nupjauname siūlą rankiniu būdu, sukdami čiaupą švaistikliu. Į gautą sriegį įsukame naminį varžtą su plokščia cilindrine galvute ir dviem simetriškai išdėstytomis stačiakampėmis išpjovomis strypo centro atžvilgiu, kad būtų galima suimti specialiu raktu.

Tada strypą baigiame kitoje pusėje ir sumalame iki reikiamo ilgio, kad atitiktų frezavimo staklių veleno skersmenį. Atliekame tekinimą, periodiškai tikrindami skersmenį, kad neatsipalaiduotų dydis. Pabaigoje apsisukimo vietą nušlifuojame švitrinio popieriaus juostele ir nuvalome šluoste.
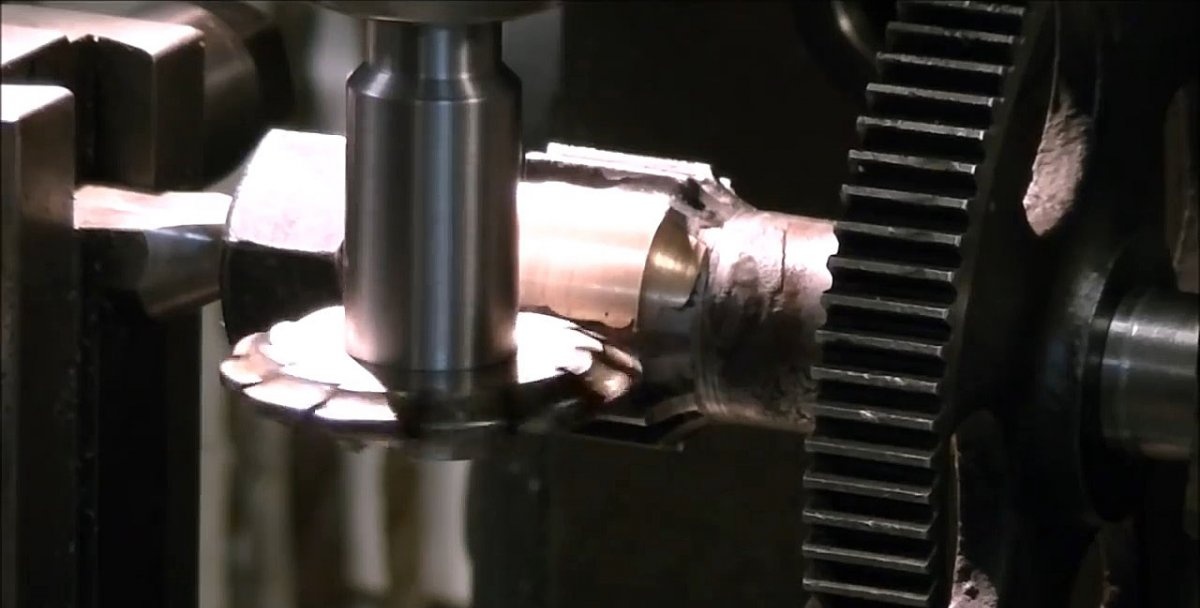
Dantų profilio formavimas
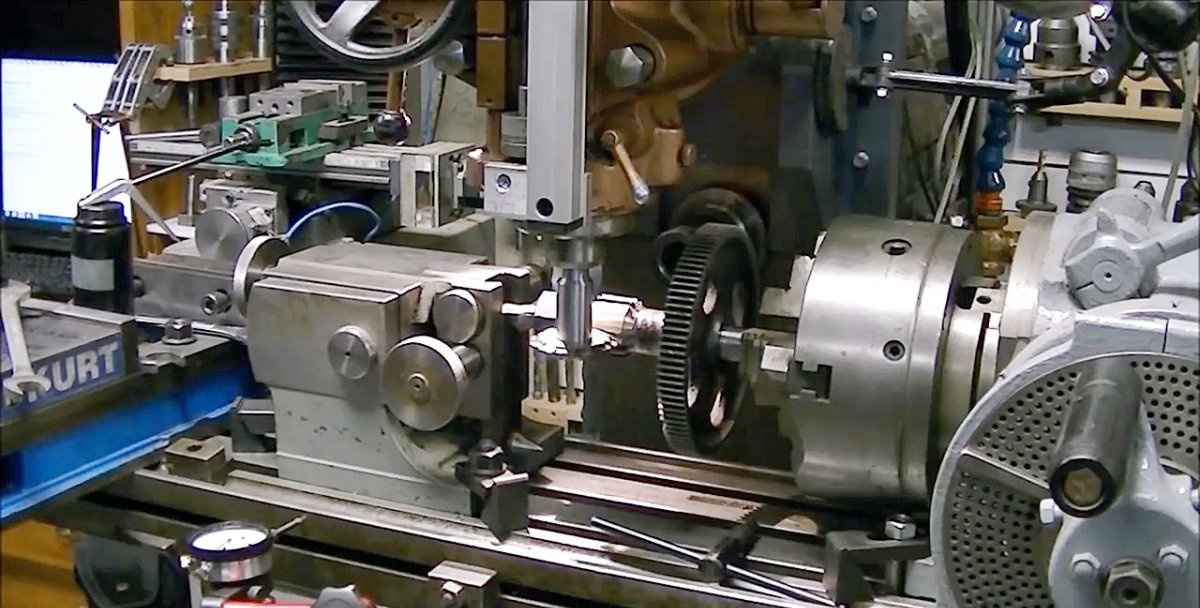
Frezavimo staklės suklyje pritvirtiname pjaustytuvo laikiklį ir šlifuojame strypą iki frezos skylės dydžio, periodiškai matuodami skersmenį mikrometru. Pabaigoje griovelį nušlifuojame švitriniu popieriumi ir nuvalome skudurėliu.
Uždedame pjaustytuvą ant laikiklio ir gale pritvirtiname tvirtinimo varžtu, pirmiausia ranka, o gale specialiu raktu su švaistikliu. Ant frezavimo staklių darbinio stalo montuojame skirstomąją galvutę ir galinę atramą. Tarp jų suspaudę idealiai tiesų plieninį strypą, sulygiuojame šiuos mazgus, kad būtų užtikrintas maksimalus koaksialumas vertikalioje ir horizontalioje plokštumose. Norėdami tai padaryti, mes naudojame matavimo galvutes ir pakoreguojame uodegos padėtį skirstymo galvutės atžvilgiu. Po išlyginimo šie mazgai tvirtai pritvirtinami prie frezavimo staklių stalo.
Svarbiausia operacija yra tikslus pjaustytuvo sureguliavimas atkuriamos krumpliaračio atžvilgiu. Norėdami tai padaryti, naudojame suportą, mikrometrą ir metalinę liniuotę.
Galvos charakteristikas padaliname iš dantų skaičiaus ir gauname rankenos apsisukimų skaičių 1 dantukui. Paprastai rezultatas yra trupmeninis skaičius. Tada ši reikšmė randama daliklio apskritime.
Dabar galite įjungti frezavimo staklių veleną ir pradėti formuoti vieną iš restauruojamo danties ertmių. Geriau tai padaryti 2-3 kartus, kad nepažeistumėte dangos. Formuojant dantį būtina iš frezos pašalinti nupjautos medžiagos daleles ir sutepti įrankį. Toliau pjaustytuvą atitraukiame ir dalijimo galvute sukame krumpliaratį lygiai per žingsnį ir pakartojame ankstesnę operaciją.


Vienas užrašas
Kodėl danties formavimui ant ketaus krumpliaračio naudoti silicio bronzą? Ar ne saugiau ertmę tarp dantų suvirinti ketaus elektrodu, o paskui apdirbti krumpliaračiu?
Jei tai padarysite, dėl aukštos temperatūros ketus „išbalina“ ir sukuria vietas, kurių apdirbti praktiškai neįmanoma. Silikoninė bronza savo stiprumu panaši į pilkąjį ketų, o tempimo stipriu dar didesnė. Tuo pačiu metu jo apdorojimas, kaip matėme, visai nėra sunkus.
Žiūrėti video įrašą
Panašios meistriškumo klasės

Kaip atkurti perdegusį grąžtą konvertuojant jį iš 220 V į 12 V

Kaip atkurti plastikinę pavarą

Kaip paskirstymo pavarą paversti visaverčiu medienos pjaustytuvu

Visiškai išardykite krūmapjovės pavarų dėžę, kad pašalintumėte susidėvėjusius produktus

Plastikinių krumpliaračio dantų atstatymas raižant

Kaip pjauti ir pagaląsti naujus dantis ant seno pjūklo
Ypatingai įdomu






Komentarai (16)
