Cara murah membuat penyemperit rod untuk pencetak 3D menggunakan komponen yang tersedia
Dengan penggunaan aktif percetakan 3D, jumlah yang besar dibelanjakan untuk pembelian bahan habis pakai. Dalam hal ini, masuk akal untuk membuatnya sendiri daripada plastik ABS dan botol PET yang dihancurkan. Untuk melakukan ini, anda perlu membuat peralatan khas, yang paling kompleks ialah extruder.


Gerudi kayu lingkaran akan digunakan sebagai skru penyemperit. Paip air dipilih untuknya. Di dalamnya anda perlu mengisar jahitan kimpalan dalaman dengan fail.Potongan membujur dibuat dari tepi paip hingga kedalaman 60-80 mm, dan sebahagian daripada paip dipotong di sepanjangnya. Pipi keluli kepingan dikimpal pada slot yang terhasil di kiri dan kanan. Corong pemuatan untuk plastik hancur akan dipasang padanya. Ia boleh dicetak pada pencetak 3D.
Plat keluli atau paip profil besar boleh digunakan sebagai asas penyemperit.

Pendirian diskrukan ke pangkalan untuk mengamankan penyemperit itu sendiri. Ia diperbuat daripada paip profil dengan lugs. Selongsong extruder itu sendiri dikimpal pada pendirian, kemudian skru dimasukkan ke dalamnya.


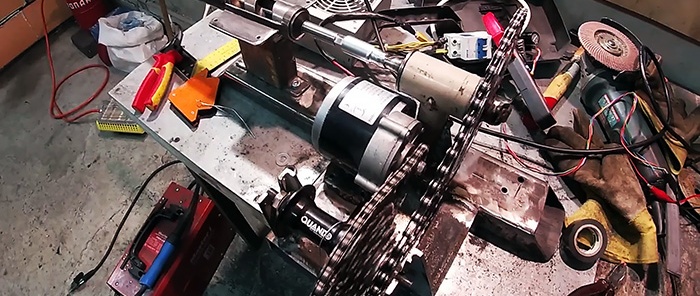
Seterusnya, anda perlu menyambungkan auger ke motor melalui kotak gear pengurangan.

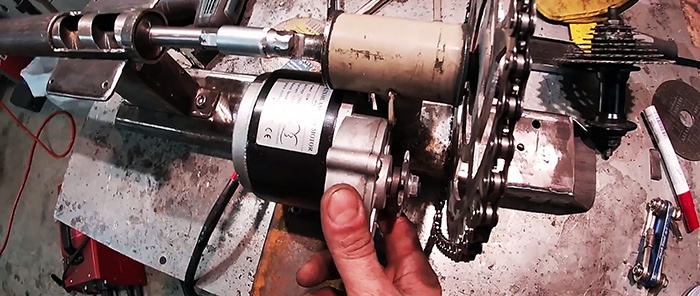
Untuk melakukan ini, gerabak basikal disambungkan kepadanya melalui kepala soket. Kepala dikimpal pada gerabak, kemudian ia diletakkan pada batang auger. Selepas ini, gerabak itu diselaraskan secara sepaksi dengan extruder, dan pendiriannya dikimpal pada tapaknya.
Kemudian sproket basikal pemanduan dipasang pada aci gerabak. Seterusnya, anda perlu menyambungkan sproket pemacu ke gegancu kecil pada kaset hab melalui rantai roller. Selepas ini, rantai yang sama menyambungkan sproket besar pada kaset dengan sproket pada kotak gear motor elektrik. Untuk melakukan ini, paip profil lain dikimpal ke sisi bingkai untuk menampung sesendal dan motor. Dalam kes ini, sproket pemacu mempunyai 46 gigi, yang kecil mempunyai 11, yang tengah mempunyai 30, dan kotak gear motor mempunyai 9. Oleh itu, nisbah gear dari motor ke gerudi akan menjadi 1:140. Untuk kebolehpercayaan, semua rak mesti dikuatkan dengan kimpalan gusset.
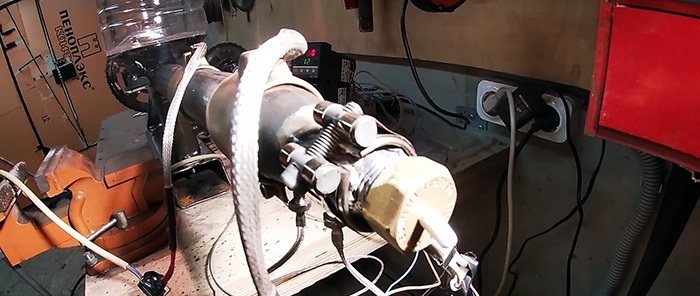
Penyesuai dan sekeping paip 1/2-inci dikimpal pada pintu keluar perumahan penyemperit. Harus ada benang di tepi tiub untuk memasang muncung. Ia menggunakan palam paip dengan lubang 4 mm yang digerudi di tengah.

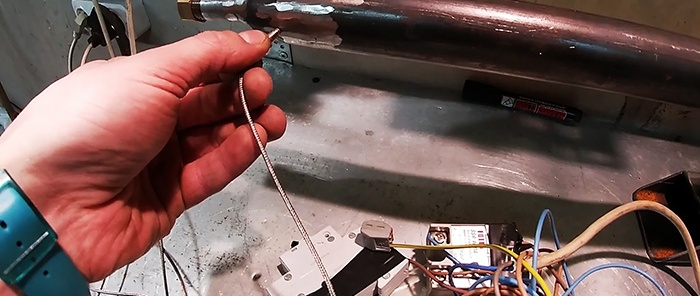
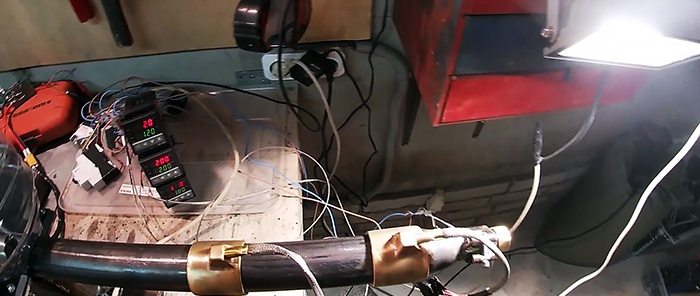
Seterusnya, anda perlu memasang pemanas cincin di atas perumahan extruder. Jika diameternya tidak sepadan, maka selongsong boleh ditingkatkan dengan membalut jalur keluli di sekelilingnya. Pemanas dipasang pada hidung extruder, di tengah dan pada permulaan selongsong. Setiap daripada mereka disambungkan melalui pengawal PID yang berasingan. Penderia haba mereka diskrukan ke selongsong. Untuk melakukan ini, anda perlu mengimpal kacang kepadanya. Ada kemungkinan bahawa selepas ujian bilangan pemanas perlu ditambah.


Seterusnya, anda perlu menghidupkan pemanasan dan laraskan suhu pada pemanas. Sebagai permulaan, apabila menggunakan cip plastik ABS, yang pertama ditetapkan kepada 120°C, yang kedua 200°C dan yang ketiga 180°C. Selepas memanaskan badan, putaran skru bermula. Anda perlu menetapkannya kepada kira-kira 5 rpm.


Selepas membuat penyemperit, anda perlu memasang lebih banyak peranti untuk mengatur pengeluaran rod, tetapi ia menjadi lebih mudah. Sekurang-kurangnya, anda juga memerlukan mandi untuk menyejukkan rod, penggelek penerima, dan penggetar untuk corong untuk bekalan cip plastik tanpa gangguan ke gerimit.

Tonton video untuk semua butiran:
Bahan:
- gerudi pintal untuk kayu 36 mm;
- paip keluli dengan diameter dalaman 37 mm;
- penyesuai untuk paip dengan diameter 1/2 inci;
- paip 1/2 inci;
- 1/2" palam paip;
- Keluli lembaran;
- pengangkutan basikal di perumahan;
- sproket pemacu basikal;
- hab belakang basikal dengan kaset;
- rantai penggelek;
- motor elektrik;
- paip profil;
- pemanas cincin 320 W - 2-3 pcs.;
- pemanas cincin 70 W;
- Pengawal PID untuk setiap pemanas;
- Pengawal selia PWM.
Proses pembuatan extruder
Gerudi kayu lingkaran akan digunakan sebagai skru penyemperit. Paip air dipilih untuknya. Di dalamnya anda perlu mengisar jahitan kimpalan dalaman dengan fail.Potongan membujur dibuat dari tepi paip hingga kedalaman 60-80 mm, dan sebahagian daripada paip dipotong di sepanjangnya. Pipi keluli kepingan dikimpal pada slot yang terhasil di kiri dan kanan. Corong pemuatan untuk plastik hancur akan dipasang padanya. Ia boleh dicetak pada pencetak 3D.
Plat keluli atau paip profil besar boleh digunakan sebagai asas penyemperit.
Pendirian diskrukan ke pangkalan untuk mengamankan penyemperit itu sendiri. Ia diperbuat daripada paip profil dengan lugs. Selongsong extruder itu sendiri dikimpal pada pendirian, kemudian skru dimasukkan ke dalamnya.
Seterusnya, anda perlu menyambungkan auger ke motor melalui kotak gear pengurangan.
Untuk melakukan ini, gerabak basikal disambungkan kepadanya melalui kepala soket. Kepala dikimpal pada gerabak, kemudian ia diletakkan pada batang auger. Selepas ini, gerabak itu diselaraskan secara sepaksi dengan extruder, dan pendiriannya dikimpal pada tapaknya.
Kemudian sproket basikal pemanduan dipasang pada aci gerabak. Seterusnya, anda perlu menyambungkan sproket pemacu ke gegancu kecil pada kaset hab melalui rantai roller. Selepas ini, rantai yang sama menyambungkan sproket besar pada kaset dengan sproket pada kotak gear motor elektrik. Untuk melakukan ini, paip profil lain dikimpal ke sisi bingkai untuk menampung sesendal dan motor. Dalam kes ini, sproket pemacu mempunyai 46 gigi, yang kecil mempunyai 11, yang tengah mempunyai 30, dan kotak gear motor mempunyai 9. Oleh itu, nisbah gear dari motor ke gerudi akan menjadi 1:140. Untuk kebolehpercayaan, semua rak mesti dikuatkan dengan kimpalan gusset.
Penyesuai dan sekeping paip 1/2-inci dikimpal pada pintu keluar perumahan penyemperit. Harus ada benang di tepi tiub untuk memasang muncung. Ia menggunakan palam paip dengan lubang 4 mm yang digerudi di tengah.
Seterusnya, anda perlu memasang pemanas cincin di atas perumahan extruder. Jika diameternya tidak sepadan, maka selongsong boleh ditingkatkan dengan membalut jalur keluli di sekelilingnya. Pemanas dipasang pada hidung extruder, di tengah dan pada permulaan selongsong. Setiap daripada mereka disambungkan melalui pengawal PID yang berasingan. Penderia haba mereka diskrukan ke selongsong. Untuk melakukan ini, anda perlu mengimpal kacang kepadanya. Ada kemungkinan bahawa selepas ujian bilangan pemanas perlu ditambah.
Seterusnya, anda perlu menghidupkan pemanasan dan laraskan suhu pada pemanas. Sebagai permulaan, apabila menggunakan cip plastik ABS, yang pertama ditetapkan kepada 120°C, yang kedua 200°C dan yang ketiga 180°C. Selepas memanaskan badan, putaran skru bermula. Anda perlu menetapkannya kepada kira-kira 5 rpm.
Selepas membuat penyemperit, anda perlu memasang lebih banyak peranti untuk mengatur pengeluaran rod, tetapi ia menjadi lebih mudah. Sekurang-kurangnya, anda juga memerlukan mandi untuk menyejukkan rod, penggelek penerima, dan penggetar untuk corong untuk bekalan cip plastik tanpa gangguan ke gerimit.
Tonton video
Tonton video untuk semua butiran:
Kelas induk yang serupa






Amat menarik






Komen (0)
