Hoe je een ballensnijder met je eigen handen maakt
Industrieel geproduceerde kogelvormige frezen zijn zelden op de markt te vinden en zijn meestal ontworpen om een specifieke bewerking op een specifiek onderdeel uit te voeren. Het is meestal niet mogelijk om ze te gebruiken voor de verwerking van andere producten. En ze zijn niet goedkoop vanwege het hoogwaardige staal dat bij de productie wordt gebruikt, de complexe verwerkingstechnologie, complexe hardingsprocessen en kleine productiebatches.

Al deze factoren dwingen ambachtslieden om, wanneer de behoefte aan een dergelijk instrument ontstaat, op zoek te gaan naar onafhankelijke manieren om ze te maken. Ze zijn vooral vaak nodig door mensen die auto's, motorfietsen en andere voertuigen repareren.
Met behulp van eenvoudige kogelmolens worden bijvoorbeeld kanalen in cilinderkoppen van motoren geboord tijdens de reparatie. Praktisch gezien kunnen alleen zij gebogen kanalen met hoge kwaliteit en precisie verwerken. Geen enkel ander type frees is geschikt voor dergelijk werk. Je kunt een conventionele elektrische boormachine gebruiken als aandrijving voor een zelfgemaakte kogelsnijder.
Een kogelsnijder (kegelsnijder, braamsnijder) kan worden gemaakt van een kogel met geschikte diameter van een kogellager of van een kogelgewricht voor de besturing of ophanging van een auto. Voor het maken van deze onderdelen wordt hard staal gebruikt, dus messen die hiervan worden gemaakt, hebben goede snijeigenschappen.
Laten we een kogel kiezen uit een lager met een diameter van 33 mm als blanco. Wat hebben we nodig om een rolsnijder te maken?
Je kunt rondkomen met een minimum aan hulpmiddelen:
De set benodigde materialen, rekening houdend met de functionaliteit van een zelfgemaakte bramensnijder, is ook kort.
Wij hebben nodig:
Als je alle technologische kanonnen volgt voor het maken van een gereedschap van gehard metaal, moet het natuurlijk eerst worden getemperd om de daaropvolgende bewerking te vergemakkelijken. Maar hiervoor heb je een moffeloven nodig, die hebben wij niet. Hierdoor zullen we wat meer tijd, moeite en slijtage aan de snij- en draaischijven nodig hebben, wat niet zo moeilijk is, omdat we maar één kogelsnijder maken.
Gebruik opnieuw een schuifmaat om de diameter van de geselecteerde bal te meten en zorg ervoor dat u een laagje metaal van 0,5 mm van het oppervlak moet verwijderen. We hebben immers een frees nodig met een diameter van 32 mm.

De doorn kan worden gemaakt door een blind gat in de kogel te boren, gevolgd door draadsnijden.Maar dit zal niet zo eenvoudig zijn, omdat je in dit geval zeker het metaal van het werkstuk moet losmaken, een speciaal apparaat moet hebben om de bal vast te houden tijdens de verwerking en natuurlijk een boormachine, die niet beschikbaar is.

Daarom kiezen we voor de optie met een gelaste moer en een doorn die in de schroefdraad van de hardware wordt geschroefd. Om dit te doen, klemt u de bal in een bankschroef en gebruikt u een lasmachine om de moer aan het werkstuk vast te zetten. Na voltooiing van het lassen moet u de resulterende verbinding snel in water afkoelen om te voorkomen dat het metaal van de kogel loslaat.


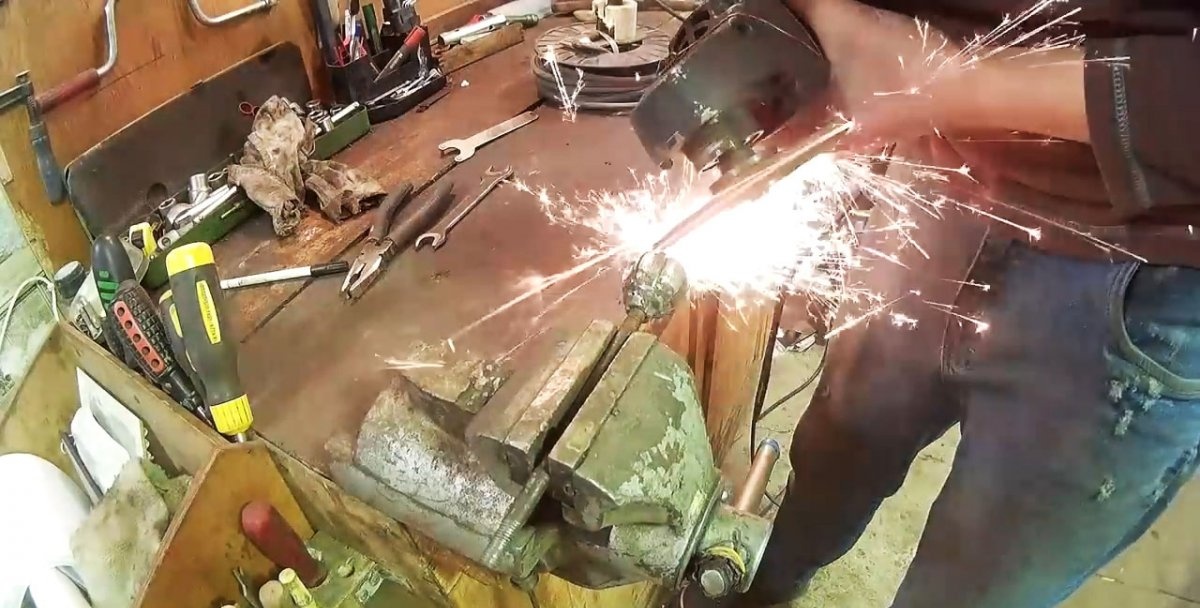
We schroeven de doorn stevig in de moer en bevestigen deze in de spil van een elektrische boormachine of slijpmachine, die op zijn beurt stevig moet worden bevestigd met behulp van klemmen of een bankschroef. Alles staat klaar om de diameter van de bal aan te passen naar de gewenste maat.

Om dit te doen, draaien we de spil terwijl het werkstuk is vastgezet en beginnen we met het verwijderen van metaal met behulp van een draaischijf en een slijpmachine, waarbij we voortdurend de diameter van de bal die wordt verwerkt met een schuifmaat controleren.

Nadat we de gewenste dwarsmaat (32 mm) hebben ontvangen, stoppen we met de verwerking.
Nu is alles klaar om de snijtanden te vormen. We zetten het werkstuk bij de schacht vast in een metalen bankschroef en beginnen met behulp van een slijpmachine met een doorslijpschijf de langsgroeven te maken die nodig zijn om snijranden te verkrijgen.

De vraag rijst: hoeveel groeven moet ik maken? Het antwoord is duidelijk: hoe harder het materiaal dat wordt verwerkt, hoe meer er zouden moeten zijn. Omdat we een motorfietscilinderblok van duraluminium gaan restaureren, volstaat het om 10 groeven te maken om 9 snijkanten te krijgen.
Met behulp van een draaischijf verwijderen we overtollig metaal om een trapeziumvormig profiel van de tanden te verkrijgen, gericht in de draairichting van het gereedschap.Deze operatie is het meest complex en belangrijk en moet daarom met alle aandacht en nauwkeurigheid worden uitgevoerd. Hierna kunnen we ervan uitgaan dat de frees helemaal klaar is voor de beoogde werkzaamheden.

Rest ons nog om het in actie te testen op een cilinderblok van een Ural-motorfiets of een ander exemplaar met dezelfde gatgroottes. Tijdens bedrijf moet de snijder periodiek worden gesmeerd met olie. Zodat het proces intensiever en zonder onnodige inspanning op de aandrijving verloopt.

 Het enige waar ik u voor wil waarschuwen is het verwerkingsgedeelte van de klepzitting, dat is gemaakt van staal. Wanneer u het nadert, moet u de voeding verminderen en het gereedschap stevig vasthouden, zodat het niet uit uw handen breekt, wat kan leiden tot letsel of schade aan het werkstuk.
Het enige waar ik u voor wil waarschuwen is het verwerkingsgedeelte van de klepzitting, dat is gemaakt van staal. Wanneer u het nadert, moet u de voeding verminderen en het gereedschap stevig vasthouden, zodat het niet uit uw handen breekt, wat kan leiden tot letsel of schade aan het werkstuk.

Wanneer u met een kogelsnijder werkt, moet u uw ogen beschermen met een veiligheidsbril en handschoenen aan uw handen dragen. Natuurlijk moet de molen een beschermhoes hebben. Feit is dat bij het verwerken van zachte metalen de spanen verschillend van formaat zijn, die de neiging hebben om in alle richtingen en over lange afstanden te vliegen.
Wat het gereedschap betreft, is het voordeliger om de snijranden niet in de lengterichting van de rotatieas te plaatsen, maar onder een hoek. Dan werkt de frees zachter, efficiënter en wordt de kans op ongeoorloofd torderen verkleind.
Om tangentiële slingering van het gereedschap te elimineren, is het winstgevender om een snijder te maken van een stuurkogelgewricht van een auto. Dan is het niet nodig om een doorn te maken, omdat deze al bestaat en perfect gecentreerd is ten opzichte van de bal.

Al deze factoren dwingen ambachtslieden om, wanneer de behoefte aan een dergelijk instrument ontstaat, op zoek te gaan naar onafhankelijke manieren om ze te maken. Ze zijn vooral vaak nodig door mensen die auto's, motorfietsen en andere voertuigen repareren.
Met behulp van eenvoudige kogelmolens worden bijvoorbeeld kanalen in cilinderkoppen van motoren geboord tijdens de reparatie. Praktisch gezien kunnen alleen zij gebogen kanalen met hoge kwaliteit en precisie verwerken. Geen enkel ander type frees is geschikt voor dergelijk werk. Je kunt een conventionele elektrische boormachine gebruiken als aandrijving voor een zelfgemaakte kogelsnijder.
Een kogelsnijder (kegelsnijder, braamsnijder) kan worden gemaakt van een kogel met geschikte diameter van een kogellager of van een kogelgewricht voor de besturing of ophanging van een auto. Voor het maken van deze onderdelen wordt hard staal gebruikt, dus messen die hiervan worden gemaakt, hebben goede snijeigenschappen.
Laten we een kogel kiezen uit een lager met een diameter van 33 mm als blanco. Wat hebben we nodig om een rolsnijder te maken?
Gereedschappen en materialen
Je kunt rondkomen met een minimum aan hulpmiddelen:
- Slijpmachine met snij- en draaischijf.
- Lasapparaat.
- Bankschroef voor metaal.
- Remklauw en marker.
De set benodigde materialen, rekening houdend met de functionaliteit van een zelfgemaakte bramensnijder, is ook kort.
Wij hebben nodig:
- Kogeldiameter 33 mm.
- Schroef.
- Doorn met schroefdraad aan één uiteinde.
- Motor cilinderblok.
Het proces van het maken van een rolsnijder
Als je alle technologische kanonnen volgt voor het maken van een gereedschap van gehard metaal, moet het natuurlijk eerst worden getemperd om de daaropvolgende bewerking te vergemakkelijken. Maar hiervoor heb je een moffeloven nodig, die hebben wij niet. Hierdoor zullen we wat meer tijd, moeite en slijtage aan de snij- en draaischijven nodig hebben, wat niet zo moeilijk is, omdat we maar één kogelsnijder maken.
Gebruik opnieuw een schuifmaat om de diameter van de geselecteerde bal te meten en zorg ervoor dat u een laagje metaal van 0,5 mm van het oppervlak moet verwijderen. We hebben immers een frees nodig met een diameter van 32 mm.

De doorn kan worden gemaakt door een blind gat in de kogel te boren, gevolgd door draadsnijden.Maar dit zal niet zo eenvoudig zijn, omdat je in dit geval zeker het metaal van het werkstuk moet losmaken, een speciaal apparaat moet hebben om de bal vast te houden tijdens de verwerking en natuurlijk een boormachine, die niet beschikbaar is.

Daarom kiezen we voor de optie met een gelaste moer en een doorn die in de schroefdraad van de hardware wordt geschroefd. Om dit te doen, klemt u de bal in een bankschroef en gebruikt u een lasmachine om de moer aan het werkstuk vast te zetten. Na voltooiing van het lassen moet u de resulterende verbinding snel in water afkoelen om te voorkomen dat het metaal van de kogel loslaat.


We schroeven de doorn stevig in de moer en bevestigen deze in de spil van een elektrische boormachine of slijpmachine, die op zijn beurt stevig moet worden bevestigd met behulp van klemmen of een bankschroef. Alles staat klaar om de diameter van de bal aan te passen naar de gewenste maat.

Om dit te doen, draaien we de spil terwijl het werkstuk is vastgezet en beginnen we met het verwijderen van metaal met behulp van een draaischijf en een slijpmachine, waarbij we voortdurend de diameter van de bal die wordt verwerkt met een schuifmaat controleren.

Nadat we de gewenste dwarsmaat (32 mm) hebben ontvangen, stoppen we met de verwerking.
Nu is alles klaar om de snijtanden te vormen. We zetten het werkstuk bij de schacht vast in een metalen bankschroef en beginnen met behulp van een slijpmachine met een doorslijpschijf de langsgroeven te maken die nodig zijn om snijranden te verkrijgen.

De vraag rijst: hoeveel groeven moet ik maken? Het antwoord is duidelijk: hoe harder het materiaal dat wordt verwerkt, hoe meer er zouden moeten zijn. Omdat we een motorfietscilinderblok van duraluminium gaan restaureren, volstaat het om 10 groeven te maken om 9 snijkanten te krijgen.
Met behulp van een draaischijf verwijderen we overtollig metaal om een trapeziumvormig profiel van de tanden te verkrijgen, gericht in de draairichting van het gereedschap.Deze operatie is het meest complex en belangrijk en moet daarom met alle aandacht en nauwkeurigheid worden uitgevoerd. Hierna kunnen we ervan uitgaan dat de frees helemaal klaar is voor de beoogde werkzaamheden.
Rest ons nog om het in actie te testen op een cilinderblok van een Ural-motorfiets of een ander exemplaar met dezelfde gatgroottes. Tijdens bedrijf moet de snijder periodiek worden gesmeerd met olie. Zodat het proces intensiever en zonder onnodige inspanning op de aandrijving verloopt.



Waarschuwingen en opmerkingen
Wanneer u met een kogelsnijder werkt, moet u uw ogen beschermen met een veiligheidsbril en handschoenen aan uw handen dragen. Natuurlijk moet de molen een beschermhoes hebben. Feit is dat bij het verwerken van zachte metalen de spanen verschillend van formaat zijn, die de neiging hebben om in alle richtingen en over lange afstanden te vliegen.
Wat het gereedschap betreft, is het voordeliger om de snijranden niet in de lengterichting van de rotatieas te plaatsen, maar onder een hoek. Dan werkt de frees zachter, efficiënter en wordt de kans op ongeoorloofd torderen verkleind.
Om tangentiële slingering van het gereedschap te elimineren, is het winstgevender om een snijder te maken van een stuurkogelgewricht van een auto. Dan is het niet nodig om een doorn te maken, omdat deze al bestaat en perfect gecentreerd is ten opzichte van de bal.
Bekijk de video
Soortgelijke masterclasses





Bijzonder interessant






Opmerkingen (0)
