Bender paip buat sendiri - mudah dan hampir percuma
Keperluan untuk membengkokkan paip keluli pada sudut tertentu dengan jejari yang dikehendaki tidak timbul dengan kerap. Tetapi, jika tugas sedemikian muncul, maka dengan ketiadaan peralatan khas ia tidak dapat dielakkan menjadi masalah yang sukar untuk diselesaikan.
Dalam kes paip bulat, kelengkapan kadangkala membantu. Tiada penyelesaian sedemikian untuk paip segi empat tepat dan persegi. Pemasangan bolt-on sahaja ditawarkan.
Membuat selekoh paip dengan mengimpalnya dari segmen berasingan bukanlah jalan terbaik untuk keluar dari situasi ini. Ia sukar, dan biasanya tidak boleh dipercayai.
Pilihan paling maju dari segi teknologi yang telah terbukti selama beberapa dekad telah dan kekal sebagai pembengkok paip, yang membolehkan anda membengkokkan paip dari mana-mana keratan rentas tanpa menjejaskan kualiti dan ciri prestasinya.
Anda boleh membuat mesin padat sedemikian dengan pemacu mekanikal dengan tangan anda sendiri. Ia akan mengambil sedikit kerja, tetapi ia berbaloi. Anda tidak akan dapat membeli bender paip dengan murah. Harga minimum di kedai untuk peranti yang kelihatan lebih kurang berbaloi bermula dari beberapa ribu rubel. Pada masa yang sama, seseorang hanya boleh meneka tentang kualiti dan hayat perkhidmatannya.
Mesin buatan sendiri akan terdiri daripada sekurang-kurangnya 50% bahan yang tersedia. Sesuatu pasti akan ditemui dalam isi rumah peribadi, sesuatu di garaj jiran. Kemungkinan besar anda hanya perlu membeli 8 bearing siri 303. Mereka direka untuk melaksanakan fungsi aci, yang menghapuskan keperluan untuk kerja memutar. Galas sedemikian adalah murah, dan jika anda melihat, anda boleh mencarinya untuk sen. Jika anda perlu membeli beberapa besi tambahan, ia hampir tidak ada apa-apanya berbanding dengan harga kedai pembengkok paip.
Anda pasti memerlukan bahagian saluran 80x40 mm, sudut keluli 25x25 mm, paip profil 20x20 mm, pin pembinaan dengan diameter 18 mm, 6 mesin basuh M18 dengan diameter luar meningkat 56 mm, 9 kacang untuk 18 dan beberapa perkara kecil lain, tetapi lebih banyak tentang itu dalam proses .
Alatan utama ialah pengisar, mesin kimpalan, dan gerudi.
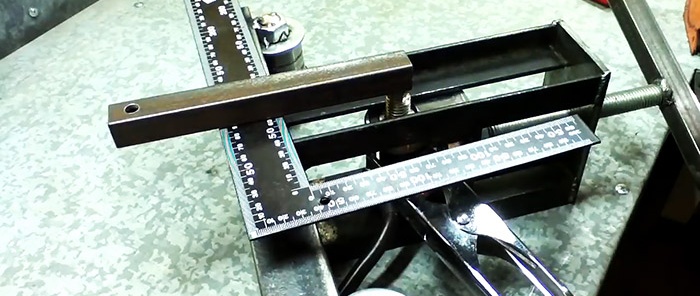
1. Kami mengambil saluran 80x40 mm sebagai asas untuk reka bentuk, menandakan dan memotong bahan kerja kira-kira 40 cm panjang.

2. Bersihkan dengan lampiran berus logam.

3. Gunakan pengisar untuk mengeluarkan sebahagian daripada benang daripada stud supaya galas, diameter dalamnya ialah 17 mm, muat longgar tetapi padat padanya.

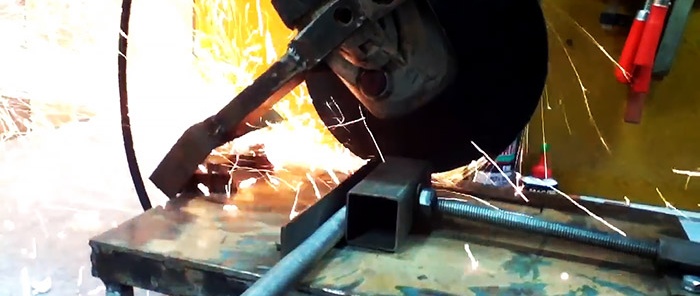
4. Menggunakan gergaji bulat atau pengisar, potong tiga bahagian dari stud - ia akan digunakan untuk membuat penggelek. Kami mengambil panjang segmen dengan margin (kira-kira 100-120 mm), dengan mengambil kira lebar pencuci, galas, dan kacang. Kami akan mengeluarkan lebihan itu kemudian.
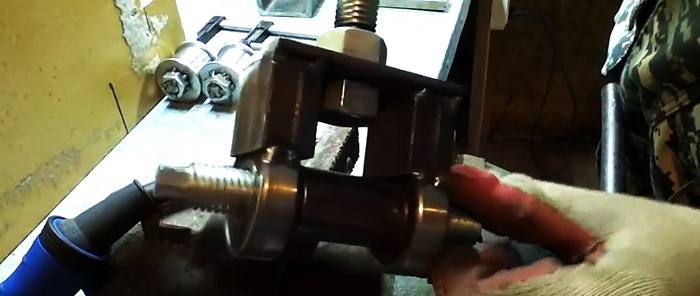
5. Menggunakan mandrel dan tukul, tetapkan sedikit tirus untuk mesin basuh - dalam 1 mm, yang akan memastikan putaran bebas penggelek.

6. Pasang penggelek dan ketatkan kacang.

7. Tanggalkan bahagian stud yang menonjol di luar nat.

8. Menggunakan kimpalan elektrik, kami membetulkan unsur-unsur roller.

9. Periksa penggelek untuk putaran bebas.

10.Kami menanda dan memotong empat segmen sepanjang 25 cm dari sudut 25x25 mm untuk membuat panduan untuk pemacu dan penggelek tekanan.

11. Kami mengimpal kepingan sudut ke pangkalan saluran, mengekalkan jurang untuk paksi roller pemacu (aci).

12. Pada salah satu bahagian stud yang telah disediakan kami meletakkan sekeping paip dengan diameter 27 mm dan panjang 40 mm. Isi celah dalaman dengan paku 40mm tanpa kepala.

13. Kami mengimpal semua elemen di sekeliling lilitan menggunakan kimpalan elektrik dan mendapatkan aci siap.

14. Kami meletakkan galas di tepi aci.

15. Kami membuat gerabak alih dengan mengimpal dua bahagian paip profil 20x40x30 mm, plat keluli segi empat tepat 80x50 mm dan aci dengan galas ke dalam struktur tunggal.

16. Di persimpangan pepenjuru, tandakan pusat dengan teras dan gerudi lubang dengan diameter 18 mm untuk pin di bahagian atas gerabak menggunakan gerudi dan reamer.

17. Kami memasang mekanisme mengangkat, yang terdiri daripada pin dan tiga kacang M18, dua daripadanya dikimpal titik pada pin yang diulirkan ke dalam lubang platform pengangkutan.
18. Potong segi empat tepat kira-kira 70x130 mm daripada kepingan keluli setebal 5 mm, yang akan digunakan sebagai hentian untuk mekanisme mengangkat. Tandakan bahagian tengah dan gerudi lubang 18 mm serupa dengan pangkal gerabak.

19. Kami memasang unsur-unsur yang dihasilkan menjadi satu struktur. Untuk melakukan ini, pasangkan gerabak dengan aci pemacu dalam panduan.
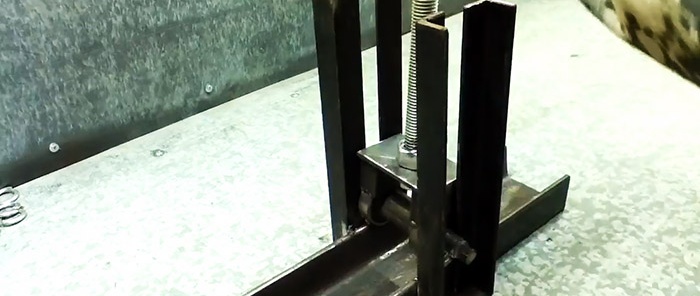
20. Kami meletakkannya pada stud dan memasang plat sokongan.
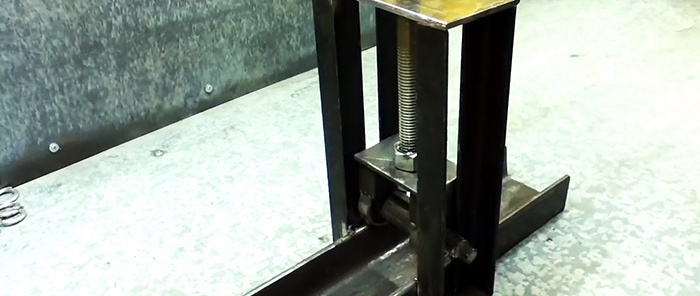
21. Skrukan nat pada stud sehingga ia berhenti dan ketatkan sambungan menggunakan kimpalan elektrik.
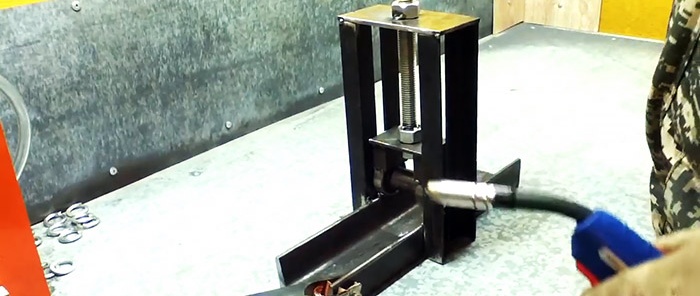
22. Kami mengimpal penggelek yang dibuat sebelum ini di sepanjang tepi pangkalan saluran.
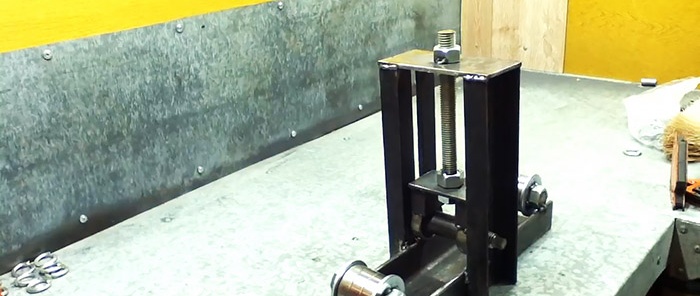
23. Kami mengimpal pemegang 25-30 cm dari paip profil 20x20 mm ke mekanisme pengangkatan dan pengapit.

24.Kami membuat tuil pemacu mekanikal dari bahagian 20-25 cm paip profil 20x20 mm dan mengimpalnya ke roller pemacu (pin). Pemegang pemacu boleh dipinjam daripada mana-mana alat kuasa lama dengan terlebih dahulu menggerudi lubang untuknya. Jika ini tidak tersedia, sebaliknya anda boleh mengimpal sekeping paip bulat 12-14 cm ke tuil.
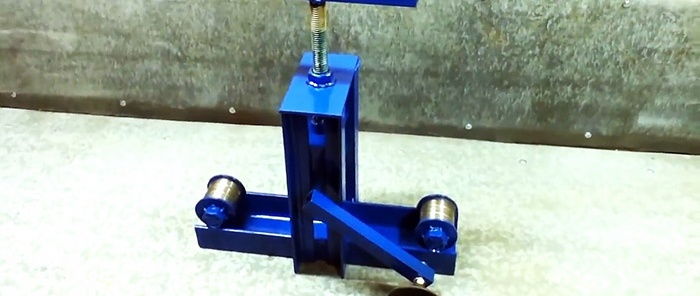
25. Bender paip sudah siap, mari kita jalankan ujian.

26. Dan akhirnya, peringkat terakhir ialah mengecat bengkok paip kami. Bagaimanakah karya teknikal yang dipasang dengan tangan sedemikian tidak boleh diberikan penampilan yang dihormati?
Walau bagaimanapun, ini adalah soalan individu semata-mata dan kami tidak akan membincangkannya secara terperinci. Kami hanya perhatikan bahawa anda perlu terlebih dahulu mengeluarkan semua kekasaran dengan fail atau penggiling, degrease dengan baik dengan pelarut, dan tutupnya dengan primer. Tetapi dalam apa jua keadaan, walaupun ia menggembirakan jiwa, ia tidak menjejaskan hasilnya dalam apa cara sekalipun.
Dalam kes paip bulat, kelengkapan kadangkala membantu. Tiada penyelesaian sedemikian untuk paip segi empat tepat dan persegi. Pemasangan bolt-on sahaja ditawarkan.
Membuat selekoh paip dengan mengimpalnya dari segmen berasingan bukanlah jalan terbaik untuk keluar dari situasi ini. Ia sukar, dan biasanya tidak boleh dipercayai.
Pilihan paling maju dari segi teknologi yang telah terbukti selama beberapa dekad telah dan kekal sebagai pembengkok paip, yang membolehkan anda membengkokkan paip dari mana-mana keratan rentas tanpa menjejaskan kualiti dan ciri prestasinya.
Anda boleh membuat mesin padat sedemikian dengan pemacu mekanikal dengan tangan anda sendiri. Ia akan mengambil sedikit kerja, tetapi ia berbaloi. Anda tidak akan dapat membeli bender paip dengan murah. Harga minimum di kedai untuk peranti yang kelihatan lebih kurang berbaloi bermula dari beberapa ribu rubel. Pada masa yang sama, seseorang hanya boleh meneka tentang kualiti dan hayat perkhidmatannya.
Apa yang anda perlukan untuk bender paip buatan sendiri
Mesin buatan sendiri akan terdiri daripada sekurang-kurangnya 50% bahan yang tersedia. Sesuatu pasti akan ditemui dalam isi rumah peribadi, sesuatu di garaj jiran. Kemungkinan besar anda hanya perlu membeli 8 bearing siri 303. Mereka direka untuk melaksanakan fungsi aci, yang menghapuskan keperluan untuk kerja memutar. Galas sedemikian adalah murah, dan jika anda melihat, anda boleh mencarinya untuk sen. Jika anda perlu membeli beberapa besi tambahan, ia hampir tidak ada apa-apanya berbanding dengan harga kedai pembengkok paip.
Anda pasti memerlukan bahagian saluran 80x40 mm, sudut keluli 25x25 mm, paip profil 20x20 mm, pin pembinaan dengan diameter 18 mm, 6 mesin basuh M18 dengan diameter luar meningkat 56 mm, 9 kacang untuk 18 dan beberapa perkara kecil lain, tetapi lebih banyak tentang itu dalam proses .
Alatan utama ialah pengisar, mesin kimpalan, dan gerudi.
Susunan operasi
1. Kami mengambil saluran 80x40 mm sebagai asas untuk reka bentuk, menandakan dan memotong bahan kerja kira-kira 40 cm panjang.
2. Bersihkan dengan lampiran berus logam.
3. Gunakan pengisar untuk mengeluarkan sebahagian daripada benang daripada stud supaya galas, diameter dalamnya ialah 17 mm, muat longgar tetapi padat padanya.
4. Menggunakan gergaji bulat atau pengisar, potong tiga bahagian dari stud - ia akan digunakan untuk membuat penggelek. Kami mengambil panjang segmen dengan margin (kira-kira 100-120 mm), dengan mengambil kira lebar pencuci, galas, dan kacang. Kami akan mengeluarkan lebihan itu kemudian.
5. Menggunakan mandrel dan tukul, tetapkan sedikit tirus untuk mesin basuh - dalam 1 mm, yang akan memastikan putaran bebas penggelek.
6. Pasang penggelek dan ketatkan kacang.
7. Tanggalkan bahagian stud yang menonjol di luar nat.
8. Menggunakan kimpalan elektrik, kami membetulkan unsur-unsur roller.
9. Periksa penggelek untuk putaran bebas.
10.Kami menanda dan memotong empat segmen sepanjang 25 cm dari sudut 25x25 mm untuk membuat panduan untuk pemacu dan penggelek tekanan.
11. Kami mengimpal kepingan sudut ke pangkalan saluran, mengekalkan jurang untuk paksi roller pemacu (aci).
12. Pada salah satu bahagian stud yang telah disediakan kami meletakkan sekeping paip dengan diameter 27 mm dan panjang 40 mm. Isi celah dalaman dengan paku 40mm tanpa kepala.
13. Kami mengimpal semua elemen di sekeliling lilitan menggunakan kimpalan elektrik dan mendapatkan aci siap.
14. Kami meletakkan galas di tepi aci.
15. Kami membuat gerabak alih dengan mengimpal dua bahagian paip profil 20x40x30 mm, plat keluli segi empat tepat 80x50 mm dan aci dengan galas ke dalam struktur tunggal.
16. Di persimpangan pepenjuru, tandakan pusat dengan teras dan gerudi lubang dengan diameter 18 mm untuk pin di bahagian atas gerabak menggunakan gerudi dan reamer.
17. Kami memasang mekanisme mengangkat, yang terdiri daripada pin dan tiga kacang M18, dua daripadanya dikimpal titik pada pin yang diulirkan ke dalam lubang platform pengangkutan.
18. Potong segi empat tepat kira-kira 70x130 mm daripada kepingan keluli setebal 5 mm, yang akan digunakan sebagai hentian untuk mekanisme mengangkat. Tandakan bahagian tengah dan gerudi lubang 18 mm serupa dengan pangkal gerabak.
19. Kami memasang unsur-unsur yang dihasilkan menjadi satu struktur. Untuk melakukan ini, pasangkan gerabak dengan aci pemacu dalam panduan.
20. Kami meletakkannya pada stud dan memasang plat sokongan.
21. Skrukan nat pada stud sehingga ia berhenti dan ketatkan sambungan menggunakan kimpalan elektrik.
22. Kami mengimpal penggelek yang dibuat sebelum ini di sepanjang tepi pangkalan saluran.
23. Kami mengimpal pemegang 25-30 cm dari paip profil 20x20 mm ke mekanisme pengangkatan dan pengapit.
24.Kami membuat tuil pemacu mekanikal dari bahagian 20-25 cm paip profil 20x20 mm dan mengimpalnya ke roller pemacu (pin). Pemegang pemacu boleh dipinjam daripada mana-mana alat kuasa lama dengan terlebih dahulu menggerudi lubang untuknya. Jika ini tidak tersedia, sebaliknya anda boleh mengimpal sekeping paip bulat 12-14 cm ke tuil.
25. Bender paip sudah siap, mari kita jalankan ujian.
26. Dan akhirnya, peringkat terakhir ialah mengecat bengkok paip kami. Bagaimanakah karya teknikal yang dipasang dengan tangan sedemikian tidak boleh diberikan penampilan yang dihormati?
Walau bagaimanapun, ini adalah soalan individu semata-mata dan kami tidak akan membincangkannya secara terperinci. Kami hanya perhatikan bahawa anda perlu terlebih dahulu mengeluarkan semua kekasaran dengan fail atau penggiling, degrease dengan baik dengan pelarut, dan tutupnya dengan primer. Tetapi dalam apa jua keadaan, walaupun ia menggembirakan jiwa, ia tidak menjejaskan hasilnya dalam apa cara sekalipun.
Tonton video
Kelas induk yang serupa

Cara membuat bender paip dari roda tenaga kereta dan starter Bendix

Cara membengkokkan paip plastik dengan betul

Bagaimana untuk membuat potongan mudah ke dalam paip keluli

Bagaimana untuk memateri paip polipropilena apabila air mengalir

Bagaimana untuk menukar paip PVC bulat menjadi satu persegi

Bagaimana untuk membuat mesin gergaji besi untuk logam
Amat menarik






Komen (0)
