Kā urbt cauri jebkuram ātrgaitas tēraudam ar flīžu urbi
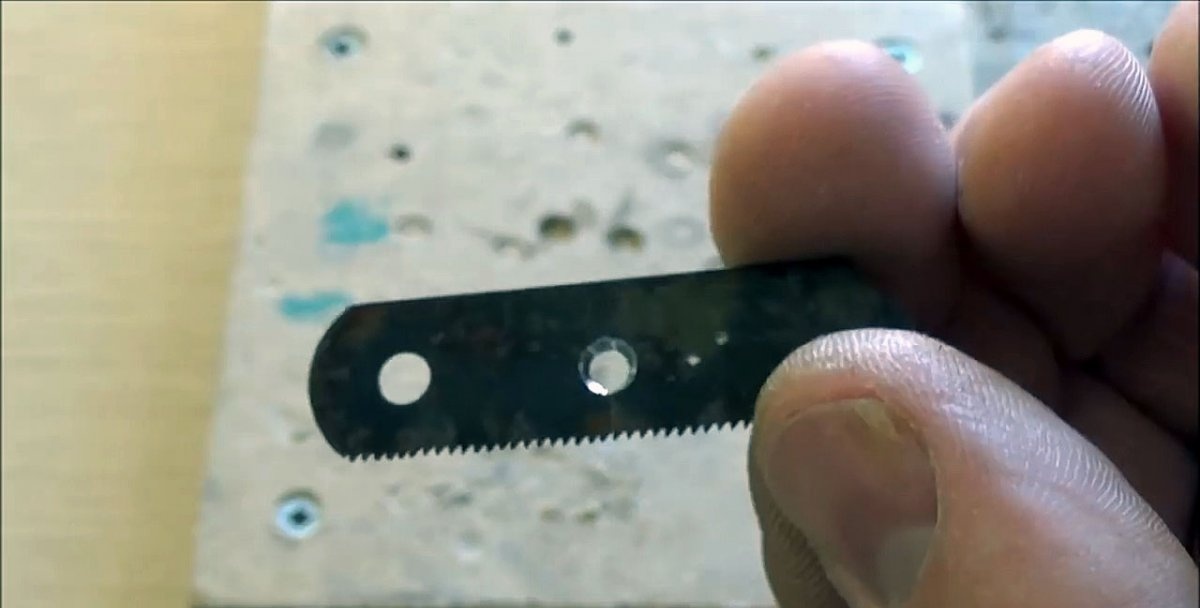
Kā urbt ātrgaitas tēraudu P6M5 vai HSS atbilstoši Eiropas apzīmējumam? Piemēram, mēs izgatavojām nazi no mehāniskā zāģa asmens, un tajā ir jāizurbj caurumi ar diametru 5-6 mm tapām, lai uzstādītu un nostiprinātu roktura paliktņus.
Tāda pati darbība var būt nepieciešama, lai urbtu metāla zāģa asmeni no 1Х6ВФ tērauda, no kura jūs varat izgatavot dažus noderīgus izstrādājumus. Asmens gabals no mehāniskā zāģa, kas izgatavots no 9HF tērauda, ir piemērots ne tikai nažu, bet, piemēram, nestandarta atslēgu piekariņu izgatavošanai.

Visi aplūkotie un citu ātrgaitas tēraudu veidi tiek urbti, izmantojot šķēpveida (spalvu) flīžu urbjus ar dažādu dizainu. Piemēram, kāti ir izgatavoti apaļas vai sešstūra formas, kas nav būtiski svarīgas galvenajam darbam - urbšanai.

Tos brīvi pārdod gandrīz visos būvniecības veikalos vai tirdzniecības vietās, kur pārdod visu veidu instrumentus.Kas ir ļoti svarīgi, šāda veida un mērķa urbji ir pievilcīgi, jo tie ir lēti.
Arī ātrgaitas tēraudu urbšanai būs nepieciešami dažādu formu un dizainu griezēji. Ar to palīdzību tiek nodrošināta urbuma precizitāte, tīrība, forma un nepieciešamais diametrs.

Mums ir jāizurbj šādi paraugi:
Sāksim ar metāla zāģa asmeni. Kā instrumentu izvēlēsimies lietotu flīžu urbi, kas jau ne reizi vien ir uzasināts uz dimanta diska. Proti, no rūpnīcas asināšanas ilgu laiku nekas nebija palicis pāri, kas neapšaubāmi būtu devis labāko rezultātu.
Mēs ievietojam savu instrumentu elektriskās urbjmašīnas patronā un sākam urbt, neizmantojot eļļošanu vai dzesēšanu. Kā darbības režīmu mēs izvēlamies mazu ātrumu. Pamanām, ka process norit lēni, taču ar zināmu pacietību pēc kāda laika uz asmeņa parādās konisks ieplakas, sava veida iegrimšana, ko rada mūsu urbja forma.

Mēs urbjam, līdz otrā pusē parādās tuberkuloze.

Pēc tam mēs apgriežam audeklu un turpinām procesu, koncentrējoties uz tuberkulu.


Pārmaiņus urbjot no vienas puses uz otru, mēs panākam urbuma diametra palielināšanos, līdz iegūstam vēlamo izmēru.

Nākamais paraugs ir rāmja zāģa asmens. Urbšanas vietu izvēlamies pie zobu pamatnes, kur materiālam ir vislielākā cietība.

Process arī nenotiek ļoti ātri, bet vienmērīgi. To var redzēt pēc pakāpeniski pieaugošā skaidu apjoma ap sējmašīnu.

Mēs pamanām, ka darbs norit ātrāk, ja instrumentu nedaudz šūpojat no vienas puses uz otru. Tas palīdz noņemt skaidas no griešanas vietas.
Mēs turpinām urbt vienā pusē, līdz instrumenta gals šķērso visu metāla biezumu un veido nelielu bumbuli mūsu parauga otrā pusē.

Tā kā metāla biezums ir lielāks nekā metāla asmeņa biezums, mums būs jānomaina urbis procesa pusē vai atkārtoti jāuzasina izmantotais. Pēc tam mēs apgriežam paraugu un turpinām urbšanu.


Jau pēc dažiem sējmašīnas apgriezieniem tiek izveidots caurums. Turpinot procesu, mēs sasniedzam nepieciešamo diametru pārošanās daļai.
Izveidojiet caurumu, izmantojot piemērotu griezēju.

Mūsu gadījumā visērtāk ir izmantot konusveida instrumentu. Vienkāršāk un ātrāk ir sasniegt nepieciešamo cauruma izmēru un piešķirt tai cilindrisku formu.

Galu galā, izmantojot spalvu urbi ar tā lielo konusu, caurums izrādās atšķirīgs diametrā: tuvāk parauga virsmai tas ir lielāks, bet centrā tas ir mazāks.

Sāksim urbt asmeni no mehāniskā zāģa.

Lai to izdarītu, mēs izvēlamies arī zonu, kas ir tuvāk zobiem, jo šajā vietā metāls ir cietāks īpašās sacietēšanas dēļ.


Šķiet, ka process ir ātrāks, salīdzinot ar iepriekšējiem diviem paraugiem. To var redzēt no skaidu veidošanās intensitātes un caurejas urbuma izveidošanas bez urbšanas no aizmugures.

Viens no griezējiem palīdzēs izveidot caurumu vēlamajā diametrā un piešķirs tam cilindrisku formu, kā tas bija iepriekšējos gadījumos.




Praksē esam pārliecinājušies, ka jebkuras markas ātrgaitas tēraudu var urbt ar parastajiem ķīniešu spalvu urbjiem flīzēm, kuru galvenās priekšrocības ir pieejamība un lēta cena.Arī šajā gadījumā noder standarta frēzes, ar kuru palīdzību tiek precizēts urbumu diametrs un tiem tiek piešķirta cilindriska forma.
Izmantojot linsēklu eļļu urbšanai (to izmanto, strādājot ar nerūsējošo tēraudu un satur oleīnskābi), būs iespējams palielināt produktivitāti, retāk asināt instrumentu un uzlabot apstrādes tīrību.
Prakse rāda, ka ātrgaitas tēraudu urbšanas process kļūs produktīvāks, ja vispirms izmantosiet mazāka diametra urbjus un pēc tam lielākus.
Daži amatnieki izmanto skrūves vai skrūves, kas ražotas Vācijā un tiek izmantotas betonēšanas darbiem kā instrumenti ātrgaitas tērauda urbšanai. Viņu atšķirīgā iezīme ir tā, ka uz galvas ir burts “H” (rūdīts - rūdīts).
Tāda pati darbība var būt nepieciešama, lai urbtu metāla zāģa asmeni no 1Х6ВФ tērauda, no kura jūs varat izgatavot dažus noderīgus izstrādājumus. Asmens gabals no mehāniskā zāģa, kas izgatavots no 9HF tērauda, ir piemērots ne tikai nažu, bet, piemēram, nestandarta atslēgu piekariņu izgatavošanai.

Nepieciešamie instrumenti un paraugi
Visi aplūkotie un citu ātrgaitas tēraudu veidi tiek urbti, izmantojot šķēpveida (spalvu) flīžu urbjus ar dažādu dizainu. Piemēram, kāti ir izgatavoti apaļas vai sešstūra formas, kas nav būtiski svarīgas galvenajam darbam - urbšanai.

Tos brīvi pārdod gandrīz visos būvniecības veikalos vai tirdzniecības vietās, kur pārdod visu veidu instrumentus.Kas ir ļoti svarīgi, šāda veida un mērķa urbji ir pievilcīgi, jo tie ir lēti.
Arī ātrgaitas tēraudu urbšanai būs nepieciešami dažādu formu un dizainu griezēji. Ar to palīdzību tiek nodrošināta urbuma precizitāte, tīrība, forma un nepieciešamais diametrs.

Mums ir jāizurbj šādi paraugi:
- gabals no rāmja zāģa, kas izgatavots no 9HF tērauda.
- metāla zāģa asmens izgatavots no tērauda markas 1Х6ВФ.
- Mehāniskā zāģa asmens izgatavots no HSS tērauda.
Ātrgaitas tērauda paraugu urbšanas process
Sāksim ar metāla zāģa asmeni. Kā instrumentu izvēlēsimies lietotu flīžu urbi, kas jau ne reizi vien ir uzasināts uz dimanta diska. Proti, no rūpnīcas asināšanas ilgu laiku nekas nebija palicis pāri, kas neapšaubāmi būtu devis labāko rezultātu.
Mēs ievietojam savu instrumentu elektriskās urbjmašīnas patronā un sākam urbt, neizmantojot eļļošanu vai dzesēšanu. Kā darbības režīmu mēs izvēlamies mazu ātrumu. Pamanām, ka process norit lēni, taču ar zināmu pacietību pēc kāda laika uz asmeņa parādās konisks ieplakas, sava veida iegrimšana, ko rada mūsu urbja forma.

Mēs urbjam, līdz otrā pusē parādās tuberkuloze.

Pēc tam mēs apgriežam audeklu un turpinām procesu, koncentrējoties uz tuberkulu.

Pārmaiņus urbjot no vienas puses uz otru, mēs panākam urbuma diametra palielināšanos, līdz iegūstam vēlamo izmēru.

Nākamais paraugs ir rāmja zāģa asmens. Urbšanas vietu izvēlamies pie zobu pamatnes, kur materiālam ir vislielākā cietība.

Process arī nenotiek ļoti ātri, bet vienmērīgi. To var redzēt pēc pakāpeniski pieaugošā skaidu apjoma ap sējmašīnu.

Mēs pamanām, ka darbs norit ātrāk, ja instrumentu nedaudz šūpojat no vienas puses uz otru. Tas palīdz noņemt skaidas no griešanas vietas.
Mēs turpinām urbt vienā pusē, līdz instrumenta gals šķērso visu metāla biezumu un veido nelielu bumbuli mūsu parauga otrā pusē.

Tā kā metāla biezums ir lielāks nekā metāla asmeņa biezums, mums būs jānomaina urbis procesa pusē vai atkārtoti jāuzasina izmantotais. Pēc tam mēs apgriežam paraugu un turpinām urbšanu.


Jau pēc dažiem sējmašīnas apgriezieniem tiek izveidots caurums. Turpinot procesu, mēs sasniedzam nepieciešamo diametru pārošanās daļai.
Izveidojiet caurumu, izmantojot piemērotu griezēju.

Mūsu gadījumā visērtāk ir izmantot konusveida instrumentu. Vienkāršāk un ātrāk ir sasniegt nepieciešamo cauruma izmēru un piešķirt tai cilindrisku formu.

Galu galā, izmantojot spalvu urbi ar tā lielo konusu, caurums izrādās atšķirīgs diametrā: tuvāk parauga virsmai tas ir lielāks, bet centrā tas ir mazāks.

Sāksim urbt asmeni no mehāniskā zāģa.

Lai to izdarītu, mēs izvēlamies arī zonu, kas ir tuvāk zobiem, jo šajā vietā metāls ir cietāks īpašās sacietēšanas dēļ.


Šķiet, ka process ir ātrāks, salīdzinot ar iepriekšējiem diviem paraugiem. To var redzēt no skaidu veidošanās intensitātes un caurejas urbuma izveidošanas bez urbšanas no aizmugures.

Viens no griezējiem palīdzēs izveidot caurumu vēlamajā diametrā un piešķirs tam cilindrisku formu, kā tas bija iepriekšējos gadījumos.




Praksē esam pārliecinājušies, ka jebkuras markas ātrgaitas tēraudu var urbt ar parastajiem ķīniešu spalvu urbjiem flīzēm, kuru galvenās priekšrocības ir pieejamība un lēta cena.Arī šajā gadījumā noder standarta frēzes, ar kuru palīdzību tiek precizēts urbumu diametrs un tiem tiek piešķirta cilindriska forma.
Nobeiguma padomi un piezīmes
Izmantojot linsēklu eļļu urbšanai (to izmanto, strādājot ar nerūsējošo tēraudu un satur oleīnskābi), būs iespējams palielināt produktivitāti, retāk asināt instrumentu un uzlabot apstrādes tīrību.
Prakse rāda, ka ātrgaitas tēraudu urbšanas process kļūs produktīvāks, ja vispirms izmantosiet mazāka diametra urbjus un pēc tam lielākus.
Daži amatnieki izmanto skrūves vai skrūves, kas ražotas Vācijā un tiek izmantotas betonēšanas darbiem kā instrumenti ātrgaitas tērauda urbšanai. Viņu atšķirīgā iezīme ir tā, ka uz galvas ir burts “H” (rūdīts - rūdīts).
Skatīties video
Līdzīgas meistarklases






Īpaši interesanti






Komentāri (23)
