Kā izveidot sarežģītu asināmo vienkāršai nažu asināšanai
Tāpat kā visiem instrumentiem, nažiem nepieciešama pienācīga kopšana, jo īpaši kvalitatīva asināšana, kurā ļoti svarīgi ir saglabāt nemainīgu asināšanas leņķi visā asmens garumā.
Protams, pieredzējušam asinātājam to nav grūti panākt pat strādājot manuāli. Visiem pārējiem noturēt nepieciešamo asināšanas leņķi būs diezgan grūti. Vai blāvu nažu problēma viņiem paliks neatrisināma?
No šīs nepatīkamās situācijas ir trīs izejas: iemācieties asināt nažus, taču tas prasīs daudz laika, pacietības un pūļu; katru reizi vērsieties pēc palīdzības pie profesionāļa un samaksājiet par viņa dārgo pakalpojumu; izveidojiet savu nažu asināmo un neuztraucieties par asināšanas leņķi.
Tālāk mēs apsvērsim nažu asināšanas ierīces izgatavošanas metodi, kuras pamatā ir elektriskais asināmais ar diviem abrazīviem riteņiem.
Lai darbs neaizņemtu daudz pūļu un laika, ir labi, ja krājumā ir: metināšanas iekārta, mašīnas (urbšana, frēzēšana un virpošana), svārsta zāģis, urbis, slīpmašīna, uzgriežņu atslēgas, marķēšanas instrumenti, utt.
Papildus jau minētajam elektriskajam asināmajam jums ir jāuzkrāj materiāli un sastāvdaļas:
Darbs sastāvēs no diviem salīdzinoši neatkarīgiem posmiem: elektriskā asināmā sakārtošana un naža turētāja izgatavošana, kas nodrošina nepieciešamo asināšanas leņķi.
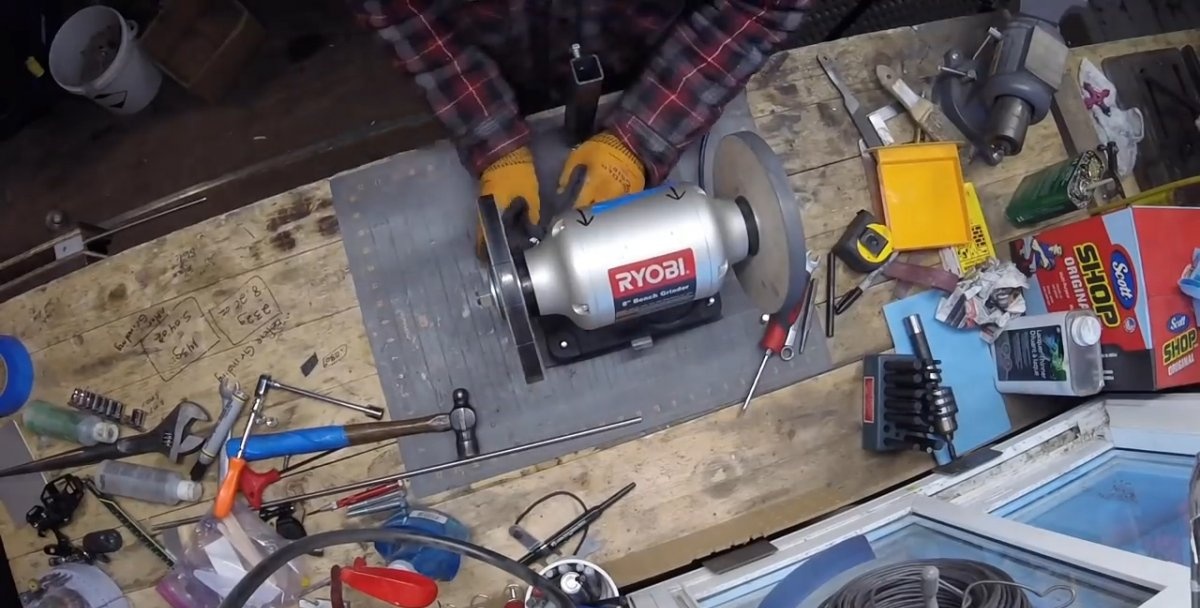
Viens no nepieciešamajiem nosacījumiem kvalitatīvai nažu asināšanai ir asināšanas instrumenta stabilitāte. Tāpēc kā pamatu elektriskajam asināmajam izmantojam piemērota izmēra un biezuma metāla loksni.

Izmantojot mērlenti, serdi un āmuru, mēs atzīmējam četru caurumu centrus, atkārtojot caurumus uz elektriskā asināmā plāksnes. Mēs izurbjam caurumus atbilstoši marķējumam uz urbjmašīnas un, izmantojot bultskrūves un uzgriežņus, nostiprinām elektrisko asināmo pie metāla pamatnes.

Izmantojot svārsta zāģi, mēs nogriezām divus kvadrātveida cauruļu gabalus, kuru garums ir iepriekš aprēķināts, un vienam vajadzētu brīvi ievietoties otrā, bet bez lielas spraugas.

Mazāka šķērsgriezuma caurulē vienā galā izfrēzējam caurumu, kura diametram jābūt nedaudz lielākam par metāla stieņa diametru. Otrajā caurulē mēs arī atzīmējam un urbjam caurumu vienā galā bloķēšanas skrūvei.

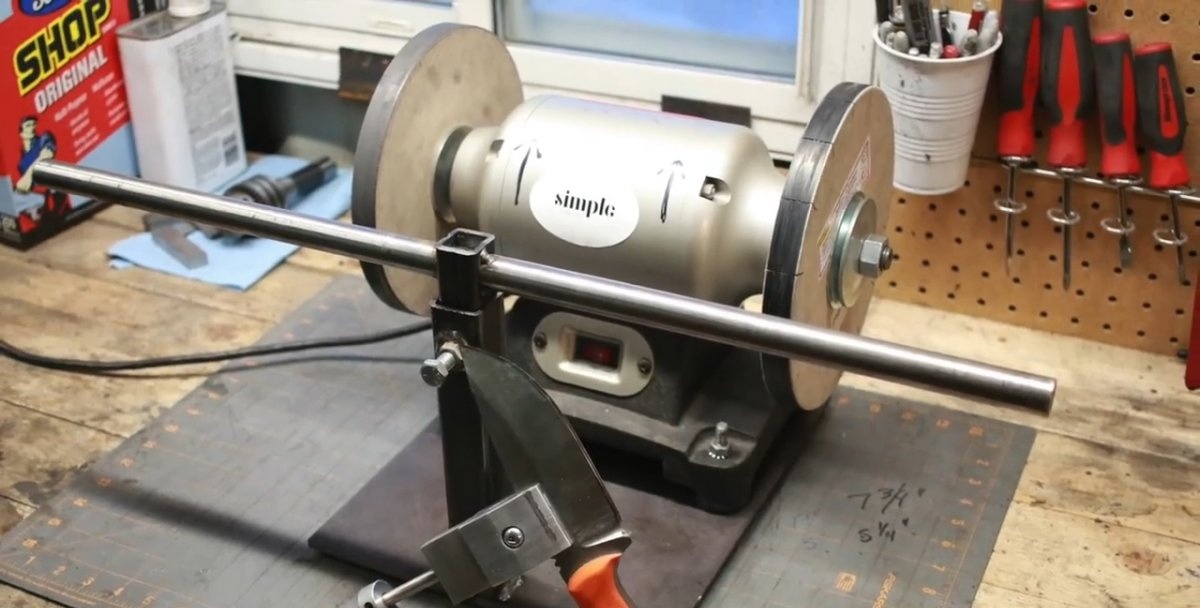
Mēs metinām lielāka šķērsgriezuma cauruli centrā pie pamatnes, pretī fiksētajam asinātājam, tādā stāvoklī, lai stiprinājuma skrūve izskatās uz āru un atrodas augšpusē.Lai izkausētā metāla pilieni, dzirksteles un katlakmens no metināšanas nesabojātu elektromotoru, pārklājam to ar metināšanas segu.

Mēs ievietojam stieni mazāka šķērsgriezuma caurules izurbtajā caurumā stingri līdz vidum un šajā pozīcijā piemetinām to pie caurules, iepriekš pārbaudot šo savienojošo daļu perpendikulitāti ar taisnleņķa trīsstūri.


Ja tas nav izdarīts iepriekš, noņemiet elektrisko asināmo no pamatnes un pārbaudiet elektrības kārbu, pēc tam mēs atkārtoti uzstādām asināmo vietā un pārbaudām tā funkcionalitāti.
Cauruli ar stieni ievietojam pie pamatnes piemetinātajā caurulē un ar skrūvi var iestatīt nepieciešamo augstumu konkrētā naža asināšanai. Šis bija pēdējais elektriskā asināmā sakārtošanas posms. Sāksim otro darba posmu.


Elektriskajam asināmajam mainiet griešanās virzienu.


Kā jau minēts, nažu asināšanas kvalitāte, pirmkārt, ir atkarīga no pastāvīga asināšanas leņķa nodrošināšanas. Turētājs, ko mēs gatavojamies izgatavot, ir paredzēts tieši šim nolūkam.
Metāla sagatavi iezīmējam atbilstoši paredzētajiem trīs elementu izmēriem, kas asināšanas laikā nodrošinās naža asmens satveršanu un drošu noturēšanu noteiktā leņķī pret apļa virsmu.

Mēs tos griežam ar svārsta zāģi, pievienojot smērvielu, lai uzlabotu griezuma kvalitāti un zāģa asmens drošību.
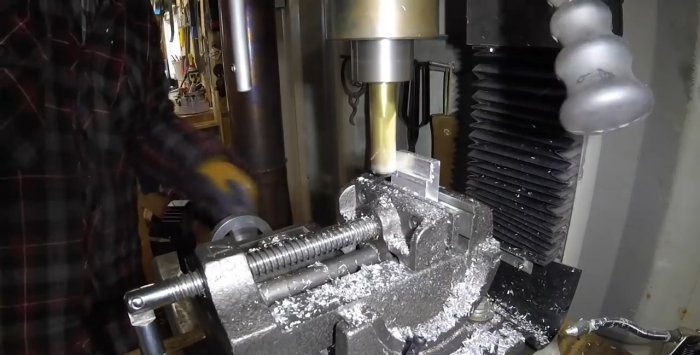
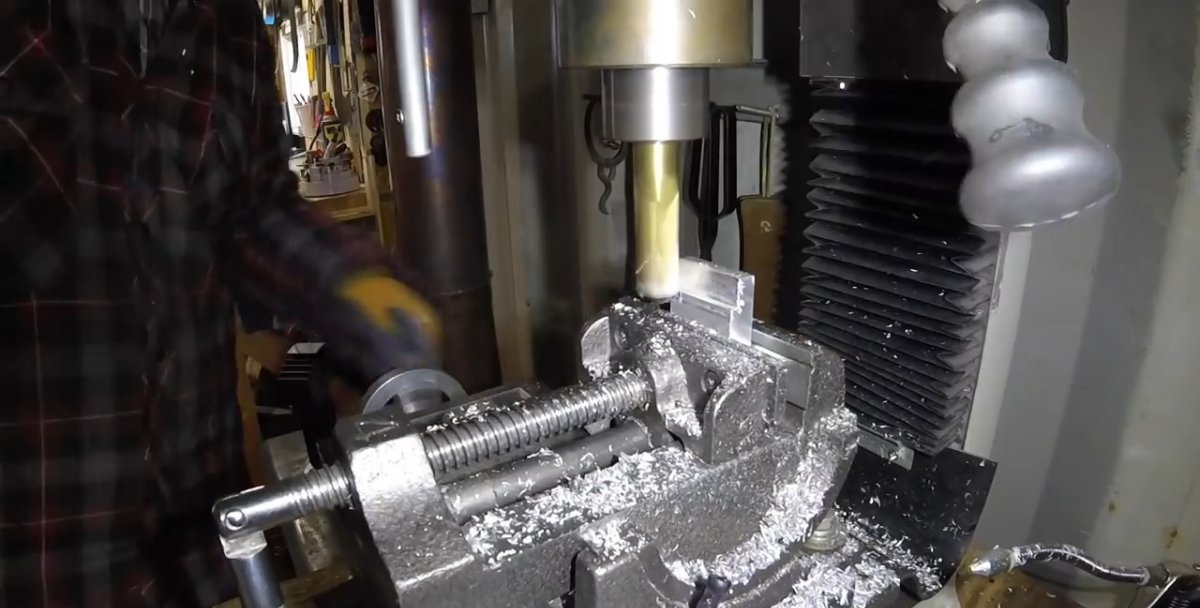
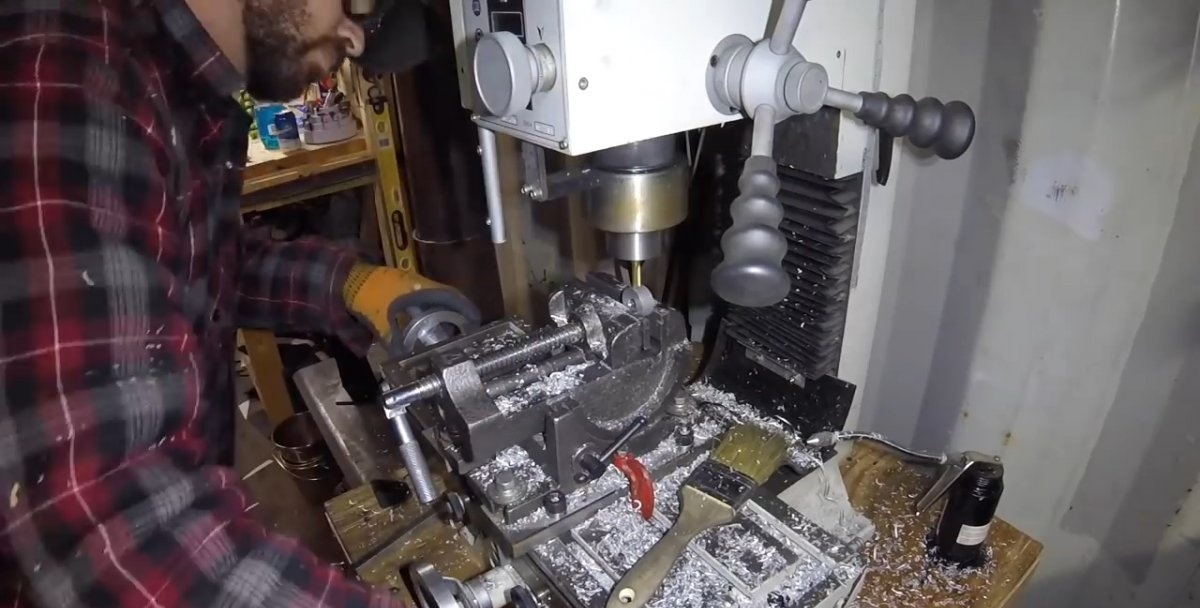
Frēzmašīnas skrūvspīlē saspiežam visus trīs elementus “iepakojumā” un apstrādājam virsmas līdz vajadzīgajam izmēram un pie katras pozīcijas maiņas ar rokas vīli noņemam urbumus.


Uz divām sagatavēm mēs veidojam žokļus, lai satvertu un noturētu naža asmeni. Lai to izdarītu, mēs frēzējam katru no tiem vienā pusē līdz izmēram.Trešā sagatave ir frēzēta no abām pusēm pēc izmēra. Tas kalpos par pamatu sānu rokturu piestiprināšanai ar spīlēm.

Daļai, kas būs vidū, uz frēzētās daļas izgatavojam marķējumus diviem caurumiem, kas atrodas simetriski pret garenisko asi tuvāk malām un nedaudz nobīdīti pret pamatni. Mēs tos urbjam uz urbjmašīnas.
Izmantojot šo daļu kā paraugu, mēs atzīmējam atbildes punktus uz pārējām divām sagatavēm, izmantojot urbi un plānu urbi.
Pēc tam ar liela diametra urbi izurbjam iezīmētās vietas līdz nelielam dziļumam (izveidojam sava veida ligzdas padziļinājumus).
Centrālā elementa caurumos ieskrūvējam divas vajadzīgā garuma tapas ar vienādu izvadi, kuras, uzstādot sānu elementus, ietilps padziļinājumos un noturēs tos, taču netraucēs spīlēm, saplūst un novirzīsies.
Sānu žokļu elementos, ģeometriskajā centrā, atzīmējam un izurbjam tāda paša diametra caurumus un ar rokas krānu iegriežam tajos vītnes.
Mēs frēzējam žokļu ārējās malas, lai pabeigtu ierīces izskatu un lietošanas ērtumu. Noņemam arī centrālā elementa frēzēšanas galā abās pusēs esošās nošķautnes, lai netraucētu žokļu regulēšanu.

Centrālā elementa pamatnes centrā atzīmējam un urbjam aklo caurumu serdei.

Sajauciet divkomponentu līmi un ar to nostipriniet vajadzīgā garuma serdi aklajā caurumā. Ļaujiet maisījumam sacietēt un sacietēt. Lai to izdarītu, mēs nostiprinām centrālo elementu ar serdi koka skrūvspīlē.
Mēs iespiežam aprēķinātā diametra metāla stieni virpas patronā un centrā izurbjam caurumu, kas ir nedaudz lielāks par serdeņa diametru, periodiski pievienojot smērvielu urbšanas vietai.
Pēc tam mēs nogriežam cilindru, kura augstums ir aptuveni 10-12 mm, un izurbjam caurumu sānu virsmā, pēc tam nogriežam vītni, izmantojot fiksācijas skrūves krānu.


Vienam no sānu elementiem no ārpuses mēs izurbjam centrālo caurumu, lai uzstādītu skrūves galvu, kas ir uzstādīta vienā līmenī.
Mēs apstrādājam ierīces virsmas, apstrādājot to uz slīpmašīnas, vispirms ar nebeidzamu slīpēšanas lenti un pēc tam ar naplenti.


Atliek vien salikt kopā regulējamā turētāja elementus, ieskrūvējot savienojuma skrūvi spīlēs un nostiprinot cilindrisko gredzenu pie stieņa, uzstādot to pareizajā vietā, izmantojot fiksācijas skrūvi.
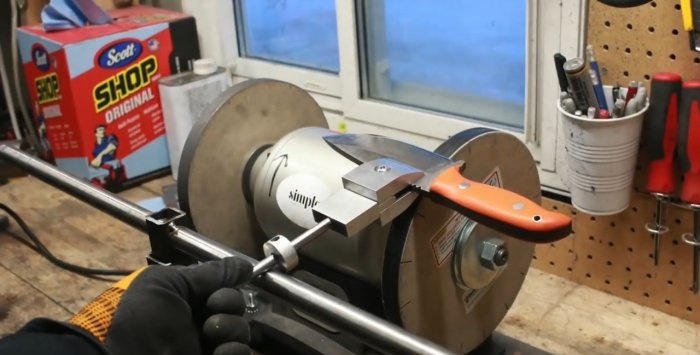
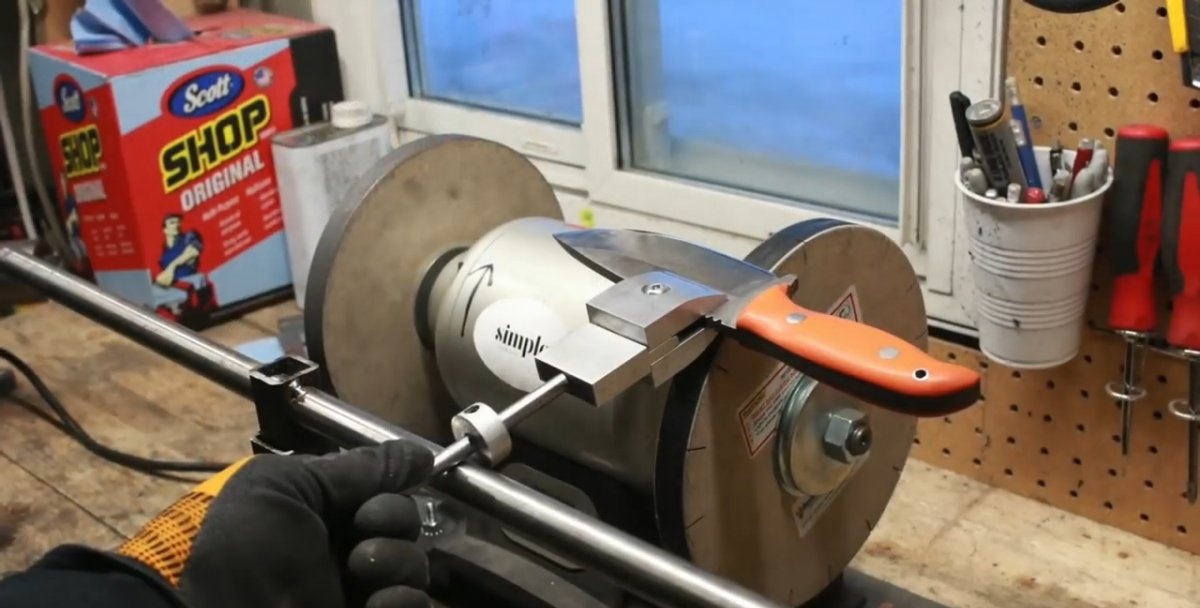
Naža asmeni iespiežam turētāja spīlēs un uzstādām vajadzīgo šķērseniskā stieņa augstumu un stieņa garumu, pārvietojot cilindrisko gredzenu uz leju vai uz augšu un nofiksējot kur nepieciešams ar speciālu skrūvi.
Lai asināšanas leņķis paliktu nemainīgs visā asmens garumā, pietiek ar to, lai uz serdeņa uzstādīts cilindrisks gredzens slīdētu pa stieņa virsmu, kas uzstādīts horizontāli elektriskā asināmā riteņu priekšā.


Pēc īsas asināšanas bez sasprindzinājuma nazis viegli sagriež rakstāmpapīra loksni svarā, kas apliecina tā lielisko asināšanu.



Protams, pieredzējušam asinātājam to nav grūti panākt pat strādājot manuāli. Visiem pārējiem noturēt nepieciešamo asināšanas leņķi būs diezgan grūti. Vai blāvu nažu problēma viņiem paliks neatrisināma?
No šīs nepatīkamās situācijas ir trīs izejas: iemācieties asināt nažus, taču tas prasīs daudz laika, pacietības un pūļu; katru reizi vērsieties pēc palīdzības pie profesionāļa un samaksājiet par viņa dārgo pakalpojumu; izveidojiet savu nažu asināmo un neuztraucieties par asināšanas leņķi.
Tālāk mēs apsvērsim nažu asināšanas ierīces izgatavošanas metodi, kuras pamatā ir elektriskais asināmais ar diviem abrazīviem riteņiem.
Vajadzēs
Lai darbs neaizņemtu daudz pūļu un laika, ir labi, ja krājumā ir: metināšanas iekārta, mašīnas (urbšana, frēzēšana un virpošana), svārsta zāģis, urbis, slīpmašīna, uzgriežņu atslēgas, marķēšanas instrumenti, utt.
Papildus jau minētajam elektriskajam asināmajam jums ir jāuzkrāj materiāli un sastāvdaļas:
- metāla loksne 10 mm bieza;
- kvadrātveida caurules (divi blakus izmēru gabali);
- apaļš metāla stienis līdz 400 mm garš un 15-20 mm diametrā;
- vītņoti stiprinājumi (bultskrūves, uzgriežņi, paplāksnes) utt.
Nažu asināmā izgatavošana
Darbs sastāvēs no diviem salīdzinoši neatkarīgiem posmiem: elektriskā asināmā sakārtošana un naža turētāja izgatavošana, kas nodrošina nepieciešamo asināšanas leņķi.
Asinātāja izkārtojums
Viens no nepieciešamajiem nosacījumiem kvalitatīvai nažu asināšanai ir asināšanas instrumenta stabilitāte. Tāpēc kā pamatu elektriskajam asināmajam izmantojam piemērota izmēra un biezuma metāla loksni.

Izmantojot mērlenti, serdi un āmuru, mēs atzīmējam četru caurumu centrus, atkārtojot caurumus uz elektriskā asināmā plāksnes. Mēs izurbjam caurumus atbilstoši marķējumam uz urbjmašīnas un, izmantojot bultskrūves un uzgriežņus, nostiprinām elektrisko asināmo pie metāla pamatnes.

Izmantojot svārsta zāģi, mēs nogriezām divus kvadrātveida cauruļu gabalus, kuru garums ir iepriekš aprēķināts, un vienam vajadzētu brīvi ievietoties otrā, bet bez lielas spraugas.

Mazāka šķērsgriezuma caurulē vienā galā izfrēzējam caurumu, kura diametram jābūt nedaudz lielākam par metāla stieņa diametru. Otrajā caurulē mēs arī atzīmējam un urbjam caurumu vienā galā bloķēšanas skrūvei.

Mēs metinām lielāka šķērsgriezuma cauruli centrā pie pamatnes, pretī fiksētajam asinātājam, tādā stāvoklī, lai stiprinājuma skrūve izskatās uz āru un atrodas augšpusē.Lai izkausētā metāla pilieni, dzirksteles un katlakmens no metināšanas nesabojātu elektromotoru, pārklājam to ar metināšanas segu.

Mēs ievietojam stieni mazāka šķērsgriezuma caurules izurbtajā caurumā stingri līdz vidum un šajā pozīcijā piemetinām to pie caurules, iepriekš pārbaudot šo savienojošo daļu perpendikulitāti ar taisnleņķa trīsstūri.


Ja tas nav izdarīts iepriekš, noņemiet elektrisko asināmo no pamatnes un pārbaudiet elektrības kārbu, pēc tam mēs atkārtoti uzstādām asināmo vietā un pārbaudām tā funkcionalitāti.
Cauruli ar stieni ievietojam pie pamatnes piemetinātajā caurulē un ar skrūvi var iestatīt nepieciešamo augstumu konkrētā naža asināšanai. Šis bija pēdējais elektriskā asināmā sakārtošanas posms. Sāksim otro darba posmu.


Elektriskajam asināmajam mainiet griešanās virzienu.

Naža turētāja izgatavošana
Kā jau minēts, nažu asināšanas kvalitāte, pirmkārt, ir atkarīga no pastāvīga asināšanas leņķa nodrošināšanas. Turētājs, ko mēs gatavojamies izgatavot, ir paredzēts tieši šim nolūkam.
Metāla sagatavi iezīmējam atbilstoši paredzētajiem trīs elementu izmēriem, kas asināšanas laikā nodrošinās naža asmens satveršanu un drošu noturēšanu noteiktā leņķī pret apļa virsmu.

Mēs tos griežam ar svārsta zāģi, pievienojot smērvielu, lai uzlabotu griezuma kvalitāti un zāģa asmens drošību.
Frēzmašīnas skrūvspīlē saspiežam visus trīs elementus “iepakojumā” un apstrādājam virsmas līdz vajadzīgajam izmēram un pie katras pozīcijas maiņas ar rokas vīli noņemam urbumus.


Uz divām sagatavēm mēs veidojam žokļus, lai satvertu un noturētu naža asmeni. Lai to izdarītu, mēs frēzējam katru no tiem vienā pusē līdz izmēram.Trešā sagatave ir frēzēta no abām pusēm pēc izmēra. Tas kalpos par pamatu sānu rokturu piestiprināšanai ar spīlēm.

Daļai, kas būs vidū, uz frēzētās daļas izgatavojam marķējumus diviem caurumiem, kas atrodas simetriski pret garenisko asi tuvāk malām un nedaudz nobīdīti pret pamatni. Mēs tos urbjam uz urbjmašīnas.
Izmantojot šo daļu kā paraugu, mēs atzīmējam atbildes punktus uz pārējām divām sagatavēm, izmantojot urbi un plānu urbi.
Pēc tam ar liela diametra urbi izurbjam iezīmētās vietas līdz nelielam dziļumam (izveidojam sava veida ligzdas padziļinājumus).
Centrālā elementa caurumos ieskrūvējam divas vajadzīgā garuma tapas ar vienādu izvadi, kuras, uzstādot sānu elementus, ietilps padziļinājumos un noturēs tos, taču netraucēs spīlēm, saplūst un novirzīsies.
Sānu žokļu elementos, ģeometriskajā centrā, atzīmējam un izurbjam tāda paša diametra caurumus un ar rokas krānu iegriežam tajos vītnes.
Mēs frēzējam žokļu ārējās malas, lai pabeigtu ierīces izskatu un lietošanas ērtumu. Noņemam arī centrālā elementa frēzēšanas galā abās pusēs esošās nošķautnes, lai netraucētu žokļu regulēšanu.

Centrālā elementa pamatnes centrā atzīmējam un urbjam aklo caurumu serdei.

Sajauciet divkomponentu līmi un ar to nostipriniet vajadzīgā garuma serdi aklajā caurumā. Ļaujiet maisījumam sacietēt un sacietēt. Lai to izdarītu, mēs nostiprinām centrālo elementu ar serdi koka skrūvspīlē.
Mēs iespiežam aprēķinātā diametra metāla stieni virpas patronā un centrā izurbjam caurumu, kas ir nedaudz lielāks par serdeņa diametru, periodiski pievienojot smērvielu urbšanas vietai.
Pēc tam mēs nogriežam cilindru, kura augstums ir aptuveni 10-12 mm, un izurbjam caurumu sānu virsmā, pēc tam nogriežam vītni, izmantojot fiksācijas skrūves krānu.

Vienam no sānu elementiem no ārpuses mēs izurbjam centrālo caurumu, lai uzstādītu skrūves galvu, kas ir uzstādīta vienā līmenī.
Mēs apstrādājam ierīces virsmas, apstrādājot to uz slīpmašīnas, vispirms ar nebeidzamu slīpēšanas lenti un pēc tam ar naplenti.


Atliek vien salikt kopā regulējamā turētāja elementus, ieskrūvējot savienojuma skrūvi spīlēs un nostiprinot cilindrisko gredzenu pie stieņa, uzstādot to pareizajā vietā, izmantojot fiksācijas skrūvi.
Fiksācijas pārbaude
Naža asmeni iespiežam turētāja spīlēs un uzstādām vajadzīgo šķērseniskā stieņa augstumu un stieņa garumu, pārvietojot cilindrisko gredzenu uz leju vai uz augšu un nofiksējot kur nepieciešams ar speciālu skrūvi.
Lai asināšanas leņķis paliktu nemainīgs visā asmens garumā, pietiek ar to, lai uz serdeņa uzstādīts cilindrisks gredzens slīdētu pa stieņa virsmu, kas uzstādīts horizontāli elektriskā asināmā riteņu priekšā.


Pēc īsas asināšanas bez sasprindzinājuma nazis viegli sagriež rakstāmpapīra loksni svarā, kas apliecina tā lielisko asināšanu.


Skatīties video
Līdzīgas meistarklases






Īpaši interesanti





Komentāri (5)
