DIY failų pjaustytuvas
Dildė, ypač sena sovietinė, yra pagaminta iš kieto plieno, todėl pavertus ją puikia pjaustykle, ašmenys gerai laikys kraštą. Visa bėda ta, kad dėl savo kietumo dildė sunkiai apdorojama, todėl jei nežinote kai kurių techninių aspektų, toks projektas pareikalaus daug laiko ir abrazyvinių medžiagų. Pažiūrėkime, kaip teisingai ir greitai padaryti failų pjaustytuvą.

Plačiausia failo dalis yra ties koteliu, todėl geriausia naudoti šią. Tuo pačiu metu nupjaunamas kotas, o dildė dedama į kalvę, kur ji įkaitinama iki raudonumo ir paliekama joje atvėsti.

Tai leis metalui išsilaisvinti, pakeisdama jo vidinę struktūrą, todėl apdirbimui bus minkštesnė.

Ant popieriaus lapo nubraižomas viso masto ašmenų eskizas ir išpjaunamas.
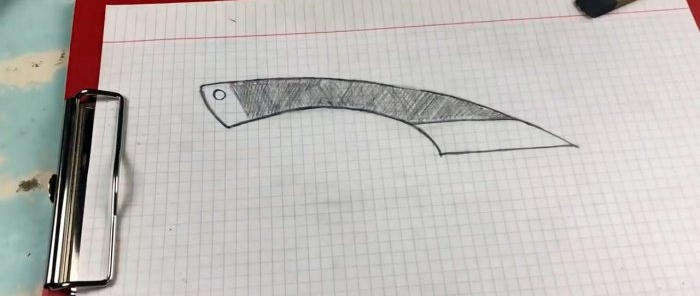
Gautas šablonas tepamas ant atvėsusios dildės ir išilgai kontūro užpildomas aerozoliniais dažais.Tai leidžia tiksliai perkelti kontūrus į ruošinį, nes įprastas žymeklis pasklinda, kai brėžiamas išilgai įpjovų.

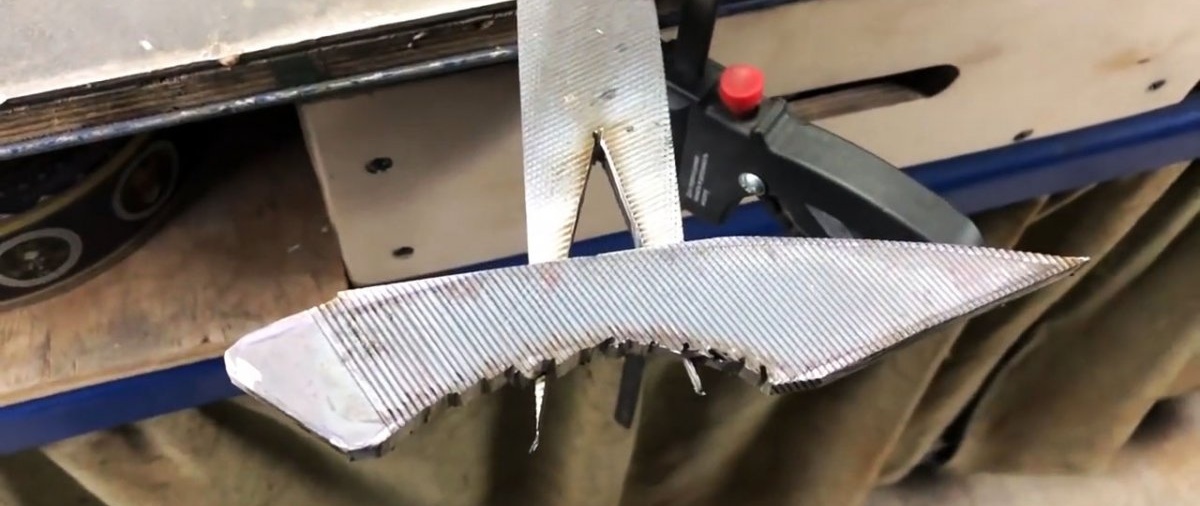
Toliau kontūrinis peilis išpjaunamas iš dildės, naudojant šlifuoklį.


Tada grubus ruošinys apdorojamas juostiniu šlifuokliu.

Jei pjaustytuve planuojamos skylės, jas reikia gręžti, kol ji dar nėra aštri ir sukietėjusi. Tada ašmenų kraštas, kur turėtų būti ašmenys, yra visiškai nubrėžtas žymekliu. Gautame fone reikia subraižyti centrinę liniją, išilgai kurios bus nubrėžti nusileidimai.

Ašmenų nuolydžiai šlifuojami juostiniu šlifuokliu akimis arba naudojant specializuotą įrenginį, kuris leis tiksliai išlaikyti reikiamą kampą.



Po nusileidimų reikia atlikti grūdinimą, kad būtų atkurtas metalo kietumas. Norėdami tai padaryti, pjaustytuvas kaitinamas kalvėje, kol šviečia šviesiai geltonai, o pjovimo dalis pamerkiama į aliejų. Norėdami patikrinti grūdinimą, galite subraižyti butelio stiklą.



Šiame etape ašmenys yra kieti, bet trapūs. Norėdami stabilizuoti plieną, turite jį šiek tiek atleisti. Norėdami tai padaryti, ašmenys 1,5 valandos dedami į elektrinę orkaitę, įkaitintą iki 200 laipsnių Celsijaus. Jei pjaustytuvo velenas plonesnis, galite jį kaitinti 40-60 min.

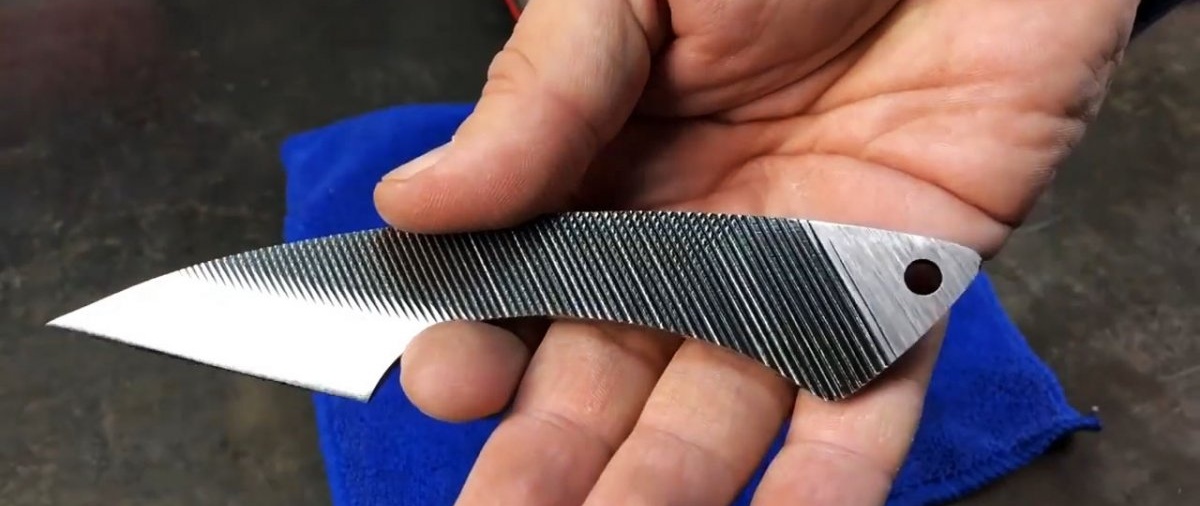
Po grūdinimo pjaustytuvas šlifuojamas ir pagaląstamas iš pradžių stambiu abrazyvu, o po to smulkiu, kol popierius nupjauna kaip ašmenys. Ši technologija leidžia lengviau apdoroti ir pasiekti reikiamą ašmenų kietumo lygį.


Jei dildę iš karto nušlifuosite, pjovimo briauna bus minkšta. Faktas yra tas, kad dildės yra grūdintos paviršiumi, o jų viduje esantis metalas yra mažiau kietas. Būtent jis formuoja ašmenis po šlifavimo šlaitais. Jei iš pradžių viską paleisite, o paskui sukietinsite, aušinimą alyvoje sutelkdami į ašmenis, ši problema visiškai išspręsta.
Ko jums reikės:
- bugle;
- kietėjantis aliejus;
- elektrinė orkaitė;
- bulgarų;
- juostinis šlifuoklis;
- gręžtuvas arba gręžimo mašina;
- peilio eskizas ant popieriaus;
- žymeklis;
- purškiami dažai arba gruntas.
Ašmenų gamyba
Plačiausia failo dalis yra ties koteliu, todėl geriausia naudoti šią. Tuo pačiu metu nupjaunamas kotas, o dildė dedama į kalvę, kur ji įkaitinama iki raudonumo ir paliekama joje atvėsti.

Tai leis metalui išsilaisvinti, pakeisdama jo vidinę struktūrą, todėl apdirbimui bus minkštesnė.

Ant popieriaus lapo nubraižomas viso masto ašmenų eskizas ir išpjaunamas.
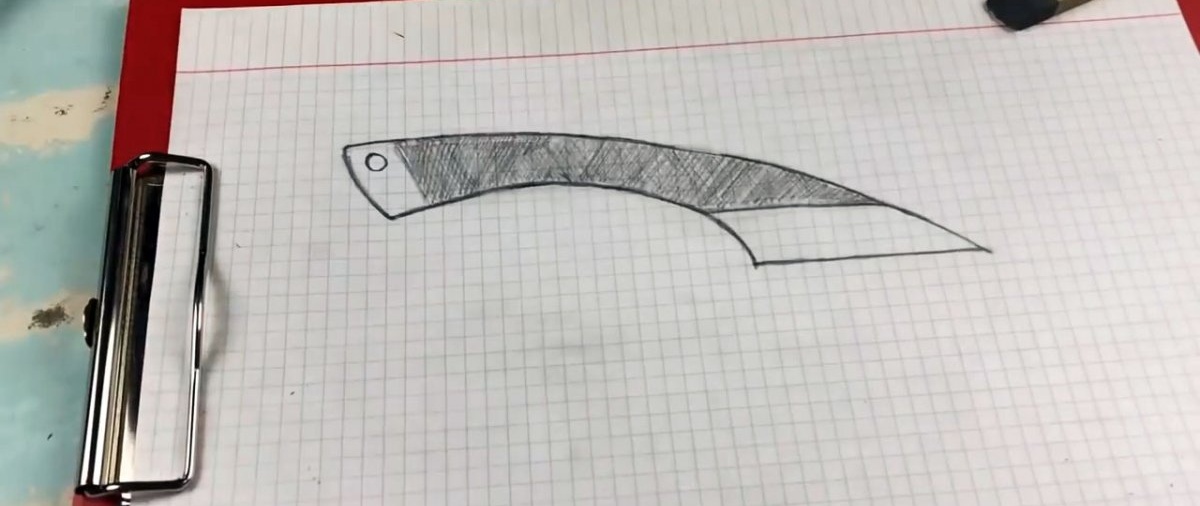
Gautas šablonas tepamas ant atvėsusios dildės ir išilgai kontūro užpildomas aerozoliniais dažais.Tai leidžia tiksliai perkelti kontūrus į ruošinį, nes įprastas žymeklis pasklinda, kai brėžiamas išilgai įpjovų.

Toliau kontūrinis peilis išpjaunamas iš dildės, naudojant šlifuoklį.

Tada grubus ruošinys apdorojamas juostiniu šlifuokliu.

Jei pjaustytuve planuojamos skylės, jas reikia gręžti, kol ji dar nėra aštri ir sukietėjusi. Tada ašmenų kraštas, kur turėtų būti ašmenys, yra visiškai nubrėžtas žymekliu. Gautame fone reikia subraižyti centrinę liniją, išilgai kurios bus nubrėžti nusileidimai.

Ašmenų nuolydžiai šlifuojami juostiniu šlifuokliu akimis arba naudojant specializuotą įrenginį, kuris leis tiksliai išlaikyti reikiamą kampą.



Po nusileidimų reikia atlikti grūdinimą, kad būtų atkurtas metalo kietumas. Norėdami tai padaryti, pjaustytuvas kaitinamas kalvėje, kol šviečia šviesiai geltonai, o pjovimo dalis pamerkiama į aliejų. Norėdami patikrinti grūdinimą, galite subraižyti butelio stiklą.



Šiame etape ašmenys yra kieti, bet trapūs. Norėdami stabilizuoti plieną, turite jį šiek tiek atleisti. Norėdami tai padaryti, ašmenys 1,5 valandos dedami į elektrinę orkaitę, įkaitintą iki 200 laipsnių Celsijaus. Jei pjaustytuvo velenas plonesnis, galite jį kaitinti 40-60 min.

Po grūdinimo pjaustytuvas šlifuojamas ir pagaląstamas iš pradžių stambiu abrazyvu, o po to smulkiu, kol popierius nupjauna kaip ašmenys. Ši technologija leidžia lengviau apdoroti ir pasiekti reikiamą ašmenų kietumo lygį.


Jei dildę iš karto nušlifuosite, pjovimo briauna bus minkšta. Faktas yra tas, kad dildės yra grūdintos paviršiumi, o jų viduje esantis metalas yra mažiau kietas. Būtent jis formuoja ašmenis po šlifavimo šlaitais. Jei iš pradžių viską paleisite, o paskui sukietinsite, aušinimą alyvoje sutelkdami į ašmenis, ši problema visiškai išspręsta.
Žiūrėti video įrašą
Panašios meistriškumo klasės






Ypatingai įdomu






Komentarai (1)
