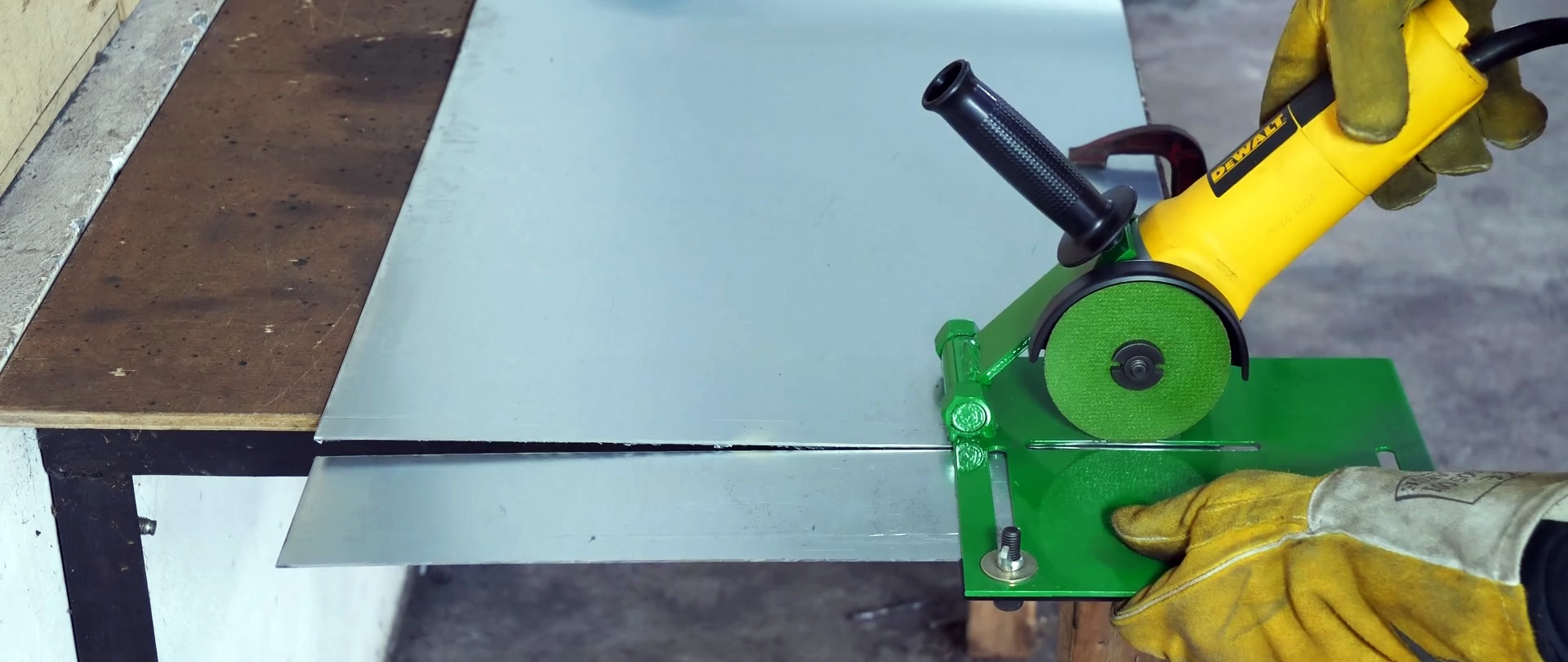
Lampiran pada penggiling sudut untuk potongan yang sekata
Apabila bekerja dengan kepingan logam, anda sering perlu memotong beberapa jalur lebar yang sama dari kepingan besar. Ini biasanya dilakukan dengan menandakan dan kemudian memotong setiap jalur. Peranti yang dicadangkan akan mempercepatkan proses ini dengan ketara dan meningkatkan ketepatan dimensi lebar elemen potong. Ketepatan tinggi "geometri" setiap jalur dicapai dengan memasang satu, saiz tetap tegar pada lampiran.
Bahan dan alatan
Untuk membuat konsol anda memerlukan:
- kepingan keluli gred St.3, tebal 3 mm;
- kepingan keluli sempit gred yang sama, tebal 5 mm;
- bar keluli, diameter 14 mm;
- dua kacang M12;
- elektrod untuk kimpalan (3 mm);
- meja kimpalan atau meja kerja;
- maksiat;
- pengisar" dengan cakera untuk keluli;
- pengapit;
- mesin kimpalan;
- tin minyak dengan minyak untuk melincirkan gerudi;
- tekan gerudi atau gerudi dengan mata gerudi 6 mm.
Latihan berkualiti tinggi dan tahan lama di AliExpress pada harga diskaun - http://alii.pub/5zwmxz
Anda boleh menggunakan keluli 4 mm tebal, tetapi kemudian lampiran akan menjadi berat, dan menggunakan ketebalan yang lebih kecil tidak akan memberikan peranti ketegaran yang diperlukan.
Dimensi helaian ditentukan oleh saiz penggiling sudut yang mana peranti itu dibuat.
Panjang plat asas lampiran hendaklah sama dengan panjang pengisar, ditambah 15 cm pada setiap sisi.
Penerangan tentang proses pembuatan lampiran pengisar sudut
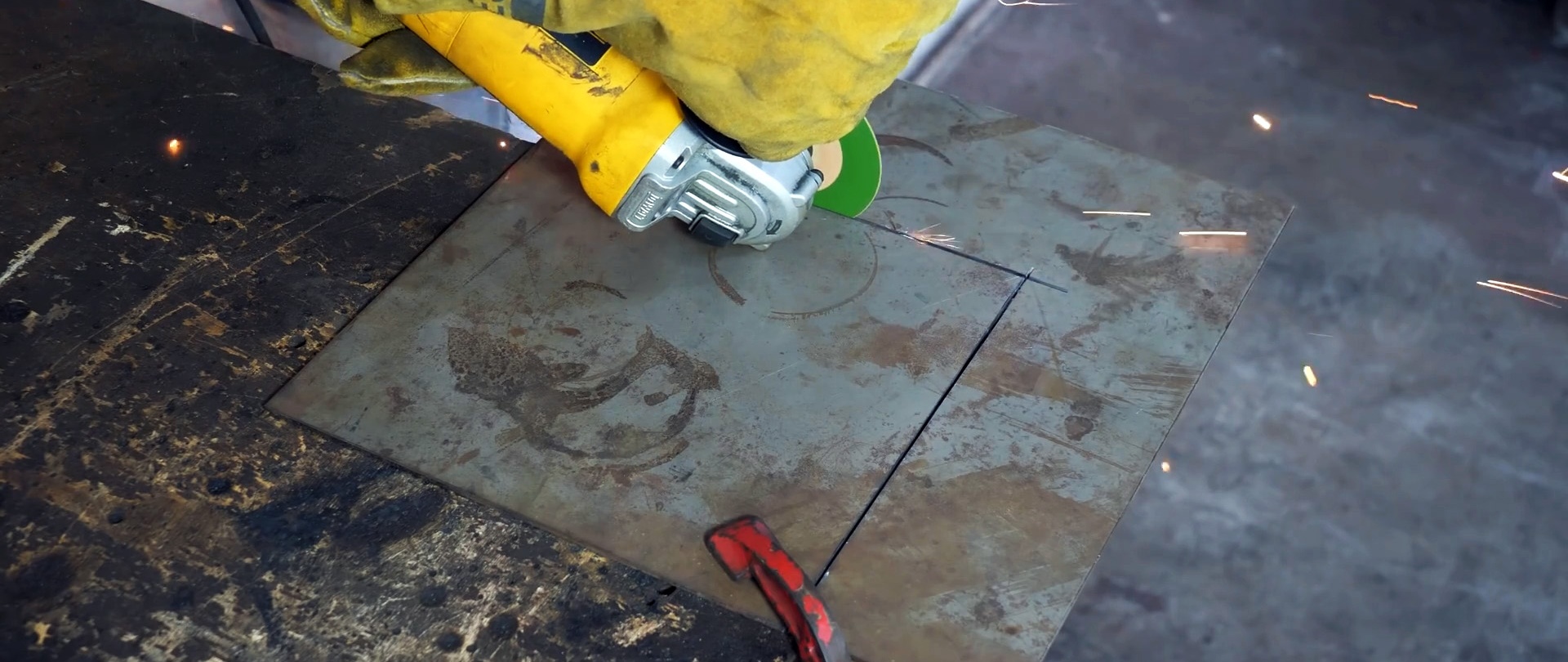
Kami menyediakan plat asas lampiran. Setelah mengamankan kepingan keluli yang besar di atas meja kerja, kami memotong kepingan yang lebih kecil daripadanya menggunakan penggiling, mengikut dimensi yang dipilih untuk membuat papak. Kami memproses papak dengan roda pengisar.
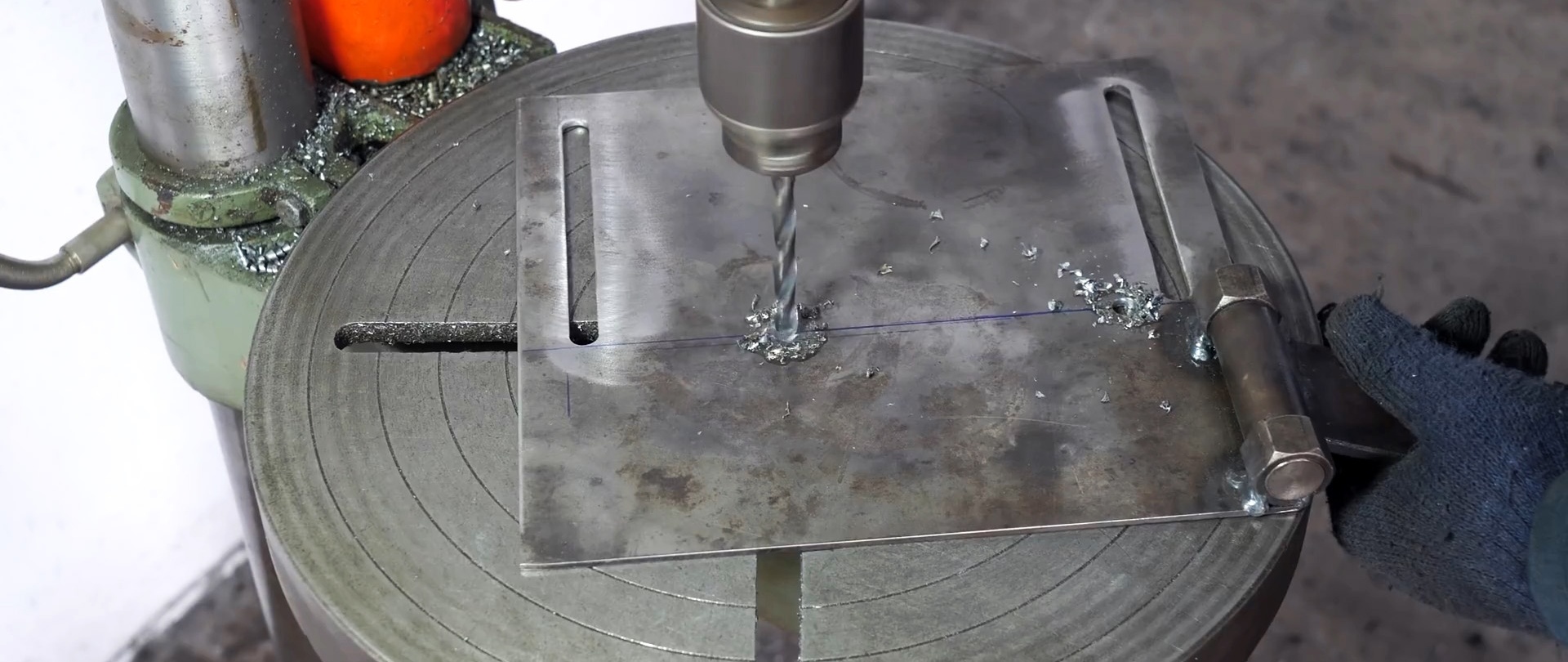
Setelah membahagikan papak secara lebar kepada tiga bahagian, pada dua bahagiannya kami menandakan slot untuk jalur tujahan masa depan. Melangkah ke belakang 5 cm dari pinggir papak, kami menandakan salah satu daripada empat lubang dengan teras. Kami mengambil saiz yang sama dengan jarak dari tepi sisi papak ke titik teras. Kami meletakkan saiz yang sama pada sempadan sepertiga kedua lebar papak, dan menandakan titik kedua. Kami melakukan perkara yang sama pada bahagian kedua papak.


Tebuk lubang yang ditanda. Menggunakan garisan melintang ke panjang lampiran, kami menyambungkan kedua-dua lubang supaya kami mendapat tanda slot dengan tepi bulat. Menggunakan pengisar, kami memotong logam di sepanjang garis yang dilukis. Mengapit plat dalam naib, kami memperhalusi slot yang dihasilkan dengan fail rata.
Setelah membosankan kacang M12 pada mesin atau memilih sesendal yang sesuai, kami membuat tiang sokongan untuk engsel plat kerja lampiran. Menggunakan diameter dalaman kacang yang diperolehi, pada mesin yang sama, kami mengisar aci engsel, yang akan berputar dalam kacang ini.


Setelah memasang aci dengan kacang di pinggir baki 1/3 plat, kami mengimpal kacang ke plat supaya aci engsel berserenjang dengan sisi panjangnya.

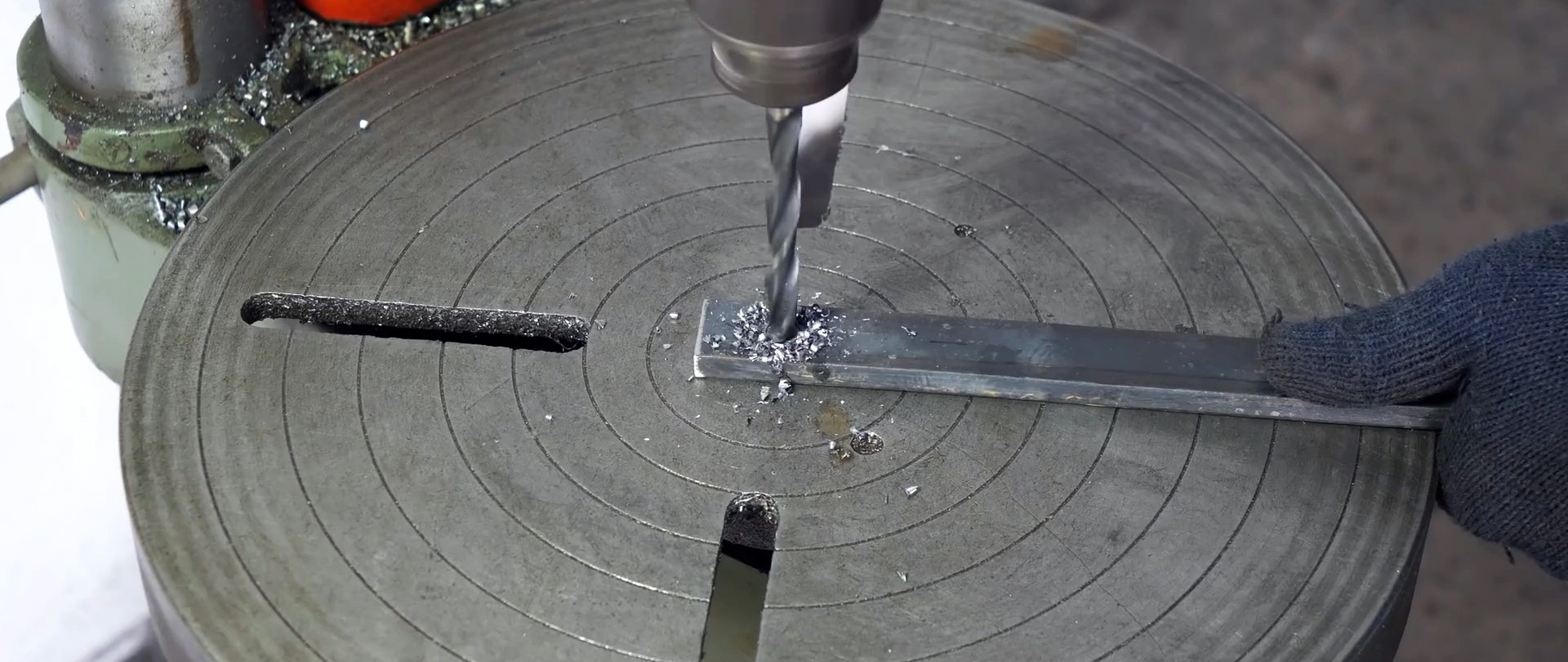
Kami memotong sekeping dari kepingan keluli sempit, panjangnya sama dengan jarak dari aci engsel ke tengah plat. Melangkah ke belakang dari satu tepi, di sisi sempit, 3 cm, di sepanjang paksi tengah di sepanjang segmen, kami menandakan dan menggerudi lubang.Diameter lubang mesti sepadan dengan saiz bolt yang mengikat pemegang sisi ke penggiling sudut. Menggunakan tepi yang bertentangan dengan lubang, kami mengimpal plat kerja ke aci engsel.

Kami memotong sekeping lain dari kepingan keluli sempit, yang panjangnya membolehkan kami membuat konsol sisi untuk memasang penggiling sudut ke lubang bertentangan pada badannya. Untuk melakukan ini, bahagikan segmen yang terhasil kepada dua bahagian. Melangkah ke belakang dari tepi salah satu daripadanya, tandai dan gerudi lubang yang serupa dengan yang dibuat pada plat kerja. Kami melampirkan bahagian dengan lubang ke penggiling sudut supaya ia berserenjang dengan penggiling sudut dan menonjol di luarnya dengan 10-11 cm, di sisi yang bertentangan dengan slot pada plat sokongan. Kami menggunakan bahagian kedua dengan satu hujung ke plat kerja, dan satu lagi ke hujung menonjol bahagian pertama. Kami "merebut" semua sambungan dengan beberapa titik kimpalan dan mengeluarkan penggiling sudut. Selepas itu kami mendidih semua sebatian dengan baik.


Setelah memasang sekali lagi "pengisar" dengan bulatan baru dalam pelekap yang dibuat, kami menurunkan bulatan ke plat sokongan. Berdasarkan saiz bulatan pengisar, kami menandakan alur kerja lampiran. Kami mengeluarkan penggiling sudut, memotong dan memproses tepi alur kerja. Lebar alur kerja mestilah sekurang-kurangnya tiga kali ganda ketebalan roda pemotong baru, dan panjangnya mestilah melebihi diameter roda sekurang-kurangnya 30%.

Dari kepingan keluli yang sempit, kami memotong jalur tujahan, yang panjangnya sama dengan panjang plat sokongan. Lebar jalur harus sepadan dengan saiz yang sama dengan diameter bolt yang digunakan, didarab dengan 3. Kami menandakan paksi tengah di sepanjang jalur dan, melampirkannya ke plat sokongan, tandakan lubang pelekap. Kami memasang bolt ke dalam lubang jalur, kepala ke bawah, dan masukkan bahagiannya yang menonjol ke dalam slot pada plat sokongan. Di atas pinggan, pasangkan pencuci pada bolt, dan skru pada nat sayap.


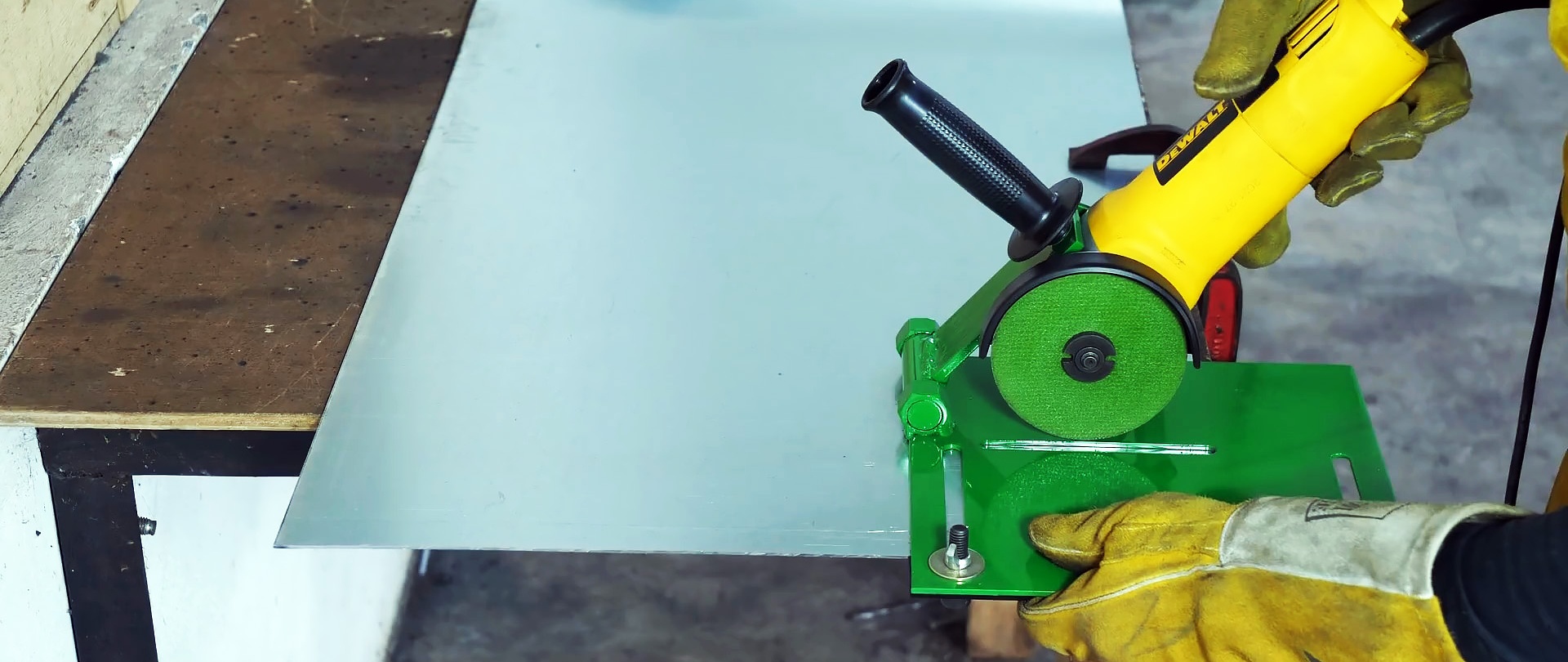
Kami memasang penggiling sudut pada lampiran, tetapkan jalur henti pada saiz kepingan logam yang dipilih yang perlu dipotong dan, mengamankannya dengan "sayap", membuat potongan ujian. Sekiranya timbul sebarang kekurangan, kami menghapuskannya dan, setelah mengeluarkan "kambing biri-biri", cat konsol.

Cakera tahan lama untuk pengisar sudut di AliExpress pada harga diskaun - http://alii.pub/61bjly
Tonton video
Kelas induk yang serupa












