Bagaimana lagi anda boleh membuat lubang persegi?
Membuat lubang persegi dalam logam tahan lama tanpa peralatan khas tidak mudah. Walau bagaimanapun, ini juga boleh dilakukan pada mesin universal. Tetapi untuk ini anda perlu membuat apa yang dipanggil terlebih dahulu. Gerudi watt dan templat untuknya.
Juga, untuk membuat gerudi Watt, anda memerlukan rod keluli berkelajuan tinggi, dan untuk templat, bulatan keluli.

Menggunakan mesin pengisar NGF-110, kami membuat tiga alur membujur pada bahan kerja. Proses ini akan diteruskan dengan usaha, kerana ciri-ciri bahan pemotong karbida tidak jauh lebih tinggi daripada pemotong berkelajuan tinggi.


Seterusnya, kami mengapit bahan kerja dengan alur dalam naib dan membuat profil tiga gigi pemotong menggunakan penggiling, bermula dari slot. Kami mengasah hujung gerudi, tetapi jangan mengasah tepi sisi.


Pada peralatan khas untuk membuat lubang persegi, gerudi Watts bukan sahaja berputar di sekeliling paksi membujurnya, tetapi paksi itu sendiri membuat trajektori yang diterangkan oleh empat lengkok elips. Tetapi kita akan memilih jalan yang berbeza.


Bahagian kedua ialah templat di mana gerudi Watt akan berputar. Dalam kes kami, diameter gerudi ialah 15 mm. Ini bermakna bahawa persegi yang dibuat olehnya akan menjadi 15x15 mm.
Untuk memastikan gerudi Watts tidak tersekat dalam templat sebenar, kami meletakkannya di dalam jalur plastik dengan persegi 15x15 mm dan mula memutar gerudi. Ia tidak boleh menggigit atau memotong cukur dari sisi petak.
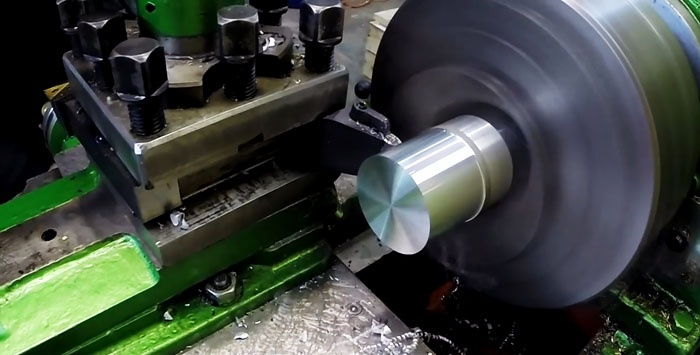
Kami mengapit mesin penyalin kosong ke dalam chuck pelarik dan mengisar hujungnya. Kemudian gunakan gerudi 15 mm untuk menggerudi lubang di tengah dan menggerudi keluar dengan gerudi berdiameter besar ke kedalaman yang diperlukan.
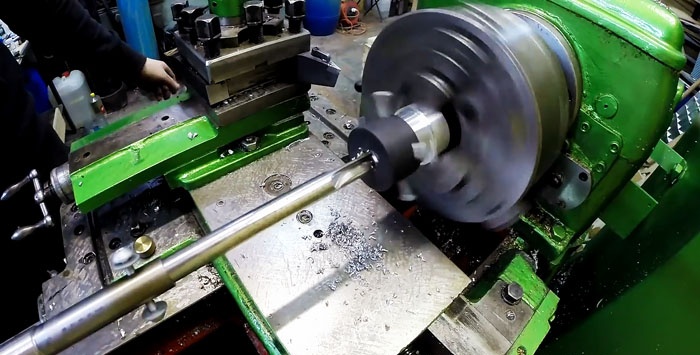
Menggunakan pemotong lulus, kami melaraskan diameter dalaman lubang besar dan mengisar bahan kerja dari luar. Lebih dekat dengan hujung hadapan templat, gerudi 4 lubang sama rata dalam bulatan, potong benang untuk bolt untuk mengikat mesin penyalin ke bahan kerja di mana lubang persegi akan dibuat.

Menggunakan scriber dan kepala pembahagi, kami melukis empat baris di bahagian belakang templat kosong, yang, bersilang, membentuk segi empat sama yang diterangkan 15 × 15 mm di sekeliling lubang dengan diameter 15 mm.
Di sudut dalaman persegi yang ditanda, gerudi 4 lubang dengan gerudi nipis. Kami mengapit cawan penyalin dalam naib dan menggunakan fail untuk membentuk lubang persegi dari lubang bulat. Templat dan gerudi Watt direka bentuk untuk berfungsi bersama.



Untuk mengeras, panaskan templat dalam relau meredam dan turunkan ke dalam bekas dengan minyak mesin.

Untuk mengurangkan herotan gerudi Watt semasa operasi, kami membuat lanjutan untuknya.Ini akan membolehkan lubang segi empat sama dibuat panjang sepaksi. Kami mengamankan gerudi dalam sambungan dengan dua bolt.
Kami membetulkan gerudi dengan sambungan di kepala mesin pelarik. Untuk menguji alat, mari buat lubang segi empat sama pada bahan aluminium.

Kami mengisar permukaan hujung dan sisi bahan kerja.
Kami memasang templat pada bahan kerja dan menggunakan gerudi untuk membuat lubang bulat kecil di tempat persegi masa depan.


Untuk melembutkan perlanggaran gerudi Watts dengan segi empat sama templat, pelincirkan tempat ini dengan gris sambungan CV.

Kami memasukkan gerudi ke dalam petak mesin penyalin dan memutarkan bahan kerja dengan chuck dengan tangan. Jika anda tidak merasakan sebarang kesesakan atau menggigit, hidupkan mesin.
Kami menggerakkan alat ke hadapan dan melihat pergerakan kompleks yang dibuat oleh gerudi di kawasan templat. Selepas beberapa lama, cip mula muncul, yang menunjukkan bahawa proses telah bermula.
Setelah mencapai kedalaman yang dikehendaki, matikan mesin, keluarkan headstock dengan alat, keluarkan templat dan asingkan silinder kira-kira 30 mm panjang dari bahan kerja dengan alat pemotong.
Kami memastikan bahawa lubang persegi dibuat sepanjang panjang tanpa mengganggu penjajaran dan saiz melintang. Peranti kami berjaya lulus ujian pertama.

Mari kita beralih kepada proses yang lebih kompleks - membuat lubang persegi dalam kosong keluli. Kami juga mengisarnya di sepanjang permukaan hujung dan sisi. Kami membungkus dan melindungi templat. Kami membawa alat dan mula menggerudi.
Getaran gerudi dan rupa cip menunjukkan bahawa proses sedang berjalan. Kami memberi makan alat pada 30 mm yang sama. Kemudian keluarkan templat dan potong kosong dengan lubang persegi yang terhasil.
Selepas mengisar hujung bahan kerja dengan lubang persegi, kami memastikan ia berkualiti tinggi dalam arah membujur dan melintang, tanpa mengira bahan - aluminium atau keluli.
Petak gerudi dan templat juga kekal utuh dan tidak menjadi kusam, iaitu bersedia untuk bekerja semula.
Adalah jelas bahawa untuk setiap saiz lubang persegi anda memerlukan gerudi Watt yang berasingan, dan templat, jika anda menjadi kreatif, boleh dibuat universal dalam had tertentu.
Akan memerlukan
- mesin pelarik dan pengilangan;
- bahasa Bulgaria;
- fail logam;
- memotong dan memotong;
- latihan pintal;
- pemotong cakera;
- sepana;
- peralatan pengerasan;
- kaliper;
- cecair pemotongan.
Juga, untuk membuat gerudi Watt, anda memerlukan rod keluli berkelajuan tinggi, dan untuk templat, bulatan keluli.
Membuat gerudi Watt
Menggunakan mesin pengisar NGF-110, kami membuat tiga alur membujur pada bahan kerja. Proses ini akan diteruskan dengan usaha, kerana ciri-ciri bahan pemotong karbida tidak jauh lebih tinggi daripada pemotong berkelajuan tinggi.
Seterusnya, kami mengapit bahan kerja dengan alur dalam naib dan membuat profil tiga gigi pemotong menggunakan penggiling, bermula dari slot. Kami mengasah hujung gerudi, tetapi jangan mengasah tepi sisi.
Pada peralatan khas untuk membuat lubang persegi, gerudi Watts bukan sahaja berputar di sekeliling paksi membujurnya, tetapi paksi itu sendiri membuat trajektori yang diterangkan oleh empat lengkok elips. Tetapi kita akan memilih jalan yang berbeza.
Membuat templat
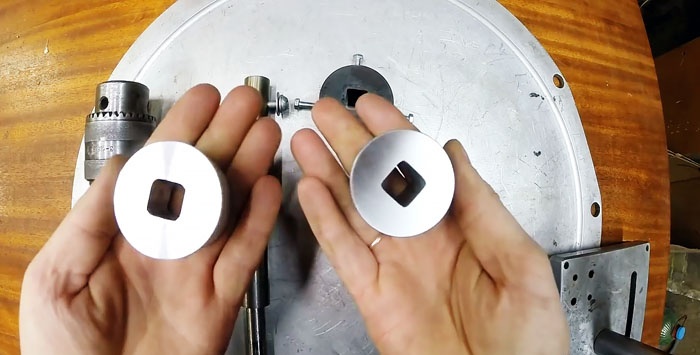
Bahagian kedua ialah templat di mana gerudi Watt akan berputar. Dalam kes kami, diameter gerudi ialah 15 mm. Ini bermakna bahawa persegi yang dibuat olehnya akan menjadi 15x15 mm.
Untuk memastikan gerudi Watts tidak tersekat dalam templat sebenar, kami meletakkannya di dalam jalur plastik dengan persegi 15x15 mm dan mula memutar gerudi. Ia tidak boleh menggigit atau memotong cukur dari sisi petak.
Kami mengapit mesin penyalin kosong ke dalam chuck pelarik dan mengisar hujungnya. Kemudian gunakan gerudi 15 mm untuk menggerudi lubang di tengah dan menggerudi keluar dengan gerudi berdiameter besar ke kedalaman yang diperlukan.
Menggunakan pemotong lulus, kami melaraskan diameter dalaman lubang besar dan mengisar bahan kerja dari luar. Lebih dekat dengan hujung hadapan templat, gerudi 4 lubang sama rata dalam bulatan, potong benang untuk bolt untuk mengikat mesin penyalin ke bahan kerja di mana lubang persegi akan dibuat.
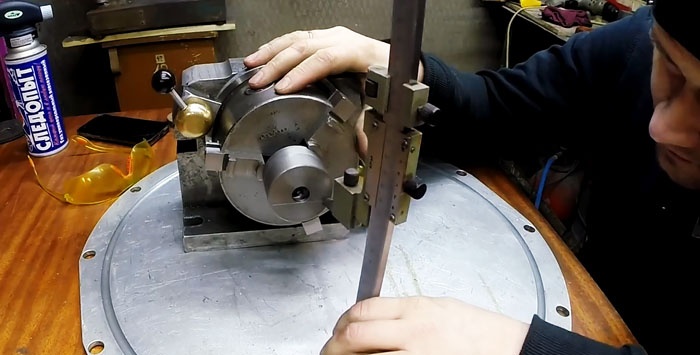
Menggunakan scriber dan kepala pembahagi, kami melukis empat baris di bahagian belakang templat kosong, yang, bersilang, membentuk segi empat sama yang diterangkan 15 × 15 mm di sekeliling lubang dengan diameter 15 mm.
Di sudut dalaman persegi yang ditanda, gerudi 4 lubang dengan gerudi nipis. Kami mengapit cawan penyalin dalam naib dan menggunakan fail untuk membentuk lubang persegi dari lubang bulat. Templat dan gerudi Watt direka bentuk untuk berfungsi bersama.
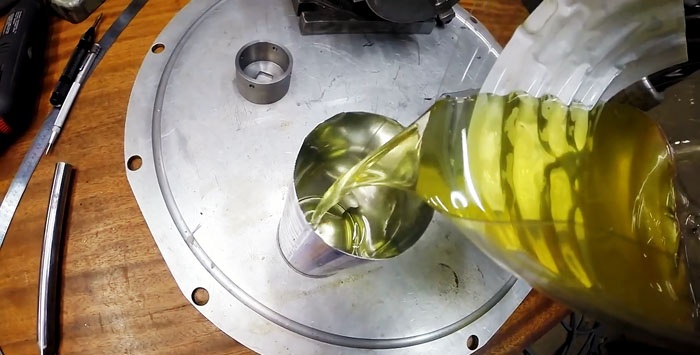
Untuk mengeras, panaskan templat dalam relau meredam dan turunkan ke dalam bekas dengan minyak mesin.
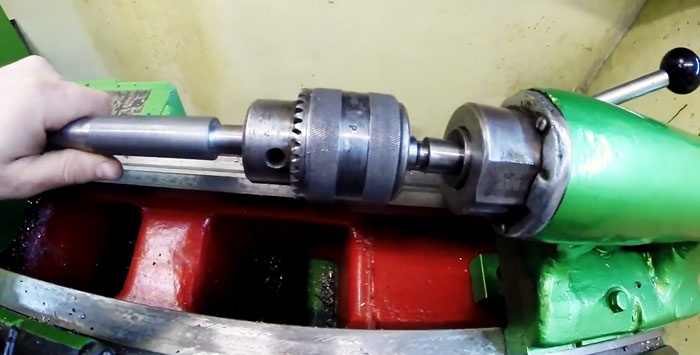
Untuk mengurangkan herotan gerudi Watt semasa operasi, kami membuat lanjutan untuknya.Ini akan membolehkan lubang segi empat sama dibuat panjang sepaksi. Kami mengamankan gerudi dalam sambungan dengan dua bolt.
Proses membuat lubang persegi
Kami membetulkan gerudi dengan sambungan di kepala mesin pelarik. Untuk menguji alat, mari buat lubang segi empat sama pada bahan aluminium.
Kami mengisar permukaan hujung dan sisi bahan kerja.
Kami memasang templat pada bahan kerja dan menggunakan gerudi untuk membuat lubang bulat kecil di tempat persegi masa depan.
Untuk melembutkan perlanggaran gerudi Watts dengan segi empat sama templat, pelincirkan tempat ini dengan gris sambungan CV.
Kami memasukkan gerudi ke dalam petak mesin penyalin dan memutarkan bahan kerja dengan chuck dengan tangan. Jika anda tidak merasakan sebarang kesesakan atau menggigit, hidupkan mesin.
Kami menggerakkan alat ke hadapan dan melihat pergerakan kompleks yang dibuat oleh gerudi di kawasan templat. Selepas beberapa lama, cip mula muncul, yang menunjukkan bahawa proses telah bermula.
Setelah mencapai kedalaman yang dikehendaki, matikan mesin, keluarkan headstock dengan alat, keluarkan templat dan asingkan silinder kira-kira 30 mm panjang dari bahan kerja dengan alat pemotong.
Kami memastikan bahawa lubang persegi dibuat sepanjang panjang tanpa mengganggu penjajaran dan saiz melintang. Peranti kami berjaya lulus ujian pertama.
Mari kita beralih kepada proses yang lebih kompleks - membuat lubang persegi dalam kosong keluli. Kami juga mengisarnya di sepanjang permukaan hujung dan sisi. Kami membungkus dan melindungi templat. Kami membawa alat dan mula menggerudi.
Getaran gerudi dan rupa cip menunjukkan bahawa proses sedang berjalan. Kami memberi makan alat pada 30 mm yang sama. Kemudian keluarkan templat dan potong kosong dengan lubang persegi yang terhasil.
keputusan
Selepas mengisar hujung bahan kerja dengan lubang persegi, kami memastikan ia berkualiti tinggi dalam arah membujur dan melintang, tanpa mengira bahan - aluminium atau keluli.
Petak gerudi dan templat juga kekal utuh dan tidak menjadi kusam, iaitu bersedia untuk bekerja semula.
Adalah jelas bahawa untuk setiap saiz lubang persegi anda memerlukan gerudi Watt yang berasingan, dan templat, jika anda menjadi kreatif, boleh dibuat universal dalam had tertentu.
Tonton video
Kelas induk yang serupa






Amat menarik

Cara mudah untuk memateri aluminium

Bagaimana untuk memulihkan kelawar

Alat mengasah gerudi

Cara Membuat Lubang pada Keluli Yang Dikeraskan Tanpa Menggerudi

Peranti paling mudah untuk mengasah pisau pada 30 darjah

Bagaimana untuk menggerudi melalui mana-mana keluli berkelajuan tinggi dengan gerudi jubin
Komen (1)
