Kā metināt lielu caurumu vai izveidot plašu šuvi - 1 pieredzējuša metinātāja triks
Ja pa rokai nav liela diametra elektrodu vai uzpildes stieples un ir nepieciešams metināt lielu caurumu, varat iztikt ar plāniem elektrodiem. Lai to izdarītu, pietiek izmantot divus “noslēpumus”, kas praktiski nesarežģī metināšanas procesu, bet palīdz sasniegt vajadzīgo rezultātu.
Vajadzēs
- Plāna pārklājuma elektrodi;
- dzelzs nags;
- metināšanas mašīna;
- sola vice;
- metināšanas materiāls;
- bulgāru;
- āmurs un lakta;
- sasiet stiepli un knaibles.
Metināšanas process, izmantojot otru tukšo elektrodu
Pirmajai metodei mēs velmējam pārklāto elektrodu ar masīvu metāla stieni, kas novietots uz biezas metāla plāksnes.

Šajā gadījumā elektroda pārklājums saplaisās un noņems no stieples. Vietas, kur pārklājums nav pilnībā noņemts, var berzēt ar mūsu metāla rullīti.

Dzelzs naglu un “kailo” elektrodu saspiežam stenda skrūvspīlē un vienu stieples galu divas vai trīs reizes aptinam ap naglu.

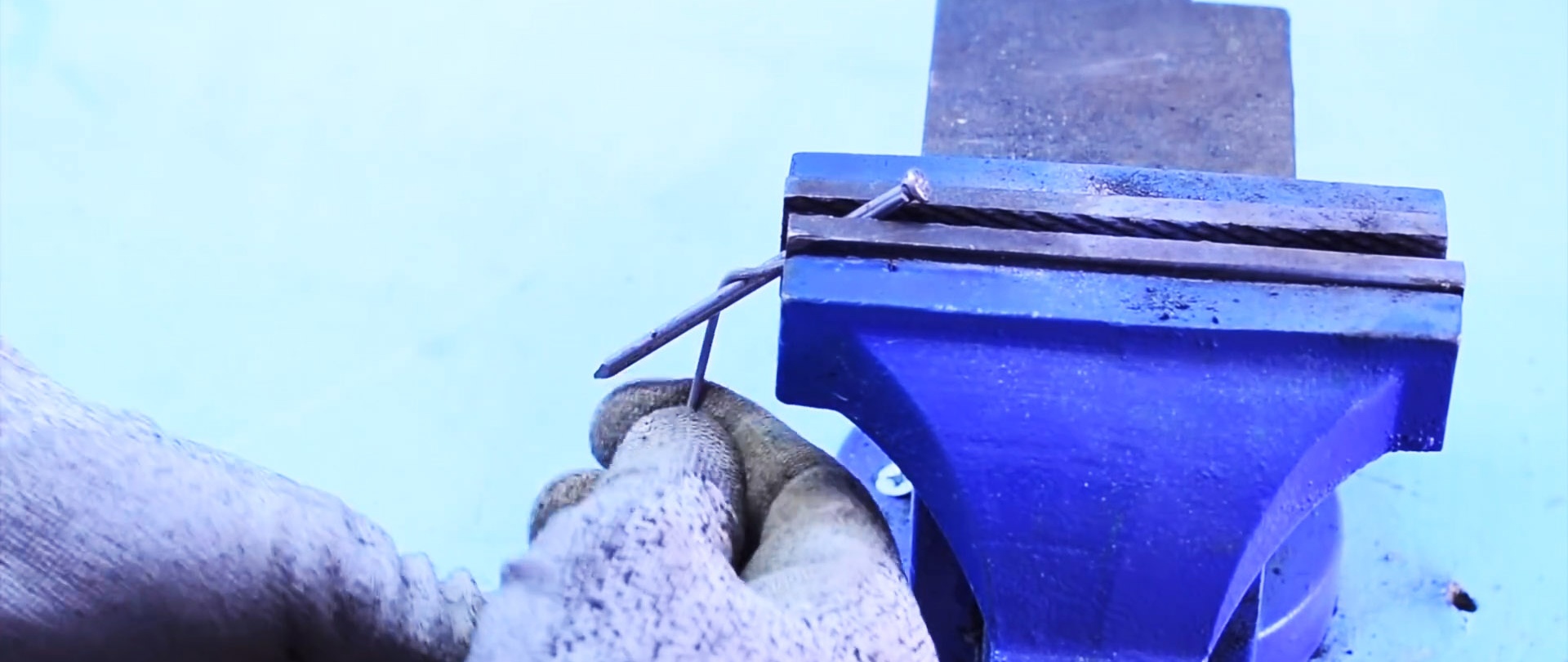
Iegūto spirāli uztinam uz pārklātā elektroda un, saliekot stiepli dažādās vietās, pārliecināmies, ka tā ir piespiesta pārklātajam elektrodam.

Abu elektrodu galus ievietojam turētājā (strāva plūst caur abiem elektrodiem) un sākam metināt pietiekami liela diametra caurules galu. Process norit ātri un efektīvi, jo divu vienlaikus kūstošu elektrodu metāls ir pilnīgi pietiekams, lai metinātu tik lielu caurumu.

Mēs par to pārliecināmies, pabeidzot caurules cauruma metināšanu un metināšanas vietas slīpēšanu ar slīpmašīnu.

Rezultāts bija nepārtraukts un hermētisks "vāciņš".

Otrā metināšanas trika versija, izmantojot otru “pliku” elektrodu
Otrajai metodei pārklājam elektrodu ar āmuru uz laktas un panākam arī pilnīgu pārklājuma lobīšanos. Izmantojot nelielu saistīšanas stieples gabalu, mēs pieskrūvējam “kailā” elektroda augšdaļu pārklātajam elektrodam tieši zem tā nepārklātā kontakta gala.

Ar šo “konstrukciju” sametināsim divu cauruļu galus ar atstarpi, kas lielāka nekā parasti, vai caurumu caurulē, kuras diametrs ir vairākas reizes lielāks par mūsu izmantoto elektrodu diametru.
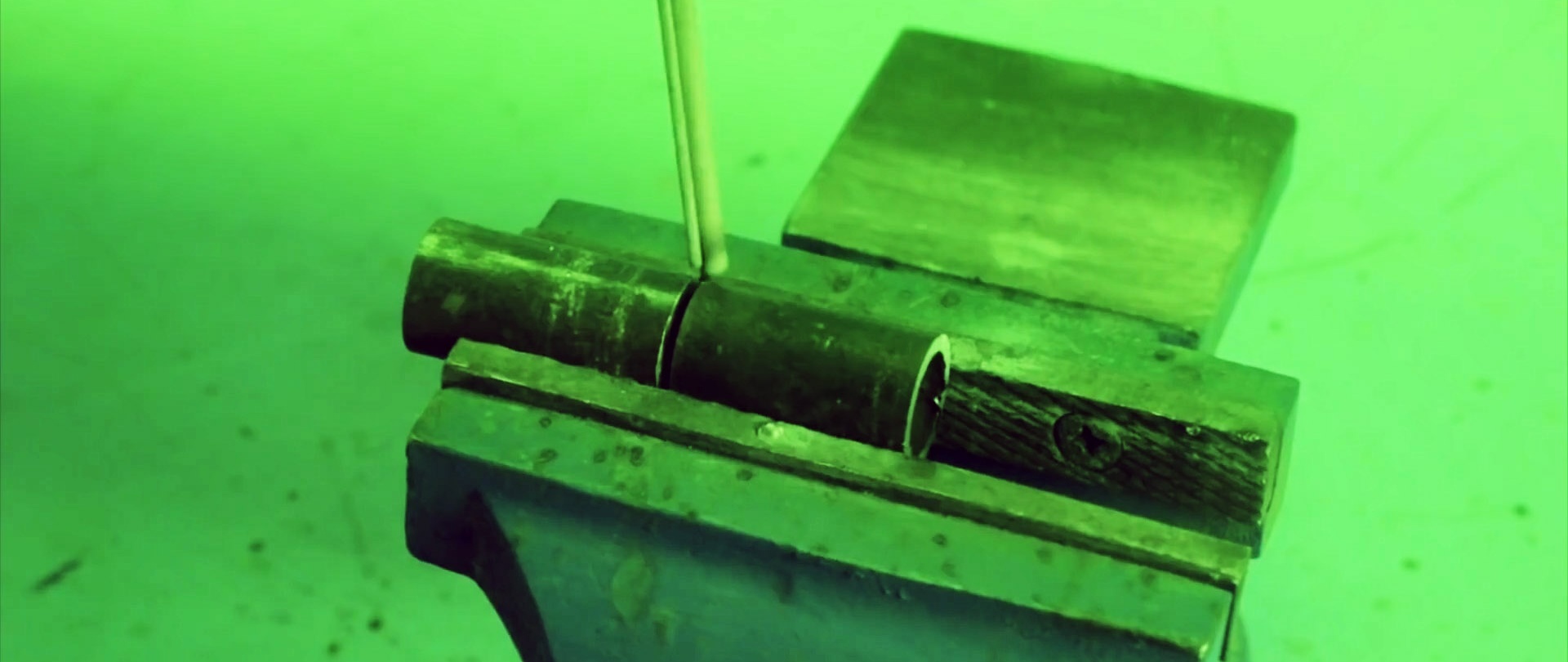

Tā kā strāva neplūst caur “pliku” elektrodu, jo tas ir izolēts no strāvas avota, tā metāls kūst lēnāk nekā galvenā elektroda metāls, un process notiek optimālā režīmā.

Tas ir skaidri redzams pēc metināšanas vietu tīrīšanas ar slīpmašīnu: nav caurumu, plaisu vai izdedžu traipu.













