Aliuminio ir vario vielos litavimo sruogos
Taigi, pakalbėkime apie tai, kaip lituoti aliuminį. Tie, kurie susidūrė su šia užduotimi, žino, kad aliuminį sunku lituoti. Taip yra dėl plonos oksido plėvelės, kuri greitai susidaro ant šio metalo paviršiaus atvirame ore. Todėl aliuminio litavimui naudojami specialūs srautai. Aliuminio litavimo procesą pademonstruosiu vielos skardinimo ir litavimo vijų pavyzdžiu.
Montuojant elektros laidus visada pirmenybę teikiu litavimo jungtims. Manau, kad šis metodas užtikrina geresnį elektrinį kontaktą, palyginti su įprastu laidų sukimu, jų nelituojant ir nesuspaudžiant į movą ar antgalį.

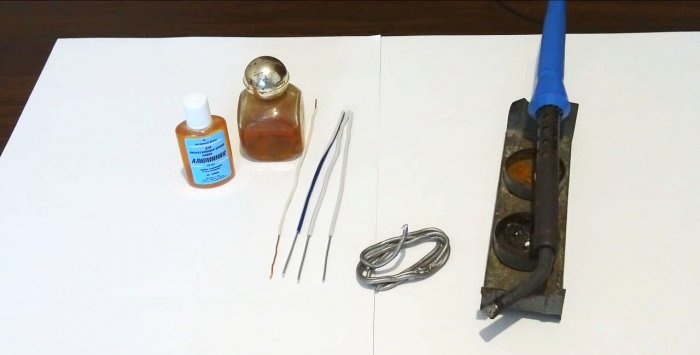
Mums reikės:
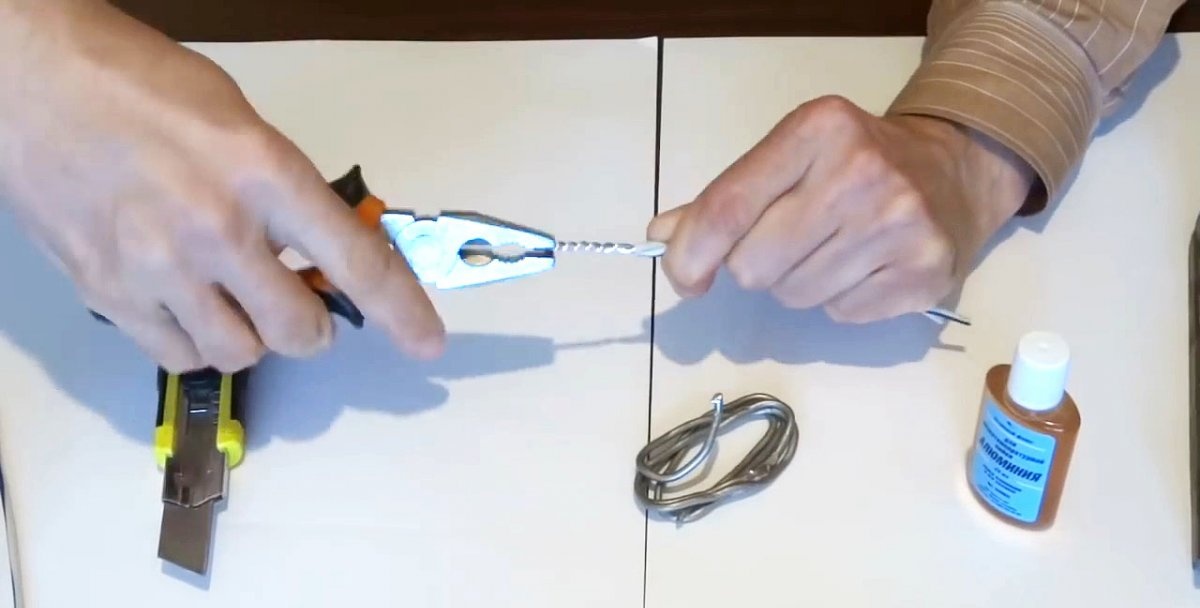
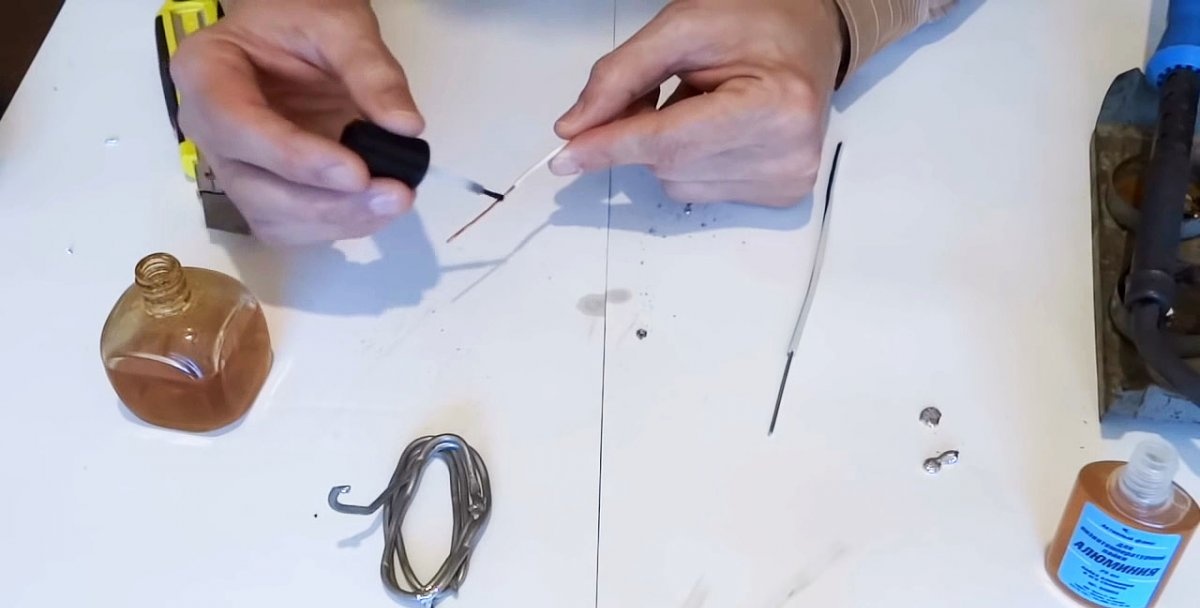
Pradėkime nuo susuktų aliuminio laidų litavimo.Prieš sukdami laidus, turite įsitikinti, kad aliuminio laidų paviršius yra švarus. Priešingu atveju vielą reikia nuimti peiliu. Vielos paviršius turi būti šviesiai sidabrinis, o ne tamsiai pilkas.
Susukame replėmis.
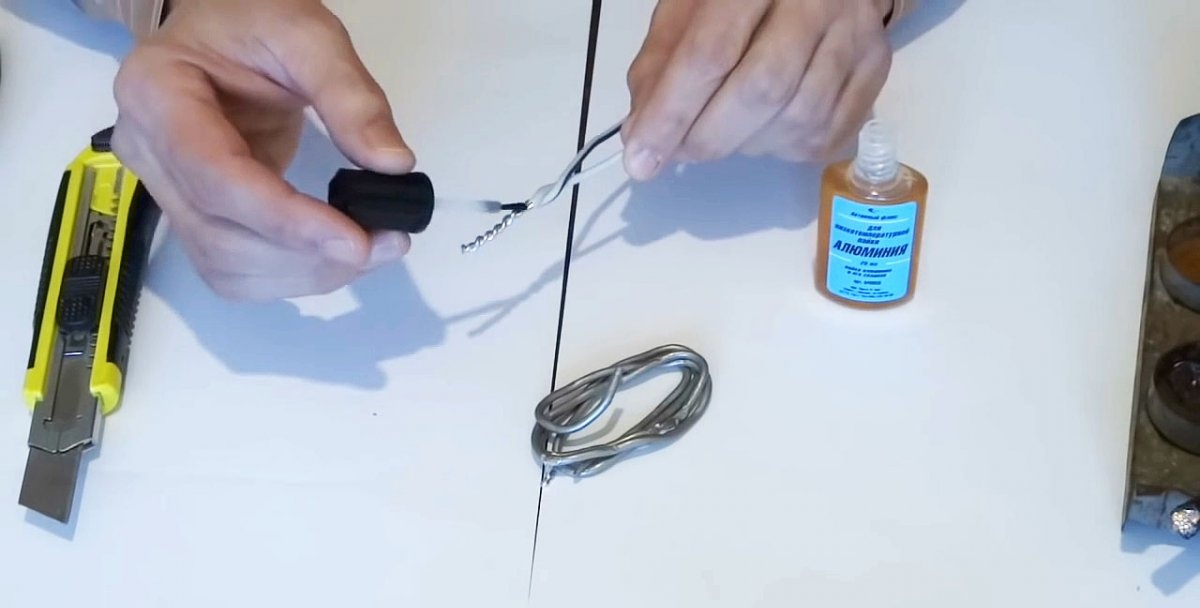
Aliuminio litavimui naudojame specialų srautą. Jis gali turėti konkretų prekės ženklą F-61A, F-59A, F-64 ir tt arba tiesiog vadinamas „aliuminio litavimo srautu“. 25 ml buteliukas kainuoja maždaug 45 rublius ir užteks ilgam.

Naudodami šepetį, plonu fliuso sluoksniu užtepkite susuktą iš visų pusių.
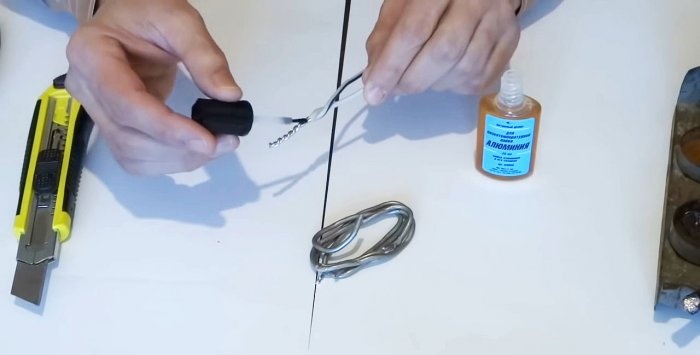
Lengvai paliesdami sušlapinkite lituoklio antgalį, įkaitintą iki darbinės temperatūros, lituokliu. Glostydami posūkį antgalio darbiniu paviršiumi, ant jo užtepkite litavimo.

Lydmetalis ir aliuminis yra panašios spalvos, tačiau tai netrukdo stebėti, kaip lydmetalis pasiskirsto laidų paviršiumi, užpildydamas tarpus tarp jų. Nereikėtų persistengti su lydmetalio kiekiu, pakanka plono sluoksnio ant aliuminio paviršiaus, reikėtų vengti sušalusių lašų.

Lygiai taip pat lituoju varines sruogas, tik srautas šiuo atveju yra kanifolijos tirpalas acetone. Ją ruošiu taip. Į butelį supilu apie 30 ml acetono ir palaipsniui įpilu kanifolijos, anksčiau susmulkintos į miltelius. Maišant pasiekiau visišką kanifolijos ištirpimą. Dėl to tirpalas turėtų įgyti silpnos arbatos spalvą. Fliusą tepu ir šepetėliu, kanifolijos sunaudojama nežymiai, o dėl acetono sklandumo tirpalas prasiskverbia į mažiausius plyšelius. Jei naudojate neištirpusią kanifoliją, ji neveikia taip tvarkingai, tada perteklių reikia pašalinti.

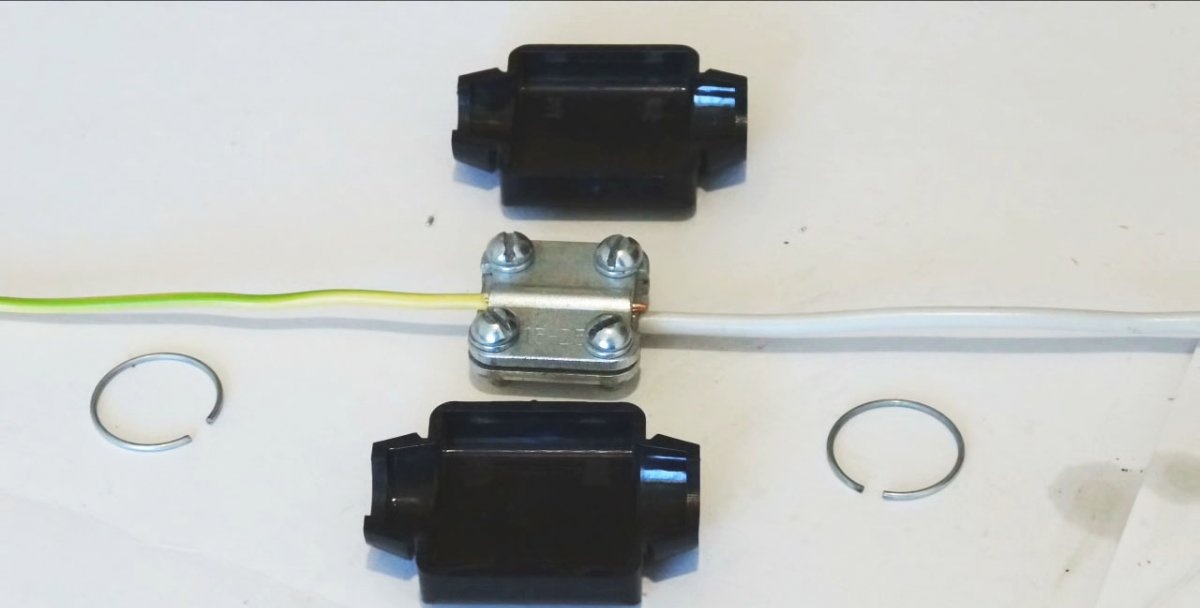
Įrengiant elektros laidus draudžiama tiesiogiai jungti laidus su srovės laidininkais iš vario ir aliuminio. Dėl elektrocheminių procesų šių metalų sąsajoje susidaro oksido plėvelė, kuri padidina kontaktinį atsparumą. Drėgmės buvimas suaktyvina reakciją. Dėl to sandūra pradeda kaisti, o tai dar labiau pagreitina korozijos procesą. Varis ir aliuminis yra sujungti per trečiąjį metalą. Paprastai naudojama varžtinė jungtis su plienine poveržle, sumontuota tarp laidų, arba specialiais spaustukais, kurie neleidžia tiesioginiam laidų kontaktui.


Jei reikia prijungti laidus variniais ir aliuminio laidininkais, elgiuosi taip.

Varinius ir aliumininius laidus, kuriuos reikia sujungti, iš anksto nuskinu, tai yra padengiu plonu litavimo sluoksniu.

Tuo pačiu metu kiekvienam metalui naudoju skirtingą srautą, tačiau naudoju tą patį lydmetalį. Po to susuku laidus ir sulituoju posūkį išorėje. Dėl to variniai ir aliuminio laidai sujungiami per juos skiriantį litavimo sluoksnį. Alavas ir švinas, esantys lydmetalyje, yra chemiškai neutralūs variui ir aliuminiui, o tai pašalina elektrocheminės korozijos atsiradimą. Išorinis litavimo sluoksnis, užteptas ant sukimo, sandarina kontaktą ir apsaugo jį nuo išorinių poveikių.

Kartais galima išgirsti nuomonę, kad litavimo posūkiai kelia potencialų pavojų. Manoma, kad perkaitus posūkiui lydmetalis išsilydo ir varvėdamas pažeidžia kitų laidų izoliaciją. Išsiaiškinkime tai.
Pats posūkis, ypač lituojant, suteikia elektros kontakto plotą, kuris kelis kartus didesnis už pagrindinio laido skerspjūvį.Tai reiškia, kad perkrovus elektros instaliaciją, posūkio įkaitimas bus minimalus. Tokiu atveju viela perkais per visą ilgį, todėl izoliacija gali ištirpti daug anksčiau nei lydmetalis. Šios situacijos priežastis yra ne sukimas ar litavimas, o grandinės pertraukiklio nebuvimas arba neteisingas jo pasirinkimas.
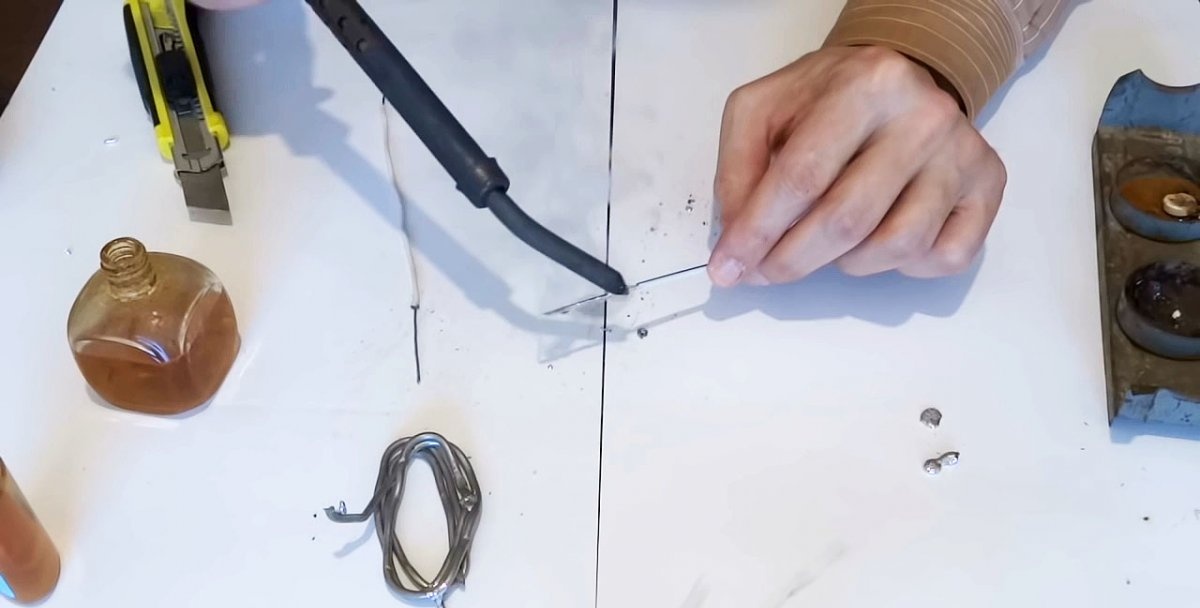
Kalbant apie „ardomąjį“ išlydyto lydmetalio poveikį, litavimo metu galite įsitikinti, kad jo lašai, netyčia nukritę nuo lituoklio antgalio, net neperdegs per laikraštį ant stalo.
Atliekant litavimą, laikykitės pagrindinių saugos taisyklių. Darbas su elektriniu lituokliu yra susijęs su šiais pavojais:
Montuojant elektros laidus visada pirmenybę teikiu litavimo jungtims. Manau, kad šis metodas užtikrina geresnį elektrinį kontaktą, palyginti su įprastu laidų sukimu, jų nelituojant ir nesuspaudžiant į movą ar antgalį.

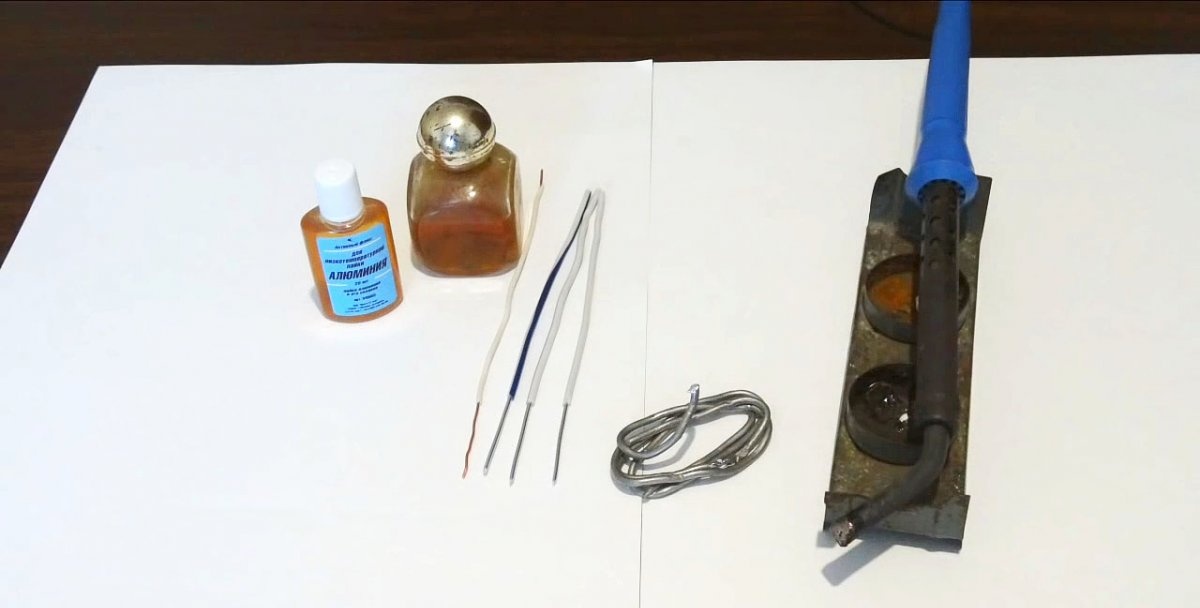
Reikalingi įrankiai ir medžiagos
Mums reikės:
- įprastas 40 vatų lituoklis;
- peilis laidams nuimti ir nuimti;
- fliusas aliuminio litavimui (F-61A, F-59A, F-64 ir kt.);
- kanifolijos tirpalas acetone arba alkoholyje;
- švino-alavo lydmetalis;
- 2,5 - 4 kvadratinių metrų skerspjūvio aliuminio ir vario laidų apipjaustymas. mm.
Pradėkime lituoti
Susuktų aliuminio laidų litavimas
Pradėkime nuo susuktų aliuminio laidų litavimo.Prieš sukdami laidus, turite įsitikinti, kad aliuminio laidų paviršius yra švarus. Priešingu atveju vielą reikia nuimti peiliu. Vielos paviršius turi būti šviesiai sidabrinis, o ne tamsiai pilkas.
Susukame replėmis.
Aliuminio litavimui naudojame specialų srautą. Jis gali turėti konkretų prekės ženklą F-61A, F-59A, F-64 ir tt arba tiesiog vadinamas „aliuminio litavimo srautu“. 25 ml buteliukas kainuoja maždaug 45 rublius ir užteks ilgam.

Naudodami šepetį, plonu fliuso sluoksniu užtepkite susuktą iš visų pusių.
Lengvai paliesdami sušlapinkite lituoklio antgalį, įkaitintą iki darbinės temperatūros, lituokliu. Glostydami posūkį antgalio darbiniu paviršiumi, ant jo užtepkite litavimo.
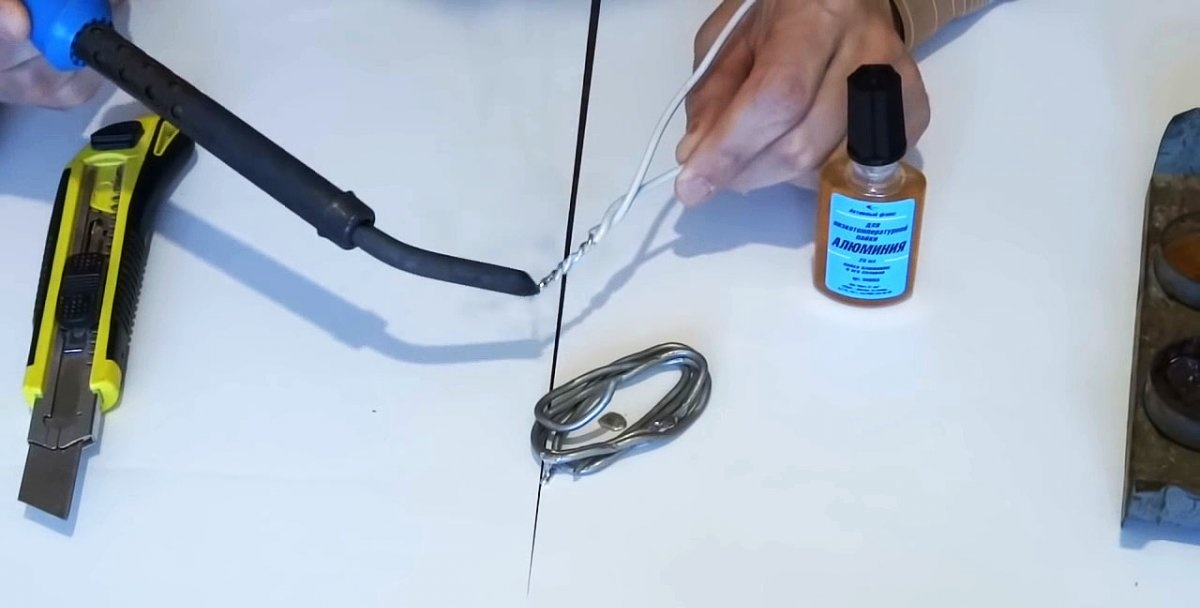
Lydmetalis ir aliuminis yra panašios spalvos, tačiau tai netrukdo stebėti, kaip lydmetalis pasiskirsto laidų paviršiumi, užpildydamas tarpus tarp jų. Nereikėtų persistengti su lydmetalio kiekiu, pakanka plono sluoksnio ant aliuminio paviršiaus, reikėtų vengti sušalusių lašų.
Litavimo vario sukimas

Lygiai taip pat lituoju varines sruogas, tik srautas šiuo atveju yra kanifolijos tirpalas acetone. Ją ruošiu taip. Į butelį supilu apie 30 ml acetono ir palaipsniui įpilu kanifolijos, anksčiau susmulkintos į miltelius. Maišant pasiekiau visišką kanifolijos ištirpimą. Dėl to tirpalas turėtų įgyti silpnos arbatos spalvą. Fliusą tepu ir šepetėliu, kanifolijos sunaudojama nežymiai, o dėl acetono sklandumo tirpalas prasiskverbia į mažiausius plyšelius. Jei naudojate neištirpusią kanifoliją, ji neveikia taip tvarkingai, tada perteklių reikia pašalinti.

Susukta varinė ir aliuminio viela
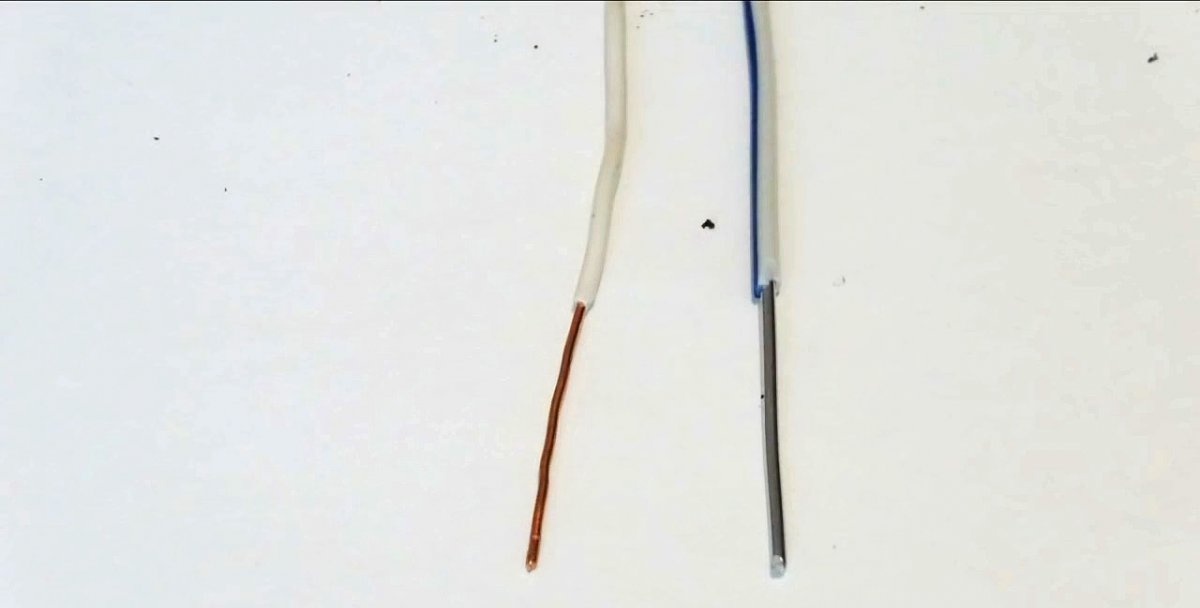
Įrengiant elektros laidus draudžiama tiesiogiai jungti laidus su srovės laidininkais iš vario ir aliuminio. Dėl elektrocheminių procesų šių metalų sąsajoje susidaro oksido plėvelė, kuri padidina kontaktinį atsparumą. Drėgmės buvimas suaktyvina reakciją. Dėl to sandūra pradeda kaisti, o tai dar labiau pagreitina korozijos procesą. Varis ir aliuminis yra sujungti per trečiąjį metalą. Paprastai naudojama varžtinė jungtis su plienine poveržle, sumontuota tarp laidų, arba specialiais spaustukais, kurie neleidžia tiesioginiam laidų kontaktui.

Jei reikia prijungti laidus variniais ir aliuminio laidininkais, elgiuosi taip.

Varinius ir aliumininius laidus, kuriuos reikia sujungti, iš anksto nuskinu, tai yra padengiu plonu litavimo sluoksniu.
Tuo pačiu metu kiekvienam metalui naudoju skirtingą srautą, tačiau naudoju tą patį lydmetalį. Po to susuku laidus ir sulituoju posūkį išorėje. Dėl to variniai ir aliuminio laidai sujungiami per juos skiriantį litavimo sluoksnį. Alavas ir švinas, esantys lydmetalyje, yra chemiškai neutralūs variui ir aliuminiui, o tai pašalina elektrocheminės korozijos atsiradimą. Išorinis litavimo sluoksnis, užteptas ant sukimo, sandarina kontaktą ir apsaugo jį nuo išorinių poveikių.

Kartais galima išgirsti nuomonę, kad litavimo posūkiai kelia potencialų pavojų. Manoma, kad perkaitus posūkiui lydmetalis išsilydo ir varvėdamas pažeidžia kitų laidų izoliaciją. Išsiaiškinkime tai.
Pats posūkis, ypač lituojant, suteikia elektros kontakto plotą, kuris kelis kartus didesnis už pagrindinio laido skerspjūvį.Tai reiškia, kad perkrovus elektros instaliaciją, posūkio įkaitimas bus minimalus. Tokiu atveju viela perkais per visą ilgį, todėl izoliacija gali ištirpti daug anksčiau nei lydmetalis. Šios situacijos priežastis yra ne sukimas ar litavimas, o grandinės pertraukiklio nebuvimas arba neteisingas jo pasirinkimas.
Kalbant apie „ardomąjį“ išlydyto lydmetalio poveikį, litavimo metu galite įsitikinti, kad jo lašai, netyčia nukritę nuo lituoklio antgalio, net neperdegs per laikraštį ant stalo.
Išvada
Atliekant litavimą, laikykitės pagrindinių saugos taisyklių. Darbas su elektriniu lituokliu yra susijęs su šiais pavojais:
- elektros smūgis, jei jis sugenda (fazės gedimas ant korpuso ir lituoklio antgalio);
- galimybė nudegti (švino-alavo lydmetalių lydymosi temperatūra yra apie 200°C).
Žiūrėti video įrašą
Panašios meistriškumo klasės






Ypatingai įdomu






Komentarai (22)
